|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Классификация систем управления металлообработкой в зависимости от цели управления металлообработкой.Стр 1 из 8Следующая ⇒
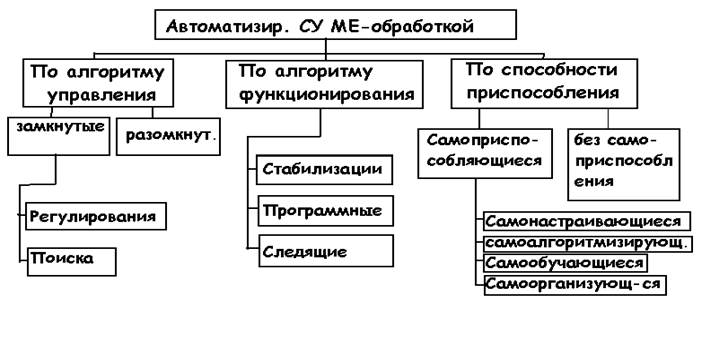
Классификация систем управления металлообработкой в зависимости от цели управления металлообработкой. В зав-ти от цели управления ме-обработкой: 1 – повышение производительности; 2 – снижение себестоимости; 3 – повышение точности; 4 – повышение чистоты поверхности; 5 – обеспечение надёжности работы; 6 – максимальное использование станка; 7 – максимальное использование инструмента; 8 - максимальное использование электропривода; 9 – предохранение инструмента от поломок. Классификация систем управления металлообработкой в зависимости от контролируемых параметров. В зав-ти от контрол. параметров СУ делятся: 1 – скорость резания; 2 – скорость привода шпинделя; 3 – скорость подачи; 4 – сила резания; 5 – момент резания; 6 – мощность резания; 7 – температура резания; 8 – амплитуда вибраций; 9 – глубина резания; 10 – траектория инструмента; 11 – положение инструмента или изделия; 12 – деформация в сис-ме станок-приспособоение-инструмент-деталь. Классификация автоматизированных систем управления металлообработкой. Аналоговая структурная схема управл. процессом резания
АСУ ТП стабилиз содержит регулятор Р электроприводов шпинделя ЭПШ и подач ЭПП, воздействующ. на процесс резания ПР и датчики информ. ДИ1,2 об обощенных пар-ах Х1(t), Х2(t).На вход рег. поступ. разность сигналов Uу1=Uз1-Uос1(tp,HB); Uу2=Uз2-Uос2(tp,HB). Uз1,Uз2 - напряж. задания. от блоков БЗЦ и БЗП. Uос1,2-напряж. сигн. обратн. связей. tp-глубина резания, НВ-твердость.
Информ. о ходе техн. проц. поступ. на микропроц. МП от датчиков информ. ДИ через устр-во связи с датчиками УСД. Внешн. априорн. информ. ВАИ вводится в запомин. устр-во МП, управл. ЭПШ ( шпинделя) и ЭПП(подач) осущ. от МП через устр-во связи и объектом УСО, которые воздейств. на ПР. Факторы, оказывающие влияние на выбор электропривода для м.р.с . На выбор ЭП могут оказать влияние: 1) Допустимая частота включений, необходимость реверса и торможения 2) Экономические показатели привода 3) Возможность выполнения различных функций 4) Простота наладки и обслуживания 5) Серийность производства привода 6) Степень серийности производства станка Пример обработки усеченного конуса, имеющего наименьший и наибольший радиусы R 1 и R 2 и образующую L . Рассмотрим усеченый конус. Имеет радиусы R1 и R2 и образующую L Если конус образуется постоянной угловой скоростью шпинделя (wШ=const), то расчётная скорость резанья (VР[м/мин]) при наибольшем радиусе может быть определено:WШ=VP/(2×9,55×π×R2)= = VP/(60×R2); Машинное время при обработке с постоянной угловой скоростью: tMIN=L/(WШ×S×9,55)=(2×L×π×R2)/(VP×S), S- подача вдоль образующей (мм/об). Машинное время при обработке с пост. скоростью можно рассчитать tMV=∫ (2π×r/VP×S)dl Для текущего R: r=R1+lsinα, tMV=L×π× (R1+R2)/(VP×S). Можно выразить уравнением tMW-tMV/tMW=1/2×(1-R1/R2) = 1/2×(1-WMIN/WMAX)= 1/2×(D-1/D) (1);WMIN~1/R2; WMAX~1/R1;D= WMAX/WMIN. Видно что отношение не зависит от длинны заготовки и полученное выражение правомерно и при торцовой обработке. Согласно (1) при большом D, экономия машинного времени приближается к 50%. При обработке сферических поверхностей относит-е сокращение машин. времени равно: tMW-tMV/tMW=1/2×(D2-1/D2). Наиболее целесообразно с точки зрения произ-ти диапазон изменения угловой скорости составляет 6-10 при обработке торцовых конических поверхностей, 3-4 при обработке сферических поверхностей. Однако обеспечения частоты обрабатываемой пов-ти необходимо поддерживать постоянную скорость резанья во всём диапазоне изменения радиуса обраб. детали.
