
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ МАШИНСтр 1 из 7Следующая ⇒
И АВТОМАТИЧЕСКИЕ ЛИНИИ ИЗГОТОВЛЕНИЯ ОТЛИВОК В РАЗОВЫХ ФОРМАХ ОСНОВНЫЕ ПОНЯТИЯ. КЛАССИФИКАЦИЯ ФОРМОВОЧНЫХ Линий, компоновки
Изготовление отливок в разовых песчано-глинистых формах остается главным способом, которым получают около 80 % всех отливок, несмотря на совершенствование и развитие производства отливок в металлических формах, по выплавляемым моделям, в оболочковых формах из термореактивных смесей, непрерывным литьем и другими специальными способами. Эго объясняется достижением высокого уровня технологии, а также механизации и автоматизации изготовления отливок в песчаных формах, что позволяет получать отливки необходимой точности при высокой производительности с соблюдением необходимых санитарно-гигиенических условий. Поточно-механизированные и автоматические линии формовки, заливки, выбивки — основные технологические комплексы современного литейного производства, определяющие состав и номенклатуру всего оборудования цеха. В зависимости от характера производства (единичное, серийное, массовое), сложности и массы отливок, требований к физико-механическим свойствам и качеству поверхности отливок в литейных цехах применяют линии с различными формообразующими агрегатами, средствами транспорта и планировками. Рассмотрим определения и термины, относящиеся к поточно-механизированным и автоматическим линиям. Автомат — такая единица оборудования, па которой без непосредственного участия человека, т. с. автоматически, как минимум, осуществляется: ввод предмета в рабочую зону; выполнение всех операций по непосредственному воздействию на предметы труда на данном оборудовании; установка предметов труда; снятие предметов труда; удаление отходов из зоны обработки. Циклы обработки на автомате повторяются непрерывно, без вмешательства человека. Если для повторения операций на дайной единице оборудования требуется вмешательство человека, то ее называют полуавтоматом. Поточная линия — комплекс основного, вспомогательного и подъемно-транспортного оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования для различных операций), в котором операции обработки или сборки, выполняемые с участием человека, закреплены за определенными рабочими местами. При этом оборудование или рабочие места расположены, как правило, в порядке выполнения операции. Механизированная поточная линия — поточная линия, в которой большая часть операции производственного процесса выполняется механизмами, машинами и оборудованием других видов и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому. Комплексная механизированная поточная линия — поточная линия, в которой все основные операции производственного процесса выполняются механизмами, машинами и оборудованием других видов с взаимно увязанной производительностью и, кроме того, механизированы процессы перемещения предметов обработки от одного рабочего места к другому. Автоматическая линия — комплекс основного, вспомогательного и подъемно-транспортного технологического оборудования, машин и механизмов (состоящий, как минимум, из двух единиц основного оборудования, выполняющих различные операции), на котором без непосредственного участия человека в требуемой технологической последовательности с определенным ритмом выполняются операции части производственного процесса. При этом имеется общее управление и автоматические транспортные устройства для перемещения предметов обработки от одного вида оборудования к другому, а человек выполняет только наладку и наблюдение за ходом процесса. Комплексная автоматическая линия — такая автоматическая линия, на которой все операции производственного процесса осуществляются без участия человека. В литейных цехах применяют линии всевозможного назначения и состава. Наряду с поточными формовочными линиями, на которых лишь часть операций формовки механизирована, имеются комплексные автоматические линии, где все процессы — от изготовления формы до получения охлажденной отливки и подачи ее на очистные операции — автоматизированы. Формовочные линии можно классифицировать но следующим признакам: но наличию опок — линии опочной и безопочной формовки; по принятому технологическому процессу изготовления форм — встряхивающе-прессовые, прессовые, пескодувно-прессовые, пескометные, на основе химически твердеющих жидкоподвижных или сыпучих смесей и т. д.; по типу применяемого автомата — однопозиционный, многопозиционный; проходной, челночный, карусельный; изготовляющий форму целиком или только полуформу и т. п.; по характеру, применяемой модельной оснастки — с жестко-установленной оснасткой, с быстросменной оснасткой, со скользящей оснасткой и др.; по схеме транспортного потока — конвейерные линии с заливкой и охлаждением на замкнутом конвейере с жесткой связью (с не- Рис. 13.1. Схемы компоновки комплексных автоматических и механизированных линий формовки, заливки, выбивки
