|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема: Проектирование технологического процесса для наплавки твердыми сплавами
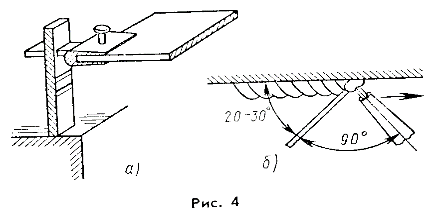
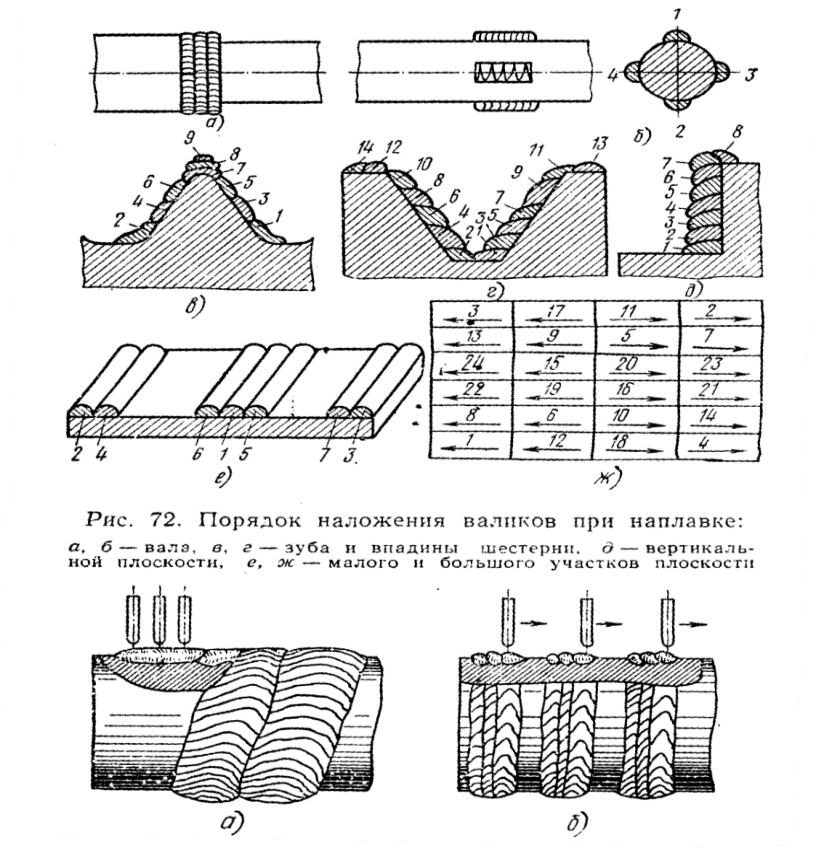
Время выполнения работы – 6 часов Цель: Сформировать знания и навыки по наплавке деталей различной формы. Задание: 5. Изучить теоретический материал. 6. Разработать технологический процесс наплавки твердыми сплавами 7. Ответить на контрольные вопросы Вариант 1. Составьте технологический процесс газовой наплавки валиков на плоскую поверхность в потолочном положении с указанием техники наплавки, вида газового пламени, наплавочного материала, размеров валиков и последовательности их наложения.
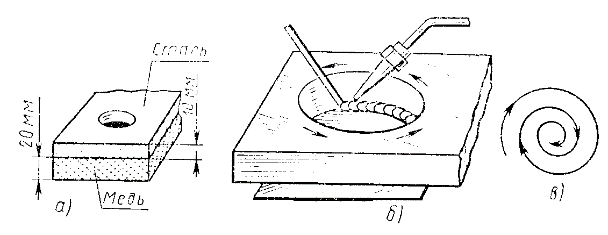
Задание 2. Опишите технологию заварки трещины в чугунной пластине толщиной 10-14 мм с указанием оборудования, материала, способа подготовки дефектного места и последовательности наложения валиков.
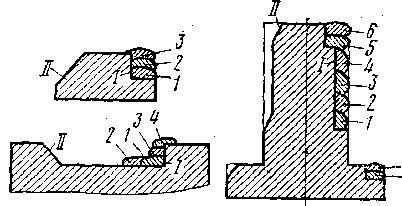
Вариант 3. Необходимо наплавить изношенные детали, изображенные на рисунке. Наплавленный слой должен быть стойким к ударным нагрузкам и абразивному износу. Подберите способ наплавки, наплавочный материал. Проанализируйте, можно ли изменить последовательность нанесения наплавочных валиков указанную на рисунке. Обоснуйте свой ответ.
