|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Температурний інтервал гарячої обробки тиском
Температурним інтервалом гарячої обробки тиском називають діапазон температур початку й кінця обробки, в межах якого метал чинить мінімальний опір деформуваню й не схильний до перегріву й перепалу. Нагріваючи метал, можна максимально збільшити його пластичність і знизити опір деформуванню. Для вуглецевих сталей верхню температуру нагрівання tB (рис. 4.1.1) вибирають так, щоб не допустити їх перегріву й перепалу. Вона на 100...200 °С нижча від лінії солідуса AHJE. Найпластичнішими структурами вуглецевих сталей є аустеніт і ферит. Під час обробки нагріта заготовка, контактуючи з інструментом та атмосферою, поступово остигає і втрачає пластичність. Закінчити деформування металу необхідно при температурі t„, нижче якої його пластичність помітно зменшується. Ця температура має бути вища від температури рекристалізації й бажано, щоб вона не опускалась у двофазову частину діаграми. Винятком можуть бути низьковуглецеві сталі, які при температурах існування двох фаз (аустеніт + ферит) між лініями GS і GP ще достатньо пластичні, а також заевтектоїдні сталі зі структурою аустеніт + вторинний цементит між лініями ES і SK. Рис. 4.1.1. Температурний інтервал обробки тиском вуглецевих сталей: лінії верхньої (, і нижньої І„ температур нагрівання; значення верхньої (, „ і нижньої („ „ температур нагрівання для сталі складу К
Щоб знайти для заданого вмісту вуглецю значення верхньої t„K і нижньої t„K температур нагрівання на діаграмі проводять лінію складу К до перетину з лініями tB і tH, і отримані точки проектують на вісь температур. Визначивши температурний інтервал (tBK...t„K) гарячого деформування, знаходять швидкість і тривалість нагрівання та інші параметри режиму гарячої обробки тиском. Швидкістю нагрівання називають підвищення температури заготовки в градусах за одиницю часу. Вона залежить голов-
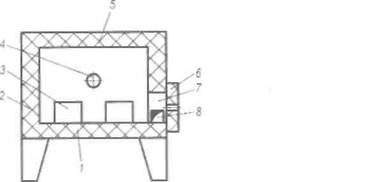
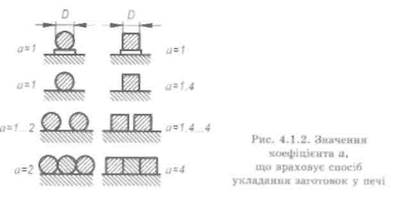
ho від температури печі й заготовки. Під час надто швидкого нагрівання поверхневий шар, розширюючись, намагається відірватись від ще холодного осердя, внаслідок чого виникають термічні напруження. Вони можуть призвести до виникнення тріщин, якщо матеріал заготовки ще малопластичний. З цієї причини швидке нагрівання небезпечне для металів з низькою теплопровідністю (високовуглецеві й високолеговані сталі). Тому їх, а також великі заготовки, спочатку нагрівають повільно, а згодом, коли метал стає достатньо пластичним і те-плопровіднішим — з максимально допустимою швидкістю до заданої температури tBK. Тривалість нагрівання т (год) залежить від температури печі, хімічного складу сплаву, форми й розмірів заготовок та відстані між ними. її визначають за формулою: x=a-k-D-4n, (4.1.1) де а — коефіцієнт, що враховує спосіб укладання заготовок круглого й квадратного перерізів у печі (рис. 4.1.2); k — коефіцієнт, що враховує масові частки вуглецю й легувальних елементів у сталі; D — діаметр або сторона квадрата заготовки, м. Нагрівальне устаткування Найпоширенішим устаткуванням, яке використовують для нагрівання заготовок перед обробкою тиском у ковальських цехах, є: — камерні полуменеві печі; — камерні електричні печі опору; Рис. 4.1.3. Камерна полуменева піч: і — під; 2 — бічна стінка; З — заготовка; 4 — пальник; 5 — склепіння; 6 — засувка; 7 — вікно; 8 — газовідвідний канал — напівметодичні полуменеві печі; — пристрої контактного електронагрівання заготовок струмом промислової частоти; — пристрої для нагрівання струмами