прерывно движущимся или с пульсирующим перемещением конвейера) и с роликовым или тележечным перемещением форм (без жесткой связи); с расположением автомата вне или внутри конвейера. На рис. 13.1 представлены схемы компоновки комплексно-механизированных и автоматических линий различного назначения. Состав автоматических и комплексно-механизированных линии формовки-заливки-выбивки и их компоновка определяются их назначением. Решающее значение имеет характер производства (массовый, серийный, мелкосерийный) и вид отливок, получаемых на линиях (вид сплава, масса и конфигурация отливок, наличие отсутствие стержней и др.). Автоматическая линия мод. АЛ91265СМ на базе формовочных автоматических блоков (рис. 13.1, а) предназначена для изготовления сложных отливок в условиях разносерийного производства с широкой и часто меняющейся номенклатурой. В зависимости от требуемой производительности на линни может быть установлено различное число независимо работающих формовочных блоков. На каждом формовочном блоке с проходными автоматами форма изготовляется целиком. Такая компоновка линии позволяет изготовлять формы на каждом блоке независимо друг от друга и отлаживать технологический процесс на одном из автоматов и производить ремонт и обслуживание одною блока без остановки другого. Для повышения технологических возможностей на автоматах предусмотрена двойная засыпка смеси — облицовочной, обеспечивающей высокое качество поверхности, и более дешевой наполнительной и верхняя вытяжка модели, которая позволяет изготовлять формы с высокими болванами. Па автоматах линии мод. АЛ91265СМ предусмотрена верхняя протяжка моделей. Автоматическая линия мод. АЛ92265 (рис. 13.1, б) аналогична линии мод. АЛ91265СМ и отличается от нее системой возврата опок, которые здесь передаются непосредственно с литейного конвейера, а не с помощью дополнительной транспортной ветви. Па рис. 13.1, в представлена комплексная автоматическая линия мод. АЛ22914 для получения мелких отливок в условиях массового производства на базе двух челночных автоматов, раздельно изготовляющих нижнюю и верхнюю полуформы. Производительность линии около 200 форм в час. Крайне редкая смена оснастки на линиях для массового производства допускает тщательную отладку при нижней вытяжке, без поворота полуформы, что, в свою очередь, дает возможность повысить производительность формовочного автомата. Линии, показанные на рис. 13. 1, а-в, работают на базе встряхивающе-прессовых автоматов. Первые две линии работают с обычным литейным тележечным конвейером непрерывного действия, линия мод. АЛ22914 — с конвейером, имеющим пульсирующее перемещение. Комплексная автоматическая линия по типу мод. ИЛ-225 (рис. 13.1, г) предназначена для изготовления мелких отливок сравнительно простой конфигурации в условиях массового производства на базе двух прессовых автоматов. Производительность линии 180 форм/ч. Опоки и формы транспортируются приводными роликовыми конвейерами. Линию выпускают также с усовершенствованным автоматом, на котором предусмотрено прессование дифференцированными колодками, что повышает технологические возможности линии. Комплексная автоматическая линия мод. Л450 для массового производства автомобильных и тракторных отливок на базе двух проходных встряхивающе-прессовых автоматов с раздельным изготовлением верхней и нижней полуформ представлена на рис. 13.1, д. На линии установлен литейный конвейер с пульсирующим перемещением. Комплексная механизированная линия по типу Л651 для получения средних, отливок в условиях крупносерийного и серийного Рис. 13.2. Поточная линия изготовления нижних полуформ
производства на базе встряхивающе-прессовых проходных формовочных установок представлена на рис. 13.1, е. Для изготовления мелких отливок все больше применяют автоматические линии безопочной формовки. Ввиду отсутствия па них дорогостоящей опочной оснастки, упрощения выбивки и системы транспортирования эти линии требуют меньше капиталовложений и дешевле в эксплуатации. Линия безопочной формовки с вертикальным разъемом форм мод. КЛ2002 (рис. 13.1, ж) позволяет получить до 300—360 форм/ч. Дальнейшее увеличение производительности ограничивается возможностями заливки. Для повышения производительности заливку ведут на двух потоках (рис. 13.1, з). Еще более высокая производительность может быть достигнута при укладке форм в вертикальные стопки. Линия мод. КЛ1012 (рис. 13.1, и) такого типа позволяет достигнуть производительности 600 