31 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемых стойкости инструмента Т, глубины резания t Р и неконтролируемой подаче S . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т2 и глубиной резанья tР2. tР2 измеряется датчиком ДГР. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. В ОЗУ МП вводится поправочные коэф. соответ-е глубине резанья КГ и стойкости (износа) инструмента КИ. Max. изменение температуры резанья QMAX вводимое в МП и определяющее задание стойкости инструмента ЗС сравнивается с текущей температурой Q и ограничивает рост скорости резанья при: Q> QMAX. Для всех режимов в которых измеряется термоЭДС естественной термопары инструмент-деталь. Стойкость повышается в 1,5-2 раза и более за счет уменьшения термотока. Трудность реализации датчика глубины резанья ограничивает применение этой структуры. Показатель эффективности обработки J2=k2×V2×tР2 Наличие ограничения T2m= Cv2/V2×tp2x Измеряемый параметр V2 Контролируемый Т2, tР2 Неконтролируемый S2, Алгоритм фун-я tp2= tpmax, V02= Cv2/(T2m×tpmax)
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемых стойкости инструмента Т и величине подаче S и неконтролируемой глубины резания t р. Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т3 и величине подаче S3. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J3, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП и стойкости инструмента КИ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП. Показатель эффективности обработки J3=k3×V3×S3 Наличие ограничения T3m= Cv3/V2×S3Y Измеряемый параметр V3 Контролируемый Т3, S3 Неконтролируемый tР3, Алгоритм фун-я S03= Smax, V03= Cv3/(T3m×SmaxY)
33 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемой стойкости инструмента Т и неконтролируемых глубине резания t Р и величине подаче S . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т1. На процесс резанья воздействует ЭП главного движения (шпинделя и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП, в ОЗУ МП поступает априорная информация о заданной стойкости инструмента ЗИ и max. допустимого w ЗШ привода ЭПШ. МП управляет приводом главного движения ЭПШ по алгоритму: V01= Cv1/T1m при V≤VMAX По аналогичной струк-ой схеме построены регуляторы в том числе и аналоговые использующие в качестве датчика стойкости температуры естественной термопары инструмент-деталь и предназначенный для фрезерования, а также для торцовой обработки детали. Это обеспечивает повышение производительности на 30-45%.
