|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Історія і розвиток зварювання.Стр 1 из 10Следующая ⇒
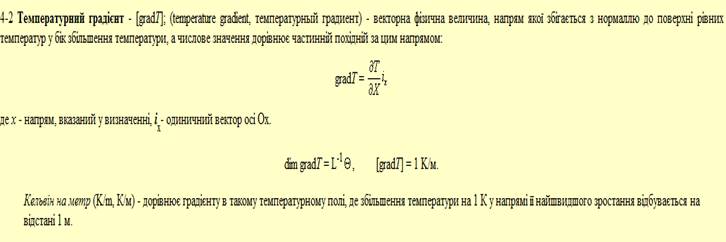
Історія і розвиток зварювання. В 1802 році російський вчений В. В. Петров вперше в світі відкрив явище електричної дуги, тим самим дав поштовх для розвитку нових галузей технічних знань, які згодом набули практичного застосування спершу в електродуговому освітленні, а потім в електричному нагріванні, в плавленні і зварюванні металів. В 1882 році вчений М. М. Бенардосвідкрив спосіб електродугового зварювання неплавким вугільним електродом. В наступні роки він розробив способи зварювання в захисному газі, а також контактне зварювання за допомогою спеціальних зварювальних кліщів і ряд конструкцій зварювальних автоматів. Спосіб використання зварної дуги набув подальшого розвитку в працях М.Г.Слов’янова у 1888 р., який розробив спосіб електродугового зварювання плавким металевим електродом. В наступні роки під керівництвом Патона була розроблена технологія зварювання під флюсом, що дозволяє збільшити продуктивність у 5-10 разів. У 1948 р. одержали промислове використання методи зварювання в середовищі захисних газів. Класифікація способів зварювання плавленням. Зварювання плавленням – зварювання, яке здійснюється нагрівом металу концентрованим джерелом тепла:1) Газова:а) Ручна АЦ киснева; 2) Дугова:а) з вільним формуванням(термічна;АЗФ, РДЗ;плазмова;зварювання в газах;електрошлак); б) з примусовим формуванням (лежачим електродом;порошковим дротом);3) Променева:електронно-променева;лазерна Класифікація способів зварювання тиском. Зварювання тиском – це таке зварювання, електроконтактним зварюванням або зварним апаратом Зварка тиском буває : газопресова, електроконтактна, електропресова, дуго пресова, тертям, вибухом, струмами радіочастоти Суть і особливості газового зварювання. Га́зове зва́рювання — технологічний процес зварювання плавленням, при якому нагрів кромок частин виробу, які з'єднуються та присадочного матеріалу здійснюється теплотою згоряння горючих газів в кисні. Цим способом можна зварювати майже всі метали та сплави, а чавун, мідь, свинець, латунь, зварюються навіть легше ніж дуговим способом. Особливості газового зварювання 1. При газовому зварюванні найчастіше отримують стикові і торцеві з’єднання. Цілком очевидно, що газова сварка міцно зайняла своє місце (нішу) і напевно ще довгий час буде застосовуватися в самих різних галузях і виробництвах. Тепловий та електричний баланс дуги. Електрична енергія перетворюється в теплоту в 3-ох областях; на поверхні анода, катоді і в стовпі дуги. Розподіл тепла:10-15% (36%)- К,35%(43%)- А, стовп дуги – 15-55%(21%). Напруга на звар. дузі складається з катодного падіння Uк анодного Ua і падіння напруги у стовпі дуги Uст, при чому Uст =Е*lд (lд – довжина дуги): Uд=Uk+Ua+E*lд. Uд залежить від складу електрода, покриття, діаметру, струму, lд. Сили, що впливають на перенесення крапель розплавленого металу у дузі. Електродний метал плавиться за рахунок тепла стовпа дуги й тепла зварювального струму. Кінець електрода нагрівається до температури 2300-2500°С, яка забезпечує його плавлення та утворення крапель розплавленого металу. Ці краплі під впливом сил поверхневого натягу, тяжіння, тиску газів, електростатичних й електродинамічних сил переносяться через дуговий простір у зварювальну ванну. Залежно від розмірів і швидкості утворення крапель розрізняють краплинне та струминне перенесення. Краплинне перенесення характерне для ручного дугового зварювання покритими електродами (крупнокраплинне) та для механізованого зварювання під флюсом і в захисних газах (дрібнокраплинне). Струминне перенесення крапель спостерігається при зварюванні в аргоні на критичних струмах. Градієнт температури.