форм/ч. Внедрение автоматизации в мелких литейных цехах при их реконструкции и техническом перевооружении, иногда создает большие затруднения вследствие ограниченности площадей. В таких случаях положительный результат дает внедрение автоматических линий на основе формовочных машин и манипуляторов (рис. 13.1, к). Приведенные схемы не исчерпывают все типы линий, применяемые в литейных цехах. Так, в схемах линий, приведенных на рис. 13.1, а—г, могут быть применены карусельные автоматы. Карусельный автомат позволяет без смены моделей изготовлять одновременно различные формы. Четырехпозиционный —две, шестипозиционный — три. В условиях мелкосерийного многономенклатурного производства наибольший эффект дает применение механизированных поточных линии. В таких линиях верх и низ формы изготовляются отдельно, имеются участки отделки и сборки формы. Участок линии для изготовления нижних полуформ на базе проходного автомата со скользящей оснасткой показан на рис. 13.2. Участок включает трехпозиционный формовочный автомат 1, поворотно-вытяжную машину 2, сталкиватель 5 готовых полуформ, а также механизмы перемещения и подъема оснастки и кромочные роликовые конвейеры для перемещения опок и плит. Простановка стержней выполняется на тележечном конвейере 3. Последовательность работ па участке следующая: рабочий с помощью подъемника на специальной позиции 4 устанавливает пустую опоку на модельную плиту и направляет плиту вместе с опокой в автомат. В автомате происходит уплотнение формы, после чего она вместе с плитой подается на поворотно-вытяжную машину. После протяжки модели формы выталкиваются на участок простановки стержней литейного конвейера, а плита возвращается на позицию установки опок. Аналогично (без участка простановки стержней) изготовляют верхние полуформы. Специальный сборщик накрывает па литейном конвейере нижнюю полуформу с проставленными стержнями верхней полуформой. На рис. 13.3 и 13.4 представлены различные компоновки комплексных автоматических линий формовки — заливки — выбивки. Комплексная автоматическая линия (см. рис. 13.3) включает три замкнутые взаимосвязанные линии с дополнительными транспортными и технологическими участками: формовочно-заливочную, линию предварительного и линию окончательного охлаждения. На формовочно-заливочной линии установлен формовочный автомат), последовательно изготовляющий верхнюю и нижнюю полуформы. Нижняя полуформа передается на пульсирующий конвейер, на скруглении которого проставляются стержни. Далее она накрывается верхней полуформой и загружается с помощью специального вертикально-замкнутого устройства (грузоукладчика) 3, работающего синхронно с литейным конвейером. После заливки из ковшей 2 и предварительного охлаждения на специальной охладительной ветви конвейера 4 с формы снимается груз, и она поперечным вертикально-замкнутым конвейером 5 передается на участок выбивки. После выбивки методом продавливания пустые опоки возвращаются к формовочному автомату. Выдавленный ком (так принято называть выдавленную из опоки смесь с отливкой) подается на вторую горизонтально-замкнутую ветвь конвейера 6 для дополнительного охлаждения. Охлажденный ком далее сбрасывается на выбивную вибрационную установку, на которой отработанная смесь отделяется от отливки и передается в систему регенерации, а отливка на вертикально-замкнутый конвейер 7, составляющий третью линию, где происходит окончательное охлаждение отливок, их промежуточное складирование и, наконец, передача на участок очистки. Автоматическая линия, показанная на рис. 13.4, работает следующим образом. На карусельном четырехпозиционном формовочном автомате 1 последовательно изготовляются нижние и верх-
Рис 13.3 Компоновка комплексной автоматической линии изготовления отливок с отдельными линиями охлаждения кома и отливок и включёнными в линию участком регенерации смеси
Рис. 13.4. Комплексная автоматическая линия формовки-заливки—выбивки с заливкой и охлаждением форм на роликовых конвейерах Рис. 13.5. Комплексная автоматическая линия безопочной формовки ние полуформы, которые направляются в два различных потока. Нижняя полуформа проходит через кантователь 2 и передается на вертикально-замкнутый конвейер 5 с пульсирующим перемещением тележек. Здесь осуществляется простановка стержней, сборка формы, автоматическая заливка на установке 3 и предварительное охлаждение на нижней ветви конвейера, проходящей ниже уровня пола. Верхняя полуформа на специальной ветви конвейера проходит через два кантователя, что даст возможность проверить се состояние, и передается на установку для сборки форм (сборщик 4). В линии предусмотрены три охладительные ветви 6 для длительного охлаждения отливок в