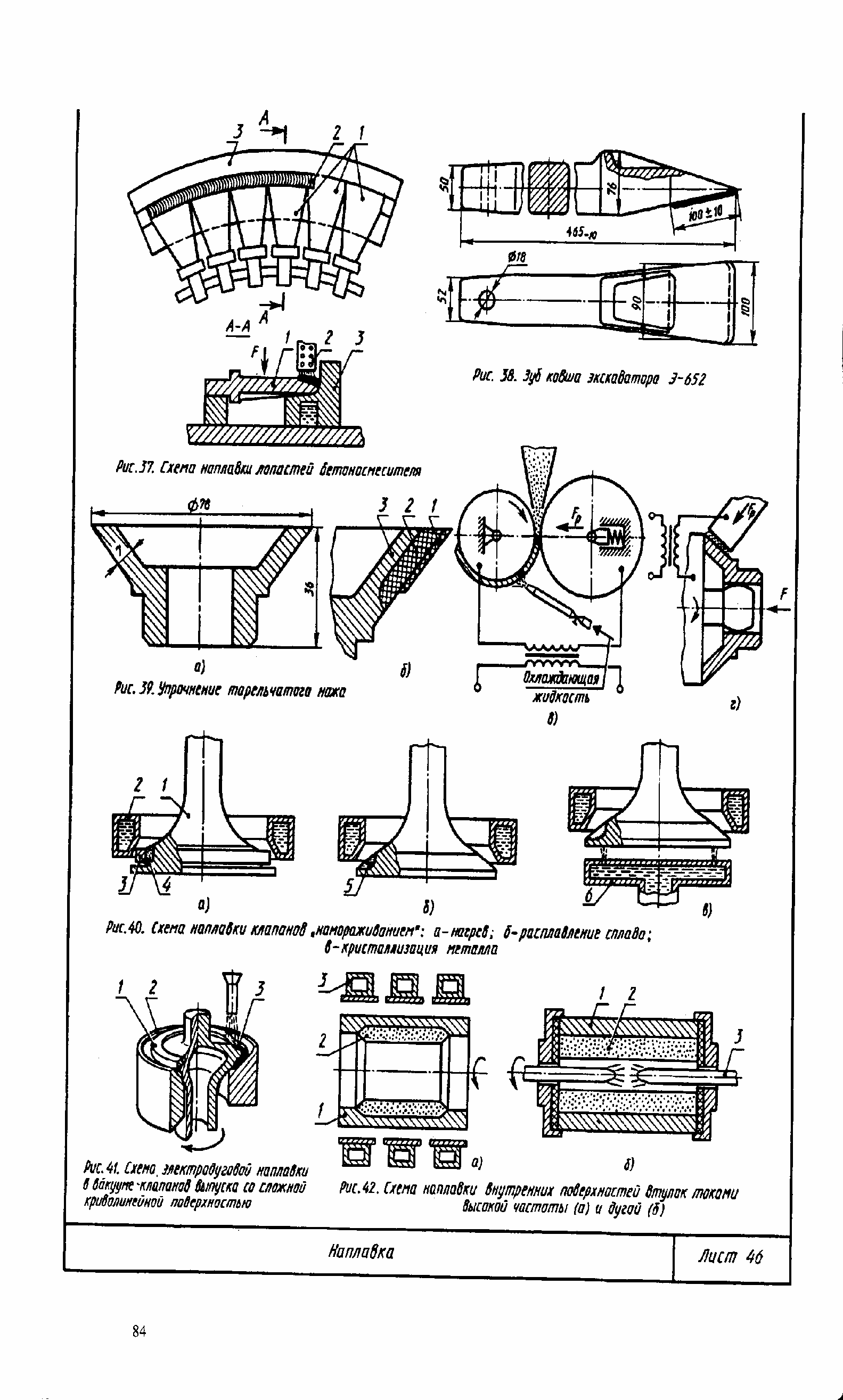
Вариант 4. Необходимо составить схему технологического процесса восстановления изношенного зуба ковша экскаватора, с указанием оборудования, наплавочного материала, инструмента, параметров режима наплавки, геометрических размеров наплавляемых валиков и их количество.
