
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
АКОС. Особенности конструкции, технологические возможности.
Все операции связанные с рафинированием, легированием ме и получением необходимой температуры для разливки. Состоит из нескольких стендов: 1. стенд скачивания шлака печного шлака (того, кот попал) 2. агрегат ковш-печь, где производят операции: - доведение ме до треб х/с (нагрев Эл. Дугой для снижения потерь) - рафинирование от вредных примесей, в первую очередь от S, в качестве десульфураторов используют: ТШС (CaO,AL2O3,CaF2) Металлические десульфур. (SiCa, CaC2, Ca, кот подается в спец мет оболочке, для десульфур лучше в Al оболочке-проволока). Внепечная обработка стали 15Х5МА проводится на агрегате комплексной обработки стали (АКОС). Процесс включает перемешивание путем продувки металла аргоном в ковше, дуговой подогрев. Процесс обеспечивает не только получение металла заданного химического состава и температуры, но и снижение количества неметаллических включений в результате удаления серы и кислорода, что привело к значительному улучшению механических свойств. Основными элементами установки являются: свод с приводом подъема; электродержатели с приводами перемещения; шахта с системой направляющих роликов; вторичный токопровод; трансформатор установки «печь-ковш»; регулятор мощности; система газоудаления и очистки; бункера для шлакообразующих с системой взвешивания и дозирования; устройство для подачи алюминиевой проволоки (трайб-аппарат); устройство для вдувания в металл порошкообразных материалов; устройство для продувки металла инертным газом; устройство для взятия пробы и измерения температуры. Нагрев стали производится с использованием трехфазного трансформатора. На АКОС используются графитированные электроды. Для охлаждения элементов применяется вода общего для цеха оборотного цикла водоснабжения со стабильными параметрами по химическому составу, давлению и температуре. Для предупреждения загрязнения атмосферы агрегат имеет собственную газоочистку.
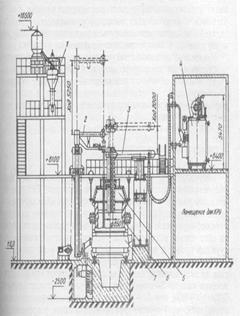
Установка порционного вакуумирования металла. Назначение установки. Основные элементы конструкции и принцип работы. Рафинирование металла от примесей. Время обработки. Способы интенсификации работы установки. Футеровка вакуумкамеры. Обработка металла вакуумом влияет на протекание тех реакций и процессов, в которых принимает участие газовая фаза. Газовая фаза образуется при протекании реакции окисления углерода (образование СО), при протекании процессов выделения растворенных в металле водорода и азота, а также процессов испарения примесей цветных металлов. В тех случаях, когда кислород в металле находится в составе оксидных неметаллических включений, снижение давления над расплавом приводит в результате взаимодействия с углеродом к частичному или полному разрушению этих включений. Более слабые включения, такие как MnO или Cr2O3, восстанавливаются почти нацело; для восстановления более прочных включений (Al2O3 или TiO2) требуется очень глубокий вакуум. Снижение концентрации кислорода в металле при обработке вакуумом за счет реакции окисления углерода получило название «углеродное раскисление». Обработка металла вакуумом влияет на содержание в стали водорода и азота. При снижении давления над расплавом равновесие реакции Порционное вакуумирование: Металл под воздействием ферростатического давления засасывается примерно на 1,48м в вакуумнуюкамеру, которую через определенные промежутки времени поднимают, но так, чтобы конец патрубка все время оставался опущенным в металл в ковше. Металл из камеры сливается по патрубку в ковш, затем камеру опускают и под действием разрежения в нее засасывается очередная порция металла. В некоторых случаях поднимают и опускают не вакуумную камеру, а ковш с металлом, а камера остается неподвижной. Предварительное разрежение в камере создается с помощью вакуумных насосов, дотигающее 13кПа. По мере уменьшения газонасыщенности расплавадавление в камере снижают до ≤ 67Па и увеличивают скорость перемещения камеры до 10-15 м/мин и длительность выдержки ее в нижнем положении от 1 до 5 сек. В результате число двойных качаний ускоряется до 4 – 5 за 1 мин. После этого в течение 8 – 12 циклов качания в камеру присаживают раскислители и легирующие в количестве до 2 % от массы порции металла в вакууматоре. После окончания присадки ферросплавов расплав в ковше перемешивают до его окончательного усреднения по химическому составу и температуре путем нескольких дополнительных качаний камеры. Таким образом общее число качаний вакууматора составляет 45 – 55, а длительность обработки 20 – 25 мин. За это время металл не менее 3 раз проходит через камеру. Учитывая ряд подготовительных операций, общая продолжительность обработки занимает 