форме. Охлажденные формы подаются па выбивную установку 7, где ком продавливается на вибрационную решетку 8, па которой смесь отделяется от отливок. Затем смесь направляется на регенерацию, а опоки по транспортной ветви 9 возвращаются к формовочному автомату. В состав комплекта линии входят установка 10 охлаждения отработанной смеси и смесеприготовительная система 11. Па рис. 13.5 показана комплексная автоматическая линия безопочной формовки. В состав линии входит пескодувно-прессовый автомат 1 безопочпой формовки челночного типа, который последовательно выдает формы на две горизонтально-стопочные транспортные ветви. На этих ветвях (участок заливки 2) заливаются формы и транспортируются отливки в галтовочные барабаны непрерывного действия (участок выбивки 4). Между участками заливки и выбивки находится участок 3 охлаждения форм. После выбивки отливки в коробах подают на участок зачистки 5, а смесь на участок регенерации, входящий в систему смесеприготовления 6. Как видно из приведенных выше схем современных комплексных автоматических линий, все они составляют единую систему с автоматизированным смесеприготовительным отделением, которое предназначено специально для обслуживания этих линий. ПРИМЕРЫ РАБОТЫ АВТОМАТИЧЕСКИХ И КОМПЛЕКСНО-МЕХАНИЗИРОВАННЫХ ЛИНИЙ
Рассмотрим примеры работы некоторых типовых линии. Автоматическая линия на базе прессовых автоматов предназначена для изготовления чугунных и стальных отливок в песчаных формах размером 900X600X300(400) мм методом прессования под высоким давлением в цехах с крупносерийным и массовым характером производства. Линия (рис. 13.13) включает следующие основные узлы и агрегаты: формовочный автомат 1 изготовления нижних нолуформ, формовочный автомат 2 изготовления верхних полуформ, кантователь 3 нижних полуформ, кантователи 4 и 5 верхних нолуформ, механизм 6 срезания излишка смеси, сборщик 7 форм, отсекатель 8, унифицированный толкатель 9, механизм 10 подъема подоночных плит, механизм 11 прижима форм при заливке, механизм 12 опускания подоночных щитков, установку 13 выдавливания форм из опок, распаровщик 14, механизм подъема 15, кантователь 16 нижних опок, механизм 17 очистки опок, переходный мостик 18, секции роликового конвейера 19. Все операции на линии, кроме простановки стержней и заливки форм, выполняются автоматически. Для формовки используют единую песчано-глинистую смесь повышенной текучести. Применяют опоки жесткой конструкции без крестовин с постоянно закрепленными штырями и втулками. Линия представляет собой ряд технологических участков, связанных транспортом: формовки I, сборки II, заливки III, охлаждения IV и выбивки V. На линии установлено два автомата, работа которых подробно описана в гл. 7. На рис. 13.14 показана другая автоматическая литейная линия, работающая на базе автоматических блок-линий формовки, предназначенная для изготовления отливок сложной конфигурации в литейных цехах с мелкосерийным и серийным характером производства. В состав линии входят: автоматические блок-линии формовки 1 мод. АЛ91265СМ, установка выбивки 2, линия 3 транспортирования возврата опок, литейный конвейер 4 и нагружатель форм 5, заливочная площадка 6 и кабины управления 7. Работа линии начинается со сталкивания залитых и охлажденных форм с литейного конвейера на установку выбивки, где ком с отливкой отделяется от опок. Далее ком с отливкой падает на выбивную решётку инерционного типа, где отливка отделяется от отработанной смеси. Выбитые опоки сталкиваются на роликовый конвейер по которому перемещаются к блок-линиям формовки. Роликовый конвейер служащий одновременно накопителем опок, обеспечивает гибкую связь формовочных блоков с литейным конвейером. Рис. 13.13. Комплексная автоматическая линия на базе проходных прессовых формовочных автоматов Рис. 13.14. Комплексная автоматическая линия на базе встряхивающе-прессовых формовочных блоков Если блок линии формовки не принимают пустые опоки, то последние через установку возврата направляются на литейный конвейер. Пустые опоки, движущиеся по роликовому конвейеру, сталкиваются на наклонный роликовый конвейер (накопитель) блок линии формовки. Опоки распариваются и поочередно, вначале верхняя, затем нижняя, принимаются на подмодельную плиту. Опоки засыпаются смесью. Затем включается встряхивающий стол, накатывается прессовая плита, и происходит процесс подпрессовки с одновременным встряхиванием. Далее прессовый стол опускается, и подмодельная плита с заформованной опокой закатывается в кантовально-вытяжное устройство. После процесса протяжки полуформы на подоночных щитках проходят по участку простановки стержней. Простановку стержней выполняют вручную. Далее верхняя полуформа заходит в