Наличие ограничения T1m = Cv1/V01 Измеряемый параметр V1 Контролируемый Т1 Неконтролируемый S1,tР1 Алгоритм фун-я V01= Cv1/T1m Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V , контролируемых стойкости инструмента Т, глубине резания t р и величине подаче S . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением скорости резанья таким образом, чтобы процесс обработки соответствовал заданной стойкости инструмента Т4. Глубина резанья измеряется датчиком ДГР. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП, вырабатывающий управляющее напряжение соответствующее J4, поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ коррекция глубины резанья КГ. Данная схема информационно избыточной поскольку подача в ней неизменна и информация о подаче может быть включена в МП без применения датчика подачи ДВП. Трудность реализации датчика глубины резанья ограничивает применение этой структуры. Показатель эффективности обработки J4=k4×V4×S4×tР4 Наличие ограничения T4m= Cv4/(V4×S4Y× tp4X) Измеряемый параметр V4 Контролируемый Т4, S4, tР4 Алгоритм фун-я tp4= tpmax, S04= Smax V04=Cv4/(T4m×tXpmax×SYmax)
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S , контролируемых стойкости инструмента Т и неконтролируемых скорости резания V и глубины резания t р. Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной величине подаче S5. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)), датчик стойкости инструмента ДСИ подключен к входу микропроцессора МП. Также на МП поступают сигналы от датчика подачи ДВП и информация о коррекции подачи КП, стойкости инструмента КИ. МП вырабатывает управляющее напряжение соответствующее J5 которое подаётся на привод подачи ЭПП. Поступающая в МП информация об ограничении подачи ОП задаёт max. допустимое её значение. Т.к. стойкость инструмента в значительно меньшей степени зависят от подачи чем от скорости резанья, то такая СУ менее эффективна чем остальные. Показатель эффективности обработки J5=k4×S5 Наличие ограничения T5m= Cv5/S5Y Измеряемый параметр S5 Контролируемый Т5 Неконтролируемый V5, tР5 Алгоритм фун-я S05 = Cv51/y/ T5m/Y
Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S , контролируемой глубине резания t р и неконтролируемых стойкости инструмента Т, скорости резания V . Действие возмущающих факторов (f) (износ инструмента, колебания припуска, твёрдости материала заготовки, влияние охл.жид-ти) в этом режиме компенсируется изменением величины подачи таким образом, чтобы процесс обработки соответствовал заданной глубине резанья tр. На процесс резанья воздействует ЭП главного движения (шпинделя ЭПШ и ЭП подачи (ЭПП)). Показатель эффективности обработки J6 близок к величине определяющей предельно допустимое значение J6=kР×Sβ×tРα kР- коэф. пропорциональности α,β- показатели степени. В этом случае реализация показателя эффективности решается путём применения систем стабилизации мощности резанья, особенно эффективно при фрезеровании и силовом шлифовании. Мощность потребляемая из сети двигателем ЭПШ (АД) измеряется датчиком мощности ДМ. На блок сравнения БС поступает сигнал пропорциональный мощности резанья и предельно допустимой мощности (с учетом мощности Х.Х. задатчика БЗМ). Выходной сигнал с БС и задатчика ограничения подачи ЗОП подаётся на регулятор РП. Подача регулируется так, чтобы мощность резанья поддерживалась в заданных пределах несмотря на изменения tр, твёрдости заготовки, затупление инструмента. Стабилизация мощности резанья повышает производительность на 25-40%. Рост производ-ти обработки может ограничиваться потерей устойчивости и возникновением недопустимых вибраций в процессе резанья. Для устранения их схема должна содержать корректирующее устройство. Параметры и место включения которых зависят от режима обработки и технологических характеристик станка и привода (предполагается, что они входят в РП). Показатель эффективности обработки J6=kР×Sβ×tРα Наличие ограничения T6m= Cv6/(S6Y×tXР6) Измеряемый параметр S6 Контролируемый tР6 Неконтролируемый V6, Т6 Алгоритм фун-я tp6= tpmax, S06 = Cv61/y/(T5m/y×tx/yРMAX)
Система координат Для облегчения программирования робота рассматриваются две системы координат, связанные с рукой робота, - базовая система координат и система координат инструмента. Базовая система координат представляет собой три взаимно перпендикулярные оси (оси X, У, Z) с точкой пересечения, лежащей на оси плеча робота (система координат WORLD). Базовая система координат зафиксирована, она не меняет своего положения при перемещения звеньев робота. Может быть использована при обучении робота. Система координат инструмента также представляет собой три взаимно перпендикулярные оси, но точка пересечения их находится на фланце инструмента. При перемещении руки робота система координат инструмента перемещается вместе с фланцем. Программирование робота При обучении "от точки к точке" используется кнопка SТЕР, посредством которой данные о положении манипулятора записываются в память. Скорость манипулятора можно отрегулировать кнопками ПРУ. Выбранная скорость указывается на светодиодном индикаторе.