20 – 45 мин. Для осуществления такой обработки требуется целый комплекс механизмов, получивший название порционный вакууматор, в состав которого входят: вакуум-камера, система хранения, дозирования и загрузки ферросплавов, устройство для нагрева рабочего пространства камеры, механизм ее перемещения, система охлаждения и транспортировки газов, включая вакуумные насосы, специальный сталевоз для транспортировки ковша, а в случае необхадимости и ремонта камеры. Задача интенсификации процесса решается за счет создания развитой поверхности контакта расплава при относительно небольшой его глубине с разреженной атмосферой камеры, что способствует достижению максимальных скоростей дегазации расплава. Основные части вакуум-камеры: 1-погружной патрубок; 2-металлоприемник или ванна; 3-переходной участок; 4-участок обслуживания камеры с отверстием для дозированной подачи ферросплавов; 5-горячий вакуум-провод с дальнейшим подключением через холодильник к вакуумному насосу. Футеровка вакуумной камеры: В целом футеровка состоит из рабочего и теплоизоляционных слоев, причем огнеупоры теплоизоляции выполняют и роль арматурного слоя. Футеровка рабочей (внутренней) части погружаемого патрубка по своей конструкции отличается от футеровки других участков камеры. Она имеет один слой, выполняемый из периклазхромитового кирпича толщиной 250 мм. Кладка ведется кольцами, всухую, без раствора и опирается на специальную арматуру, приваренную к корпусу патрубка. При наличии зазоров между кладкой и корпусом они заполняются огенупорной массой. Наружный слой, выполняющий функции защиты корпуса патрубка от прямого контакта со шлаковым и металлическим расплавами, изготавливается путем набивки муллитокорундовой гидравлически твердеющей массы толщиной 100 – 140 мм. Для лучшего удерживания набивной массы в наружной поверхности металлического корпуса приваривается анкерная арматура. Рабочий слой днища камеры обычно выкладывается из кирпечей марки ПХВП или ПШПХ (периклазошпенелид, прямой), устанавливаемых на торец в один ряд, толщиной 250 мм. Кладка ведется всухую и в зависимости от формы кирпичей с размером швов ≤ 0,5мм. По отношению к устью патрубка кладка ведется круговыми или прямыми рядами. В настоящее время кладку подины не доводят до стен, а оставляют зазор между крайними рядами рабочих слоев днища и стен, который набивают массой МХВП с помощью пневматической трамбовки. Рабочий слой нижних цилиндрических стен толщиной 250мм, контактирующих с жидким металлом, выполняется либо из ПХВП, либо ПХППП. Кладка ведется всухую горизонтальными кольцами, с перевязкой швов, толщина которых не должна превышать 0,8-1 мм и с расклиниванием каждого ряда. Теплоизоляция стен ведется особенно тщательно вследствие большой их поверхности, а с другой стороны, предохраняет корпус камеры от перегрева в случае разрушения рабочего слоя. Первый слой, примыкающий к корпусу, изготовляется из муллитокремнеземистого рулонного материала толщиной 40 – 50 мм, который на жидком стекле приклеивается непосредственно к металлу. Затем на растворе выкладываются стои из легковесных шамота и корунда (оба толщиной 65 мм) также на соответствующем растворе. Футеровка рабочего слоя вышележащих стен выполняется из периклазхромитового кирпича марки ПХВ. Кладка ведется аналогично кладке нижних стен. Теплоизоляция этих участков также трехслойная. Рабочий слой патрубка для подачи ферросплавов выполняется из корундовых кирпичей марки КВ толщиной 123 мм, обладающих высокой износостойкостью. Кладку ведут на растворе, а теплоизоляционный слой выполняют из легковесного шамота, толщиной 65 мм и слоя
|
Последнее изменение этой страницы: 2019-04-11; Просмотров: 430; Нарушение авторского права страницы
 сдвигается вправо. Водород в жидкой стали отличается большой подвижностью (коэффициент диффузии 1,2-1,5*10^-3см/с), и в результате вакуумирования значительная часть содержащегося в металле водорода быстро удаляется из металла (аналогично для азота, но он менее подвижен (коэффициент диффузии меньше) => требуется более глубокий вакуум и больше времени). Однако процесс удаления азота и водорода ускоряется за счет выделения пузырьков окиси углерода, которые, перемешивая металл, являются «вакуумными камерами» для азота и водорода. В результате описанных процессов в металле снижается содержание растворенного кислорода, водорода, азота, оксидных неметаллических включений, а также происходит перемешивание металла, выходящими из него пузырьками. Кроме того, если металл содержит повышенные концентрации цветных металлов, заметная часть их испаряется (всинец, сурьма, олово, цинк). Нельзя забывать, что при обработке вакуумом испаряется также железо и полезные примеси (марганец), но эти потери заметны при глубоком вакууме и длительной выдержке.