високої частоти. У полуменевих печах теплота до заготовок передається випромінюванням від внутрішніх поверхонь камери, а також конвекцією гарячих газів. Для нагрівання полуменевих печей використовують газоподібне або рідке паливо, а для нагрівання електричних печей і електропристроїв — електричний струм. Камерна полуменева піч складається з металевого каркаса, викладеного зсередини вогнетривкою цеглою. Камеру печі утворюють під 1 (рис. 4.1.3), бічні стінки 2 і склепіння 5. Крізь вікно 7, що закривається засувкою 6, завантажують і вивантажують заготовки 3. У стінках є отвори для пальників 4 або форсунок. За допомогою пальників у камеру печі подають пальну суміш з повітря і природного газу, а за допомогою форсунок — суміш з повітря й краплинок мазуту. Спалювання суміші створює в камері температуру до 1200... 1300 °С. З метою додаткового омивання заготовок гарячими газами рекомендують розташовувати газовідвідний канал 8 у нижній частині печі. На шляху виходу з камери гарячих продуктів спалювання встановлюють металеві теплообмінники — рекуператори, в яких холодне повітря, що подається до пальників або форсунок, нагрівають до 200...300 °С і більше, завдяки чому заощаджують паливо.
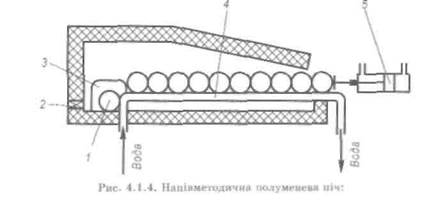
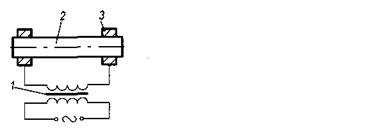
1 — заготовка; 2 — пальник; 3 — вікно; 4 — водоохолоджувана труба; 5 — штовхач Піч обладнують термоелектричним пірометром з самописом для контролю і запису температури та приладом автоматичного підтримування заданої температури. У камерних печах нагрівають переважно дрібні й середні заготовки. Камерна електрична піч опору за конструкцією подібна до камерної полуменевої печі. Замість пальників або форсунок у стінках цієї печі вмонтовують металеві або карборундові елементи опору, які живить силова електрична мережа. Ці елементи створюють у печі температуру до 1000 °С і більше, яка легко регулюється. Відсутність в електричних печах полум'я зменшує втрати заготовок від оксидації заліза й вигоряння вуглецю. Щоб додатково захистити заготовки від таких втрат, в герметизовану камеру печі вводять інертні або відновлювальні гази. Характерною особливістю камерних печей є практично однакова температура в усьому об'ємі камери. Перевагою камерних печей є малі габарити й простота конструкції. Серед недоліків зазначимо: — значні втрати металу від оксидації внаслідок того, що заготовки потрапляють відразу в камеру з високою температурою; — низький ККД полуменевих печей (=10 %) внаслідок виходу високонагрітих пічних газів в атмосферу. Напівметодична полуменева піч складається з видовженої в напрямку руху заготовок нагрівальної камери з бічним вікном З (рис. 4.1.4), двох водоохолоджуваних труб 4, пальників 2 і пне-нматичного штовхача 5. По трубах періодично пересувають заготовки 1, а через вікно їх виймають. Нагрівальна камера поділяється на низькотемпературну (справа) й високотемпературну (зліва) зони. Завдяки значній довжині печі, вдало вибраній її формі та раціональному розташуванню пальників у зонах підтримують заданий ріст температури в напрямку пересування заготовок. Заготовку кладуть на водоохолоджувані труби навпроти штовхача і рухом поршня вліво її пересувають на один крок. Після цього поршень відходить управо і на труби кладуть наступну заготовку. її у визначений момент часу знову пересувають разом з попередньою заготовкою на один крок. Так заготовки крок за кроком періодично наближаються до кінця печі. На останній позиції заготовка скочується з труб і опиняється навпроти вікна на поді печі, де вона вирівнює свою температуру. Продукти спалювання рухаються назустріч заготовкам і поступово віддають їм свою теплоту. Заготовки потрапляють спочатку в простір з температурою 600...800 °С (низькотемпературна зона). У кінці високотемпературної зони температура доходить до 1250... 