Механизм поворота обеспечивает поворот руки манипулятора на 90° . Исполнительный орган - двигатель постоянного тока типа ДПМ-35-Н1-02. Напряжение питания 24 В. Режим работы - реверсивный. Торможение - динамическое, статическое. Механизм подъема Исполнительный орган - два двигателя постоянного тока типа ДПМ-35-Н2-02. Режим работы -реверсивный. Торможение' динамическое и статическое. Датчик пути - импульсный с дискретностью 0,4 мм/импульс. Механизм захвата детали состоит из двух схватов и устройства ротации схватов. Исполнительный орган - пневмоцилиндр, управляемый распределителем электропневматическим. Блок управления сост.: - блока трансформаторов; - ячейки стабилизации; - ячеек инвертирования; - ключей транзисторных; - коммутатора; - ячеек усилителей. Блок трансформаторов предназначен для подачи сетевого напряжения на промышленный робот. Ячейка стабилизации предназначена для подачи стабилизированного напряжения 5 В постоянного тока на схему управления. Ячейки инвертирования выполнены на микросхемах серии К155 и предназначены для инвертирования информационных сигналов в системе управления. Ключи транзисторные предназначены для коммутации двигателей постоянного тока напряжением 24 В. Коммутатор служит для переключения подаваемого на него напряжения по четырем независимым каналам. Ячейки усилителей предназначены для коммутации управляющих цепей напряжением 24 В постоянного тока. Робот работает в 2 режимах – одиночных перемещений и автоматическом. В один. перемещен. указывается код команды, расстояние, на котор. надо переместится и нажим. ВК. В автоматич. указыв-ся тип деталей, тип станка, число циклов, расположение заготовок – робот отрабатывает заданный цикл автоматич.
ЧАСТЬ ЭЛЕКТРОПРИВОД И АВТОМА 1ИЗАЦИЯ ПРОЦЕССОВ МЕТАЛЛ ООБРАБОТКИ 1 Классификация систем управления металлообработкой в зависимости от цели управления металлообработкой. – 1 2 Классификация систем управления металлообработкой в зависимости от контролируемых параметров. – 1 3 Классификация автоматизированных систем управления м еталлообработкой. – 2 4 Аналоговая структурная схема управления процессом резания 2 5 Цифро-аналоговая структурная схема управления процессом резания 3 6 Расточка. Основные технологические параметры. – 3 7 Точение: схема токарной обработки, график износа инструмента, основные технологические параметры. – 4 8 Строгание. Схема строгания. Основные технологические параметры. – 5 9 Сверление. Схема сверления. Основные технологические параметры. - 5 10 Фрезерование. Схема фрезерования. Основные технологические параметры. – 6 11 Шлифование. Стойкость шлифовального круга. Правка шлифовального круга. Формула для расчета стойкости при плоском шлифовании периферией круга на станках с прямоугольным столом. – 7 12 Схемы шлифования на станках. – 8 13 Технические требования к электроприводам главного движения м .р.с. – 9 14 Технические требования к электроприводам м .р.с. – 9 15 Факторы, оказывающие влияние на выбор электропривода для м.р.с. – 10 16 Ограничивающие факторы, влияющие на выбор оптимального режима металлообработки. – 10 17 Погрешности скорости для элект-дов постоянного тока для станков с ЧПУ. – 11 18 Электропривод постоянного тока для м.р.с. – 12 19 Импульсный электропривод для м.р.с. – 13 20 Асинхронный электропривод с ЧПУ для м.р.с. – 14 21 Электроприводы с шаговыми двигателями – 15 22 Электроприводы с вентильными двигателями – 16 23 Оптимизация режимов резания. Критерии технологической и эконом ической оптимальности. – 17 24 Функциональная зависимость между стойкостью, скоростью резания, глубиной резания и величиной подачи. – 17 25 Критерий оптимальности (целевая функция) для токарной обработки. – 18 26 Определение усилия резания, мощности резания, мощности подачи при точении. – 19 27 Критерий оптимальности (целевая функция) для фрезерной обработки. – 20 28 Критерий оптимальности (целевая функция) с учетом общей стоимости съема припуска за период стойкости инструмента для токарной обработки. – 20 29 Электрофизические и