сборщик, который поднимает и кантует ее, после чего в сборщик заходит нижняя опока, и происходит сборка формы. Собранная форма сталкивается на литейный конвейер, который доставляет формы на участок заливки. Перед заливкой опоки нагружаются грузами с помощью нагружателя форм. Нагружатель, приводимый в действие от привода литейного конвейера, передвигает груз над площадками литейного конвейера и движется синхронно с последним. Как уже отмечалось, при изготовлении мелких отливок преимущества имеют линии безопочной формовки. На рис. 13.15 показана типовая комплексная линия изготовления отливок в безопочных формах, предназначенная для крупносерийного и массового производства стержневых и бесстержневых отливок средней сложности из черных и цветных сплавов. Основные узлы линии: формовочный блок, транспортное устройство и каскад выбивных решеток. Формовочный блок 1 линии включает пескодувный резервуар, механизм двустороннего горизонтального прессования, поворотный шестипозиционный стол с формовочными камерами, механизмы сборки форм в горизонтальную стопку и удаления бракованных форм. Транспортное устройство 2 представляет собой шагающий конвейер специальной конструкции. Система электрооборудования выполнена на полупроводниковых элементах. Работа линии основана на прогрессивном пескодувно-прессовом методе формообразования. Окончательное уплотнение происходит путем двустороннего прессования, обеспечивающего одинаковую твердость отпечатков формы па обеих сторонах брикета. Бракованные формы удаляются по сигналу оператора автоматически, без остановки линии. Отливки выбиваются на специальных выбивающих решетках 3. Вместо решеток могут быть установлены барабаны. Линии безопочной формовки с успехом используют на заводах автомобильного, тракторного, сельскохозяйственного, химического и нефтяного машиностроения, в электротехнической промышленности, при изготовлении сантехнических изделий и др. Для изготовления крупных и средних отливок в условиях мелкосерийного и единичного производства широко используют линии Рис. 13.15 Комплексная автоматическая линия изготовления отливок в безопочных формах Рис. 13.16. Схемы компоновки проходных линий с мостовыми и рукавными пескометами
с формовкой на основе пескометов и установок для приготовления и раздачи различных самотвердеющих смесей. Промышленностью выпускается ряд модификаций пескометных линий, которые можно комплектовать рукавными или мостовыми пескометами, а также теми и другими вместе. Примеры компоновки проходных линий с мостовыми и рукавными пескометами приведены на рис. 13.16. Такие линии, состоящие из унифицированных агрегатов, выпускаются отечественной промышленностью. В состав линии входят: поворотно-вытяжная машина 1, механизм 8 для срезки излишков формовочной смеси, передаточные тележки 4, 5 и секционные приводные роликовые конвейеры 2, 3, 6, 7. В зависимости от конкретных условий производства линия может иметь различные планировочные решения. На линии выполняются операции по подготовке модельных комплектов и их сборке с опоками, формовке с помощью пескомета мостового или консольного исполнения, кантовке и вытяжке, срезанию излишков смеси и транспортные операции. Готовые полуформы после отделки на роликовых конвейерах линии собираются с помощью крана и передаются под заливку, а модели после вытяжки с помощью крана или возвратной ветви роликового конвейера — на замену или повторную формовку. На линии может быть применена единая или облицовочная и наполнительная смеси. В зависимости от этого линия оснащается пескометом или пескометом и питателем облицовочной смеси. Тип пескомета (рукавный 10 или мостовые 9, 11) выбирает заказчик, исходя из конкретных условий производства. Известны пескометные линии с двумя рукавными пескометами (рис. 13.16, а), с рукавным и мостовым пескометом (рис. 13.16, б) и со сдвоенным мостовым пескометом (рис. 13.16, в). При кантовке модельная плита надежно фиксируется специальными прижимами, а механизм вытяжки поджимает полуформы к мо- Рис. 13 17. Автоматизированная формовочная линия на базе формовочных машин и манипуляторов