Вариант 5 Составьте технологическую карту многодуговой наплавки крупногабаритных деталей цилиндрической формы с указанием наплавочного материала, параметров режима наплавки, оборудования, преимущества перед однодуговой наплавкой.
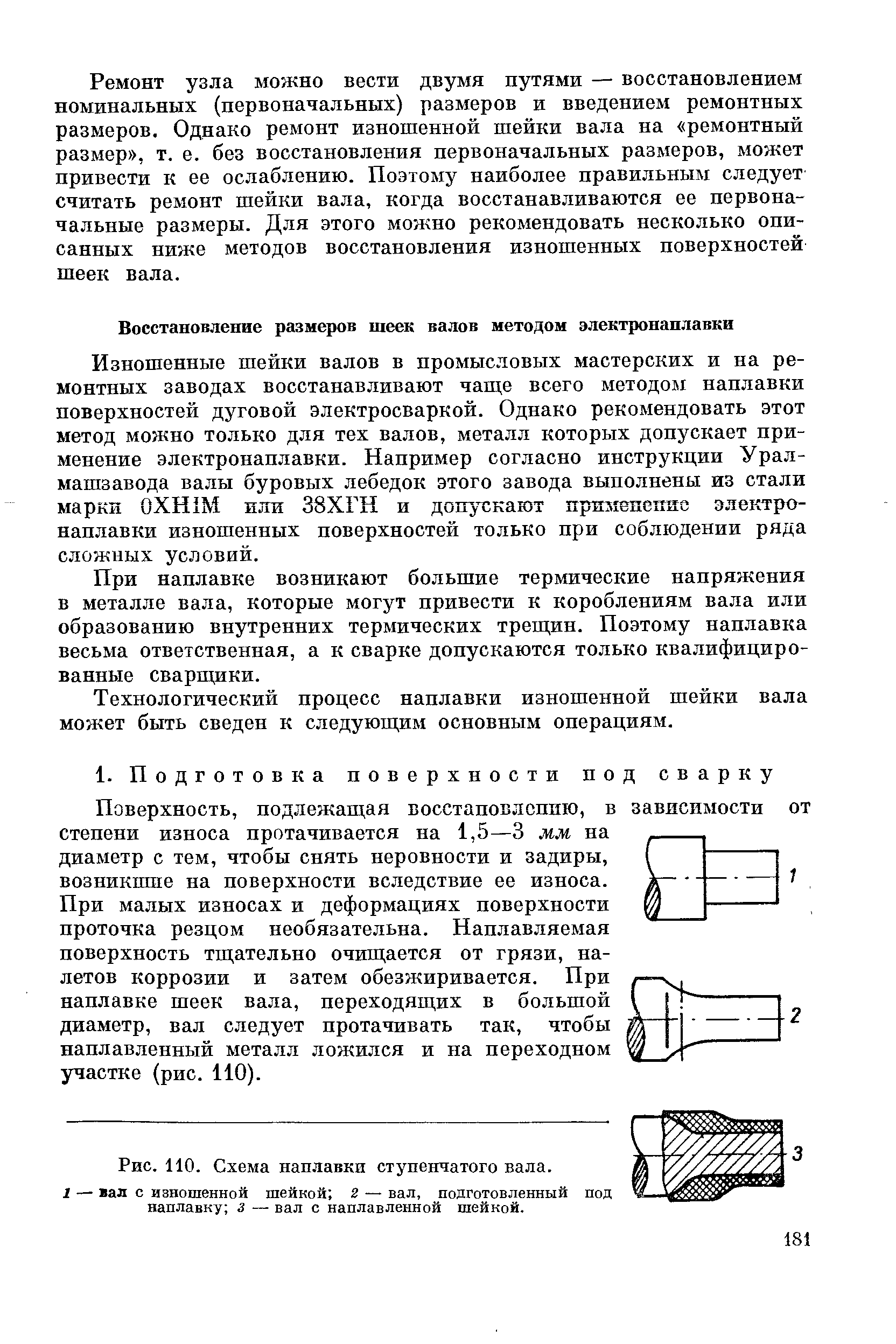
Технологический процесс наплавки штампов состоит из следующих операций: отжиг штампов, очистка рабочей поверхности, подготовка дефектного места, предварительный подогрев, наплавка, высокий отпуск, предварительный контроль качества и размеров наплавки, последующая механическая и термическая обработка и окончательный контроль Цель наплавки—упрочнение и восстановление деталей (оборудования) посредством нанесения на поверхность покрытий, обладающих высокой износостойкостью (кислотостойкостью, термостойкостью). В этом разделе речь пойдет о нанесении защитного покрытия именно с помощью сварки. Процесс наплавки является основой и для изготовления биметаллических изделий. В зависимости от того, какая форма изделия, какие берутся исходные материалы, какие условия работы, наконец, масса изделия, предполагают различные подходы в выборе технологии наплавки. Если невозможна механизация процесса сварки (наплавки), то лучше всего остановиться на наплавке покрытыми электродами. Гл)бина проплавления основного металла должна быть минимальной. Это достигается путем наклона электрода в сторону, обратную ходу наплавки. Диаметр электрода должен быть в пределах 2—6 мм. Ток постоянный, обратной полярности (на электроде «плюс»). Сипа тока — от 80 до 300 А. Наплавка требует определенных навыков в работе. Надо при минимальном токе и напряжении, чтобы не увеличивать долю основного металла в наплавленном, оплавить оба компонента. Состав металла будет определять тип электрода, а толщина и форма — диаметр электрода. В предлагаемой ниже таблице даны основные типы и марки покрытых электродов для наплавки. Напряжение дуги определяет форму наплавленного валика, при его повышении увеличивается ширина и уменьшается высота валика, возрастает длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжению, которое должно согласовываться с током дуги. Обычно наплавку ведут при напряжении дуги 28—32 В и силе тока 300— 450 А электродной проволокой диаметром 3—4 мм. Техника наплавки предусматривает различные