|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Теоретическая основа гальванотехники.
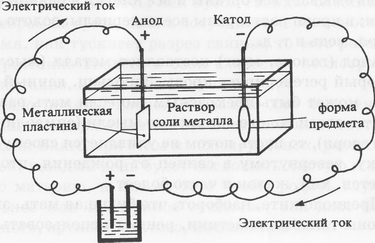
Теория гальванотехники базируется на существующих представлениях о составе и свойствах электролитов, в частности, о диссоциации соединений на заряженные катионы и анионы, о способности катионов двигаться под действием внешнего электрического поля и восстанавливаться до металла, принимая электроны. В то же время практика гальванотехники требует формирования в результате протекающих физико-химических процессов сплошного равномерного металлического слоя на поверхности подложки, а этот результат определяется прежде всего накопленным опытом использования различных электролитов, проводящих грунтов, пред- и постобработок изделий и электролитов, подбора оптимальных составов и концентраций, значений плотностей тока и выравнивания этих плотностей по всей поверхности изделия. Прежде чем перейти к подробностям современной гальваностегии, рассмотрим электрический процесс в его главных чертах. Как уже было сказано выше, постоянный ток, проходя чрез раствор металлической соли, разлагает ее и осаждает металл на отрицательно заряженном теле – катоде (рис.1). Оба заряженных тела называются электродами, положительно заряженный – анод, отрицательно заряженный – катод; раствор разлагаемой соли – электролит. В гальванотехнических процессах особо важную роль играет анод, основное назначение которого – восполнять в электролите ионы, разряжающиеся на покрываемых изделиях. Анод не должен содержать примесей, отрицательно влияющих на внешний вид и структуру покрытий. Все процессы как гальванопластики, так и гальваностегии протекают в гальванических ваннах. Материалом ванны в зависимости от её размеров и степени агрессивности электролита могут служить: керамика, эмалированный чугун, футерованная свинцом сталь, органическое стекло и др. Ёмкость ванн колеблется от долей мм (для золочения) до 10 мм и более.
Рис.1. Схема гальванической установки. Теоретический материальный баланс гальванического процесса может быть определен по закону Фарадея:
где:
Однако фактический выход по току осаждаемого металла всегда оказывается меньше теоретически предсказанного. Отчасти это связано с тем, что в электролите всегда присутствуют посторонние катионы, которые или имеют иные отношения заряда к массе (например, примесь ионов серебра в растворе медного купороса), или не оседают на катоде, а выводятся из электролита при восстановлении (например, H+). Оказывает своё влияние конечность скоростей движения ионов в электролите (потери на нагрев электролита), диффузионные явления, перемешивание электролита за счет вибрационных, конвективных и иных механических воздействий.
Гальванопластика. С помощью гальванопластики можно с большей точностью, чем любым другим способом, воспроизводить предметы до мельчайших подробностей. Появляется возможность изготовлять предметы столь сложных форм, что производство их другими способами либо невозможно, либо слишком дорогостояще. Гальванопластику применяют для изготовления изделий с уникальной детали (формы) большими сериями. Формой называется специально разработанный, сконструированный и изготовленный образец для снятия копии с него с использованием технологии гальванопластики. С формы, которая может быть весьма дорогой, получают определенное число копий. Копии, в свою очередь, могут служить для получения новых форм: это увеличивает темп производства. Копия — это заготовка, полученная электролитическим осаждением металла на поверхности формы и отделенная от нее. В дальнейшем, после механической обработки, копию используют по назначению. По теплофизическим свойствам (коэффициенты объемного и линейного расширения, температура плавления, теплоемкость, теплостойкость) материалы выбирают так, чтобы изготовленные из них формы не разрушались и не искажались при воздействии температуры в процессе механической и химической обработки. Для изготовления форм применяют различные способы. Для изготовления форм из металла, воска и гипса используют литье. С помощью механической обработки (токарной, слесарной и т.п.) изготавливают формы из металла, дерева и пластмассы. Форма может быть неразборной или состоять из нескольких частей. При конструировании формы должен быть выполнен ряд условий:
Независимо от природы материала формы ее поверхность должна быть электропроводной.