дельной плите. Благодаря кантовке перед вытяжкой и наличию нивелирующего устройства на механизме вытяжки на линии возможна работа по моделям с высокими вертикальными стенками и глубокими выемками. Линия управляется с отдельных пультов, размещенных около технологического оборудования, а также кнопочных станций, установленных непосредственно на рабочих местах. В условиях мелких литейных цехов с небольшими площадями, где нет возможности разместить комплексные автоматические линии, устанавливают формовочные полуавтоматические машины, связанные с линейным конвейером манипуляторами или средствами механизации. На рис. 13.17 дан пример такой линии с манипуляторами и формовочными машинами, расположенными внутри (см. рис. 13.17, а) и вне (см. рис. 13.17, б) литейного конвейера. В состав линии входят: литейный конвейер 1, грузоукладчик 2, участок охлаждения форм 3, участок выбивки 4, формовочные машины 5, манипуляторы с поворотом 6 и без поворота 7 полуформ и роликовые конвейеры 8. В таких линиях расстояние между осями литейного конвейера 3, 2 м для опок 500X400 мм и 4 м для опок 800 Х 700 мм, что позволяет размещать их в узких пролетах литейных цехов. При расположении формовочных машин внутри конвейера работа линии происходит следующим образом. Спаренные пустые опоки после выбивки движутся по литейному конвейеру до манипулятора 7, который снимает опоку верха с конвейера и устанавливает ее на формовочную машину, где она заформовывается. Опока низа следует до манипулятора 6, где она снимается, переворачивается на 180° и также заформовывается. Заформованная опока низа другим манипулятором, также с поворотом на 180°, устанавливается па литейный конвейер. При движении этой полуформы она с помощью манипулятора, работающего без поворота полуформы, накрывается верхней полуформой. При движении опоки низа на конвейере до сборки в полуформу низа проставляются стержни. Далее собранная форма нагружается, заливается, охлаждается и подается на участок выбивки. Приведенные примеры работы формовочных линий показывают, что автоматизация формовки возможна при изготовлении всевозможных отливок в условиях как крупносерийного и массового, так и мелкосерийного и даже единичного производства. ПРИМЕРЫ ЛИНИЙ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ
На рис. 14.6 показана автоматизированная линия изготовления стержней массой до 16 кг из смеси на жидкостекольном связующем с продувкой углекислым газом. Линия выполнена на базе унифицированных машин и узлов, описанных в п. 14.1. Технологический цикл изготовления стержней на линии включает следующие операции: подготовку стержневого ящика и подачу его на позицию надува стержневого автомата, надув и уплотнение смеси, продувку смеси углекислым газом и отверждение стержня, подачу стержневого ящика на позицию поворотно-вытяжной машины, поворот стержневого ящика, вытяжку стержня и укладку его на сушильную плиту, транспортирование стержня с дополнительным отверждением на сушильной плите, съем готового стержня, возврат
Рис. 14.6. Автоматизированная линия изготовления стержней на жидкостекольном связующем с продувкой углекислым газом
Рис. 14.7 Комплексная линия изготовления стержней из ХТС
Рис. 14.8 Комплексно механизированная стержневая поточная линия изготовления крупных стержней из жидких самотвердеющих смесей
ящика к пескодувной машине, а сушильной плиты — к поворотно-вытяжной машине. Линия состоит из следующих машин и узлов: стержневого автомата 1, приемного роликового конвейера 2, стола передаточного 3, установок 4 для продувки углекислым газом, приемного роликового конвейера 5 с досылателем, поворотно-вытяжной машины 6, роликового конвейера 7, промежуточного конвейера подготовки стержневых ящиков 8, передающего конвейера 9, приемного конвейера 10, роликовых конвейеров 11, 12, пневмоцилиндров 13 и 16, гидростанций 14 и 15, пульта управления 17 и электрошкафа 18. Линия работает в автоматическом режиме. Нажатием кнопки «Пуск линии» включаются электродвигатели промежуточных роликовых конвейеров, роликовых конвейеров выдачи и при опущенном упоре промежуточного роликового конвейера подготовки ящиков—конвейера передающего механизма. Подготовленный стержневой ящик перемещается конвейером 9 на подъемный стол передающего механизма, нажимает рычаг конечного выключателя, стол поднимается, включается электродвигатель роликового конвейера пескодувного автомата 1, и стержневой ящик передается на стол полуавтомата. В конце этого хода ящик, продвигаясь над захватом досылателя, отклоняет его, после чего срабатывают цилиндры досылателя и упора и устанавливают ящик на стол автомата. В конце рабочего хода досылателя и упора выключается электродвигатель привода конвейеров автомата, и цилиндры возвращаются в исходное положение, что является командой на работу автомата. По окончании опускания стола автомата поднимаются столы выдающих механизмов передачи автомата и поворотно-вытяжной машины 6. Заформованные ящики два цикла выдерживаются на двух позициях на установках 4 для продувки углекислым газом. Поднятые столы подают команду на включение всех приводных конвейеров (за исключением подающего конвейера к пескодувному полуавтомату), в том числе конвейеров полуавтомата и поворотно-вытяжной машины. Стержневые ящики и плиты со стержнями выдаются со столов