электрохим ические методы металлообработки. – 21 30 Пример обработки усеченного конуса, имеющего наимешьший и наибольший радиусы R1 и R2 и образующую L. – 22 31 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т, глубине резания tр и неконтролируемой подаче S . - 23 32 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т и величине подаче S и неконтролируемой глубины резания tр. – 24 33 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемой стойкости инструмента Т и неконтролируемых глубине резания tР и величине подаче S. – 25 34 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой скорости резания V, контролируемых стойкости инструмента Т, глубине резания tр и величине подаче S. – 26 35 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S, контролируемых стойкости инструмента Т и неконтролируемых скорости резания V и глубины резания tр. – 27 36 Показатель эффективности обработки, алгоритм функционирования, структурная схема, рабочие характеристики процесса металлообработки при изменяемой величине подаче S, контролируемой глубине резания tр и неконтролируемых стойкости инструмента Т, скорости резания V. – 28 37 Схема датчика скорости с тахогенератором си-мы стабилизации ско-ти резания. – 29 38 Схема датчика скорости с функциональным преобразователем системы стабилизации скорости резания. – 29 39 Схема индуктивного датчика скорости системы стабилизации скорости резания. – 30 40 Схема датчика скорости с сельсином системы стабилизации скорости резания. – 30 41 Многооперационный сверлильно-фрезерно-расточной станок с горизонтальным шпинделем. – 34-35 42 Система стабилизации скорости резания на примере процесса точения – 43 43 Функциональная схема системы управления главным приводом вращения шпинделя с шлифовальным кругом – 44 44 система стабилизации мощности и усилия резания 45 Система стабилизации упругих деформаций, возникающих в зоне резания - 46 46 Типовая система стабилизации мощности резания и упругих деформаций станка - 46 47 Схема системы стабилизации скорости резания шлифовального станка (схема) – 31 48 Схема системы стабилизации скорости резания тяжёлого шлифовального станка (схема) – 32 49. Устройство и кинематическая схема промышленного робота «рм-1» - 49 50 Технические характеристики и системы отсчета координат «рм-01» - 50 51 Устройство промышленного робота «тур-10» - 51 52 Технические характеристики и электромеханический привод промышленного робота «тур-10» - 52 53 Кинематическая схема и системы уравновешивания промышленного робота «тур-10» - 53 54 Устройство, технические характеристики и кинематическая схема промышленного робота «электроника нцтм-01». - 54-55
Классификация систем управления металлообработкой в зависимости от цели управления металлообработкой. В зав-ти от цели управления ме-обработкой: 1 – повышение производительности; 2 – снижение себестоимости; 3 – повышение точности; 4 – повышение чистоты поверхности; 5 – обеспечение надёжности работы; 6 – максимальное использование станка; 7 – максимальное использование инструмента; 8 - максимальное использование электропривода; 9 – предохранение инструмента от поломок. |
Последнее изменение этой страницы: 2019-03-31; Просмотров: 394; Нарушение авторского права страницы
 АСУ должна обеспечив. изм-е скор-ти V и подачей S при изм. возмущ. воздейств. (глубины резания tр, НВ-твердости обраб. изделий.), включать. два контура управл.
АСУ должна обеспечив. изм-е скор-ти V и подачей S при изм. возмущ. воздейств. (глубины резания tр, НВ-твердости обраб. изделий.), включать. два контура управл.  АСУ должна обеспечив. изм-е скор-ти V и подачей S при изм. возмущ. воздейств. (глубины резания tр, НВ-твердости обраб. изделий.), включать. два контура управл. ПР- процесс резания.
АСУ должна обеспечив. изм-е скор-ти V и подачей S при изм. возмущ. воздейств. (глубины резания tр, НВ-твердости обраб. изделий.), включать. два контура управл. ПР- процесс резания.
 Показатель эффективности обработки J1=k1×V1
Показатель эффективности обработки J1=k1×V1