На поверхность неметаллических форм наносят электропроводные слои вакуумным напылением, химическим осаждением, напылением расплавленных металлов или восстановлением окислов. Перед занесением разделительного (металлические формы) или электропроводного (неметаллические формы) слоев поверхность форм необходимо тщательно очистить. Для металлических форм применяют два способа обезжиривания — химический и электрохимический. При химическом обезжиривании используют органические, щелочные растворы, водные моющие составы. Перед нанесением проводящего слоя поверхность пластмасс также обезжиривают. Для этого лучше использовать моющие растворы или аммиачную пасту на основе венской извести. Обезжиренную поверхность неметаллических материалов подвергают травлению. Поверхность ряда неметаллических форм перед металлизацией модифицируют: восковые формы покрывают лаком, деревянные — лаком, олифой или клеем типа БФ, гипсовые — пропитывают воском либо покрывают олифой, лаком или клеем БФ. Разделительные слои наносят только на металлическую форму. Отделение копии от формы по разделительному слою — основная характерная особенность гальванопластики. Разделительные слои выбирают так, чтобы во время наращивания копия самопроизвольно не отделялась от формы и в то же время не требовались большие усилия для их разъединения. Разделительные слои могут быть неорганическими (соли, окислы) и органическими (коллоиды, золи, пленки). Их состав зависит от типа электролита. Естественные окисные слои и слои, полученные в присутствии хромовокислого калия, используют главным образом для никелевой гальванопластики. Органические разделительные слои (остатки на поверхности после высыхания бензина, бензола, яичный альбумин и др.) применяют в медной гальванопластике. Яичный белок может служить разделительным слоем и при наращивании никелевых копий. Сульфидные разделительные слои хорошо проявляли себя при нанесении на поверхность форм из никеля, меди, свинца, олова и их сплавов. Наращивание копий на готовую форму — это обычный электролитический процесс осаждения металла. Технология электрохимического процесса в гальванопластике с применением металлических и неметаллических форм различна. Нанесение первичных слоев металла на неметаллическую форму с электропроводным слоем на поверхности выполняют при плотности тока не более 2 А/кв.дм (это ограничение определяется толщиной электропроводной пленки). Электропроводный слой из порошков меди, никеля, бронзы, серебра позволяет применять для нанесения первичного слоя любой электролит. На графитированную поверхность лучше осаждать медь. Нанесение первичного слоя металла на формы с электропроводным слоем является ответственной операцией. Используемые для этого электролиты должны быть тщательно очищены и должны содержать поверхностно-активные вещества, смачивающие поверхность формы для получения беспористого первичного слоя. Нанесение первичных слоев на поверхность металлических форм из легированной стали, никеля, меди и сплавов меди, цинка и алюминия имеет свои особенности, проявляющиеся во взаимодействии их поверхности с разными электролитами. На указанные металлы и сплавы первичные слои осаждают из цианистых электролитов. После нанесения первичного слоя окончательное наращивание копии продолжают из любого требуемого по технологии электролита. На низколегированные стали первичный слой наносят из щелочных электролитов. Поверхность формы из легированных сталей и никеля перед наращиванием копии из меди модифицируют тонким слоем никеля из хлористых электролитов, а поверхность медной формы перед изготовлением никелевой копии модифицируют никелем и наносят разделительный слой. Не следует забывать о нанесении разделительного слоя в соответствии с технологией. Интенсивное наращивание толстых слоев металлов выполняют после нанесения первичного слоя. Производительность процесса гальванопластики определяется продолжительностью интенсивного наращивания. Наращивание при высокой плотности тока — ответственный этап, определяющий эксплуатационные свойства копии. Для интенсивного наращивания приюдны в основном кислые электролиты никелирования и меднения, а также электролиты на основе указанных для осаждения сплавов. К ним относятся сернокислые, сульфаминовокислые, борфтористоводородные, кремнефтористоводородные, хлористые электролиты (последние два — только для осаждения никеля). Фторборатные электролиты меднения и никелирования для осаждения меди и никеля допускают плотность тока 20-40 А/кв.дм, что в аналогичных условиях вдвое больше, чем в сернокислых и в сульфами-новокислых электролитах. Для интенсификации наращивания толстых слоев металлов применяют различные способы: вращение или возвратно-поступательное движение катода, уменьшение расстояния между катодом и анодом, перемешивание электролита воздухом, применение ультразвука. К перспективной технологии относится получение копий, состоящих из слоев металлов с различными свойствами, например, слой никеля — слой меди, осажденный из электролита с выравнивающей добавкой, слой никеля — слой пластичной меди — слой железа. Послойное осаждение позволяет изготовлять изделия, сочетающие в себе свойства специальных сплавов и чистых металлов. Нередко на рабочую поверхность копии наносят функциональные покрытия: хром, композиционные абразивные и антифрикционные покрытия, черный никель и др.. Одной из острых проблем в гальванопластике является равномерность нанесения слоев металла. Для регулирования распределения металла по поверхности копии в процессе электролитического осаждения существуют следующие способы: |
Последнее изменение этой страницы: 2019-03-22; Просмотров: 495; Нарушение авторского права страницы