машин на промежуточные конвейеры, и заформованный ящик и сушильная плита подаются и устанавливаются на столах основного технологического оборудования в порядке, изложенном выше. Ящики и плиты со стержнями, выданные с основного оборудования, попадают на подъемные столы, опускаются, после чего передаются на промежуточные конвейеры выдачи. Далее цикл повторяется, причем время цикла определяется временем подготовки ящика и числом ящиков, находящихся в обороте. Комплексная линия изготовления стержней из ХТС (рис. 14.7) предназначена для изготовления стержней с уплотнением вибрацией. Линия выполнена па базе серийно выпускаемых смесителя и поворотно-вытяжной машины, связанных между собой типовыми транспортными секциями. В состав линии входят: смеситель 1, поворотно-вытяжная машина 8, вибростол 10, система роликовых конвейеров 2, 3, 6, 7, 9, штанговый конвейер 4, столы передаточные 11, камера очистки сушильных плит 5, а также электрошкаф 12, гидростанция 13, пневмошкаф 14 и пульт управления 15. Технологический цикл изготовления стержней включает следующие операции: подачу стержневых ящиков на вибростол; приготовление стержневой смеси и заполнение ею стержневых ящиков; уплотнение смеси; подачу стержневых ящиков на позицию поворотно-вытяжной машины; поворот стержневого ящика, вытяжку стержня и укладку его на сушильную плиту; транспортирование плит на роликовые конвейеры съема стержней и к камере очистки; возврат пустых стержневых ящиков на вибростол и сушильных плит на поворотно-вытяжную машину. Для дистанционного управления служат центральный пульт и панели управления, установленные у агрегатов. Аппаратура управления общемашиностроительного применения. На рис. 14.8 показана схема комплексно-механизированной линии, предназначенной для изготовления стержней из ЖСС для крупного единичного и мелкосерийного производства. Работа этой линии основана на применении единого потока в процессе изготовления различных по габаритным размерам и массе стержней. На линии полностью механизированы и частично автоматизированы технологические операции приготовления смеси из ЖСС, заполнения ящика смесью, кантовки стержневых ящиков, протяжки стержней, сушки, краски и все транспортные операции. Линия включает автоматизированную установку для приготовления ЖСС; комбинированную транспортную систему из конвейеров различных типов (пластинчатые, ленточные, роликовые) и механизмов изменения направления движения, которая обеспечивает рассчитанные по времени и ритму технологические операции на универсальных установках, отдаленных друг от друга; комплекс универсальных установок для необходимых технологических операций; систему подачи скомплектованных стержней на сборку. Внедрение комплексной механизации позволило ликвидировать трудоемкие и опасные (по условиям техники безопасности) технологические операции, повысить производительность труда, улучшить качество отливок, увеличить стойкость оснастки. Линия позволяет изготовлять 20 стержней в час массой до 3000 кг при размерах стержневого ящика 3000Х 1500Х 1000 мм. Раздел четвертый ОБОРУДОВАНИЕ СКЛАДОВ ШИХТЫ, ПЛАВИЛЬНО-ЗАЛИВОЧНЫХ ОТДЕЛЕНИЙ ГЛАВА 15. ОБОРУДОВАНИЕ СКЛАДОВ ШИХТЫ МЕХАНИЗАЦИЯ ПОДГОТОВКИ ШИХТЫ
На шихтовых складах литейных цехов хранятся металлические шихтовые материалы, топливо для плавки, флюсы и огнеупоры. Операции, выполняемые с шихтовыми материалами на складах, разделяют на транспортные и технологические. К транспортным операциям относится выгрузка материалов, прибывающих на склад со стороны. Основная часть материалов доставляется железнодорожным транспортом. В небольших цехах часть шихтовых материалов может доставляться автотранспортом. Материалы, поступившие на склад, разгружают мостовыми и консольными кранами внутри помещения и козловыми кранами на открытых площадках. Основным подъемно-транспортным оборудованием на складах шихты для перегрузки ферромагнитных материалов является мостовой кран, на крюк которого подвешена электромагнитная шайба. Электромагнитная шайба (рис. 15.2) представляет собой металлический корпус 2 из магнитного материала, внутри которого помещается обмотка 1. Снизу обмотка защищена плитой 5, выполненной из немагнитной стали, для предохранения от замыкания магнитного потока, который направляется через поднимаемый ферромагнитный материал. К шайбе с помощью вилки 9 и розетки 10 подключается электрический кабель, который при подъеме и опускании шайбы сматывается и разматывается с дополнительного барабана 18 тележки мостового крана синхронно с тросом, наматываемым на барабан 17. Помимо транспортных операций на складах выполняются операции по раскалыванию чушкового чугуна и крупного лома, по дроблению флюса и грохочению кокса.