1350 °С. Ритмічне пересування заготовок забезпечує їм поступове нагрівання за заданим режимом. Продукти спалювання перед виходом в атмосферу подають у рекуператори. Особливістю режиму нагрівання заготовок в напівметодичній печі є плавне підвищення їх температури. Переваги напівметодичних печей: — завдяки поступовому нагріванню заготовок зменшуються їх втрати на оксидацію та зневуглецьовування; — повніше (порівняно з камерними печами) використовується теплота продуктів спалювання (ККД становить 40 % і більше). До недоліків належать великі габарити й ускладнена конструкція. Пристрій контактного електронагрівання заготовок струмом промислової частоти застосовують для відносно довгих заготовок діаметром 015...75 мм. Кінці заготовки 2 (рис. 4.1.5) затискають мідними контактами 3, до яких від знижувального трансформатора 1 підводять струм силою до 5 000 А. Затискання
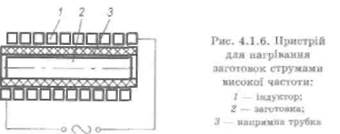
Рис. 4.1.5. Пристрій контактного нагрівання заготовок струмом промислової частоти: 1 — трансформатор; 2 — заготовка; З — затискний контакт заготовок в контактах механізоване. Щоб нагрівати заготовки різної довжини, один з контактів можна пересувати по напрямних пристрою. Стійкість затискних мідних контактів невисока, вони витримують до 1000 нагрівань. Кількість теплоти, виділеної в заготовці під час проходження електричного струму, визначають за законом Джоуля-Ленца. Коефіцієнт корисної дії пристрою становить =75 %. Особливістю контактного електронагрівання є виділення теплоти безпосередньо в заготовці. Переваги пристроїв контактного електронагрівання: — простота конструкції; — у 8... 10 разів більша швидкість нагрівання порівняно з полуменевими печами, внаслідок чого знижується втрата металу заготовок на окалину й зневуглецьовування. їх недоліки: — висока вартість електричної енергії; — низька стійкість затискних контактів. Пристрій для нагрівання заготовок струмами високої частоти складається з багатовиткового індуктора 1 (рис.4.1.6), виготовленого з мідної трубки прямокутного перерізу, охолоджуваної водою, тонкостінної напрямної трубки 3 з низькотеплопровідного матеріалу й генератора струму високої частоти (на схемі не зображений). Струм високої частоти збуджує всередині індуктора змінне магнітне поле, яке зумовлює у заготовці 2, розміщеній в індукторі, вихрові поверхневі струми, що її нагрівають. Зі збільшенням частоти струму зменшується товщина нагрітого поверхневого шару. Тому для заготовок малих діаметрів застосовують струм частотою до 8 000 Гц, а для заготовок великих діаметрів — струм частотою 1000 Гц і менше. Час нагрівання малих заготовок становить 15...30 с, а великих заготовок —
до 3, 0...3, 5 хв. Наприкінці нагрівання температура в перерізі заготовки майже вирівнюється. ККД пристрою в разі нагрівання сталевих заготовок становить 60...65 %. Переваги: — висока швидкість нагрівання заготовок й мінімальні втрати металу на окалину; — кращі проти полуменевого нагрівання умови праці внаслідок відсутності газів й інтенсивного теплового випромінювання; — можливість легко автоматизувати роботу індукційного Недоліки: — висока вартість електричної енергії та пристрою; — необхідність заміни індуктора для заготовок іншої форми й розмірів. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 567; Нарушение авторского права страницы