сдвигается вправо. Водород в жидкой стали отличается большой подвижностью (коэффициент диффузии 1,2-1,5*10^-3см/с), и в результате вакуумирования значительная часть содержащегося в металле водорода быстро удаляется из металла (аналогично для азота, но он менее подвижен (коэффициент диффузии меньше) => требуется более глубокий вакуум и больше времени). Однако процесс удаления азота и водорода ускоряется за счет выделения пузырьков окиси углерода, которые, перемешивая металл, являются «вакуумными камерами» для азота и водорода. В результате описанных процессов в металле снижается содержание растворенного кислорода, водорода, азота, оксидных неметаллических включений, а также происходит перемешивание металла, выходящими из него пузырьками. Кроме того, если металл содержит повышенные концентрации цветных металлов, заметная часть их испаряется (всинец, сурьма, олово, цинк). Нельзя забывать, что при обработке вакуумом испаряется также железо и полезные примеси (марганец), но эти потери заметны при глубоком вакууме и длительной выдержке. асбестового картона толщиной 10 мм. По конструкции футеровки вакуум-провод делится на две части: первая, примыкающая к камере, и вторая – вне камеры. Первая часть футеруется в четыре слоя. Толщина рабочего слоя 115 – 124 мм. Кладка ведется на сухую из хромомагнезитовых кирпичей марки ХВМ. Теплоизоляция первой части выполняется из двух слоеф: шамотного легковеса марки ШЛБ – 1,3 толщиной 115 (124) мм и муллитокремнеземистого рулонного материала толщиной 30 – 60 мм. Футеровка второй части имеет рабочий слой 115 – 124 мм из хромомагнезита ХМВ, теплоизоляционный слой из легковесного шамота (65 мм) и рулонного муллитокремнеземистого материала (30 – 40 мм). Нагрев камеры в настоящее время осуществляется тремя способами: газовым, электрическим или плазменным. Газовый – газовые или газокислородные горелки в крышке, стенках или под погружным патрубком. Электрический – графитовый электрод сопротивления диаметром 90 – 110 мм, который питается от трансформатора и устанавливается по центру камеры, перекрывая всю ее ширину.
асбестового картона толщиной 10 мм. По конструкции футеровки вакуум-провод делится на две части: первая, примыкающая к камере, и вторая – вне камеры. Первая часть футеруется в четыре слоя. Толщина рабочего слоя 115 – 124 мм. Кладка ведется на сухую из хромомагнезитовых кирпичей марки ХВМ. Теплоизоляция первой части выполняется из двух слоеф: шамотного легковеса марки ШЛБ – 1,3 толщиной 115 (124) мм и муллитокремнеземистого рулонного материала толщиной 30 – 60 мм. Футеровка второй части имеет рабочий слой 115 – 124 мм из хромомагнезита ХМВ, теплоизоляционный слой из легковесного шамота (65 мм) и рулонного муллитокремнеземистого материала (30 – 40 мм). Нагрев камеры в настоящее время осуществляется тремя способами: газовым, электрическим или плазменным. Газовый – газовые или газокислородные горелки в крышке, стенках или под погружным патрубком. Электрический – графитовый электрод сопротивления диаметром 90 – 110 мм, который питается от трансформатора и устанавливается по центру камеры, перекрывая всю ее ширину.