Іонізація дуги. Закон Соха. Для іонізації і утворення дуги необхідно, щоб напруга між контактами було приблизно 15-30 В і струм ланцюга 80-100 мА. При іонізації простору між контактами заповнюють його атоми газу (повітря) розпадаються на заряджені частинки - електрони і позитивні іони. Потік електронів, випромінюваних з поверхні контакту, що знаходиться під негативним потенціалом (катода), рухається у напрямку до позитивно зарядженого контакту (анода); потік ж позитивних іонів рухається до катода (рис. 303, а). Головними носіями струму в дузі є електрони, так як позитивні іони, маючи велику масу, рухаються значно повільніше електронів і переносять тому в одиницю часу набагато менше електричних зарядів. Однак позитивні іони відіграють велику роль в процесі горіння дуги. Підходячи до катода, вони створюють поблизу нього сильне електричне поле, яке впливає на електрони, наявні в металевому катоді, і виривають їх з його поверхні. Це явище називається автоелектронної емісією (рис. 303, б). Крім того, позитивні іони безперервно бомбардують катод і віддають йому свою енергію, яка переходить в тепло; при цьому температура катода досягає 3000-5000 ° С. При збільшенні температури рух електронів в металі катода прискорюється, вони набувають велику енергію і починають залишати катод, вилітаючи в навколишнє середовище. Це явище носить назву термоелектронної емісії. Таким чином, під дією авто-і термоелектронної емісії в електричну дугу надходять з катода все нові і нові електрони. При своєму переміщенні від катода до анода електрони, стикаючись на своєму шляху з нейтральними атомами газу, розщеплюють їх на електрони і позитивні іони (рис. 303, в). Цей процес називається ударною іонізацією. З'явилися в результаті ударної іонізації нові, так звані вторинні електрони починають рухатися до анода і при своєму русі розщеплюють все нові атоми газу. Розглянутий процес іонізації газу носить лавиноподібний характер подібно до того, як один камінь, кинутий з гори, захоплює на своєму шляху все нові і нові камені, породжуючи лавину. В результаті проміжок між двома контактами заповнюється великою кількістю електронів і позитивних іонів. Ця суміш електронів і позитивних іонів називається плазмою. В освіті плазми значну роль відіграє термічна іонізація, яка відбувається в результаті підвищення температури, що викликає збільшення швидкості руху заряджених частинок газу. Електрони, іони і нейтральні атоми, що утворюють плазму, безперервно стикаються один з одним і обмінюються енергією; при цьому деякі атоми під ударами електронів приходять у збуджений стан і випускають надлишок енергії у вигляді світлового випромінювання. Однак електричне поле, що діє між контактами, змушує основну масу позитивних іонів рухатися до катода, а основну масу електронів - до анода. В електричній дузі постійного струму в сталому режимі визначальною є термічна іонізація. У дузі змінного струму при переході струму через нуль істотну роль грає ударна іонізація, а протягом решти часу горіння дуги - термічна іонізація31. Процес появи електронів і іонів називають іонізацією, а газ, який містить електрони та іони, називають іонізованим. Іонізація дугового проміжку з'являється при запалюванні дуги під впливом емісії деяких електронів з катода і постійно підтримується в ході горіння. Емісія це поява проводяться електронів. У дузі відбувається ще й рекомбінація-об'єднання негативних видів електронів, а так само позитивних іонів в атоми нейтрального характеру. Зварна дуга характеризується так званої щільністю струму. Щільність струму це величина чисельно однакова відношенню сили електричного струму до місця поперечного перерізу провідника. Пристрій зварної дуги. Іонізований газ накопичується в невеликому обсязі. Однак і в цьому маленькому просторі можна розділити три області, дві з яких катодні і третя анодна. У цих областях, як правило, спостерігається істотне падіння напруги. Історія і розвиток зварювання. В 1802 році російський вчений В. В. Петров вперше в світі відкрив явище електричної дуги, тим самим дав поштовх для розвитку нових галузей технічних знань, які згодом набули практичного застосування спершу в електродуговому освітленні, а потім в електричному нагріванні, в плавленні і зварюванні металів. В 1882 році вчений М. М. Бенардосвідкрив спосіб електродугового зварювання неплавким вугільним електродом. В наступні роки він розробив способи зварювання в захисному газі, а також контактне зварювання за допомогою спеціальних зварювальних кліщів і ряд конструкцій зварювальних автоматів. Спосіб використання зварної дуги набув подальшого розвитку в працях М.Г.Слов’янова у 1888 р., який розробив спосіб електродугового зварювання плавким металевим електродом. В наступні роки під керівництвом Патона була розроблена технологія зварювання під флюсом, що дозволяє збільшити продуктивність у 5-10 разів. У 1948 р. одержали промислове використання методи зварювання в середовищі захисних газів. |
Последнее изменение этой страницы: 2019-04-11; Просмотров: 311; Нарушение авторского права страницы