приемы ведения работ при наплаве тел вращения, плоских поверхностей и деталей сложной формы. Цель их одна — получение качественного наплавленного слоя заданных свойств и минимальная деформация изделия. При наплавке тел вращения это достигается ведением непрерывного процесса по винтовой линии с перекрытием последующим валиком предыдущего. Плоские детали целесообразно наплавлять электродными лентами с минимальным проплавлением основного металла. Применяемые в качестве наплавочных материалов хромоникелевые аустенитные стали обладают высокими антикоррозионными свойствами. Если в эту сталь добавить марганец, возрастет ее вязкость, что важно для процесса наплавки. Когда хромоникелевые аустенитные стали используются для наплавки, то использовать надо покрытые электроды одинакового с этой сталью состава. Сама наплавка ведется в среде газа аргона или под флюсом. Подогревать хромоникелевые стали не требуется.
Хромистые стали, обладающие высокой стойкостью к коррозии и прочностью при повышенных температурах, применяют для наплавки уплотнительных поверхностей задвижек для пара и воды, плунжеров гидропрессов, штампов и других деталей. Наплавку производят самозащитной порошковой проволокой ПП-АН 106, наплавочной проволокой Нп-ЗОХІЗ и Нп-40Х13, сварочной проволокой Св-10Х17Т, порошковой проволокой ПП-АН 103 и ПП - АН 104. Наплавку хромистых сталей надо вести очень короткой дугой. Рекомендуемое при этом напряжение — 24— 26 В. В случае с хромистыми сталями — предварительный подогрев до температуры 200—250°С. Для наплавки применяются также хромомолибденовые и хромовольфрамовые стали, обладающие высокой стойкостью к термическому изнашиванию. Наплавка производится порошковыми проволоками ПП-25Х5ФМС, ПП-ЗХ2В8 и ПП-АН 132 спеченной лентой ЛС-5Х5ВЗФС, покрытыми электродами ВСН-6. Для предупреждения трещин наплавку ведут при температуре детали 350— 400°С с последующим замедленным охлаждением. Для наплавки применяются и высокохромистые чугуны, главным образом там, где требуется защита деталей от абразивного изнашивания. Наплавки осуществляются покрытыми электродами, с применением порошковой проволоки ПП-АН 101 и ленты ПЛ - АН101. .
Практическая работа№12 |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 1120; Нарушение авторского права страницы