а — магнитная шайба; б — схема механизма подъема шайбы; 1 — обмотка; 2 — магнитный корпус- 3 4 — защитные прокладки; 5 — защитная плита из немагнитного материала; 6, 7 — стопори крепления плиты; 8 - кожух коробки подвода кабеля, 9 — вилка включения шайбы; 10 - розетка кабеля; 11 — втулка; 12 - корпус токоподвода шайбы; 13-16 –детали подвески шайбы; 17 – грузовой барабан тележки, 18 – дополнительный барабан для кабеля; 19 — синхронизирующая передача; 20 — моли; паст магнитной шлпПы; 21 — полиспаст магнитной шайбы; 22 — трос; 23 — электрокабель для включения магнитной шайбы
При использовании для плавки стружки собственных отходов ее также брикетируют на складе шихты. Металлические шихтовые материалы, топливо и флюсы, поступающие в литейные цехи, перед подачей в плавильное отделение подвергают предварительной обработке. Чушковый чугун, поступающий с металлургических заводов соединенным по три-четыре чушки, ломают на отдельные куски по пережимам. При плавке в малых и средних вагранках чушки ломают на более мелкие куски. Для механизации этого процесса применяют чушколомы, которые представляют собой специальные пережимные прессы. Кинематическая схема чушколома показана на рис. 15.3. Работа чушколома происходит следующим образом. Чушковый чугун 1 кладут на подъемный стол 2 с роликовым конвейером. Стол устанавливают на требуемую высоту чушки поворотом эксцентрика 3. Маховик 4, приводимый с помощью электрического привода, через коленчатый вал 5 и шатун 6 приводит в движение механизм излома 7 чушки. Для фиксирования чушки служит упор 8, автоматически отодвигающийся после излома для свободного пропуска, и прижим 9.
Рис. 15 3. Кинематическая схема чушколома
Для разбивания крупного чугунного лома оборудуют копровые цехи, в которых также очищают элементы литниковых систем от остатков формовочной смеси перед переплавкой и дробят крупные куски известняка. Копер представляет собой пирамидальную башню высотой до 10 м, в верхней части которой установлен блок для подъема копровой бабы. В зависимости oт размера лома применяют бабы массой 500—3000 кг. Баба захватывается специальными клещами и на тросе электролебедкой поднимается вверх. Рывком троса клещи открываются, и баба падает, разбивая лом. Для мелкого дробления флюса используют щековую дробилку. Дробилки размельчают куски до размера 12—40 мм. Для более мелкого дробления применяют молотковые дробилки и шаровые мельницы. Конструкция дробилок и шаровых мельниц аналогична конструкции этого оборудования, применяемого для дробления формовочных материалов (см. гл. 2). Кокс сортируют на эксцентриковых или инерционных грохотах. На рис. 15.4 показан эксцентриковый грохот. На рамс 1 установлено эксцентриковое сито 4. Через косынки, прикрепленные к ситу, проходит эксцентриковый вал 3, приводимый во вращение электродвигателем 2. При вибрации грохота крупные куски кокса проходят вдоль всей длины полотна грохота и в конце его сваливаются в короб или на конвейер. Мелкие куски проваливаются сквозь полоню сита и затем передаются в отход.
Рис. 15.4. Эксцентриковый грохот
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХ МАШИН
В конструкции формовочных и стержневых машин необходимо предусматривать блокировки, исключающие работу до тех пор, пока соответствующие элементы механизмов не будут находиться в фиксированном положении. Пусковое устройство для включения движущихся частей машины должно приводиться в действие обеими руками или находиться на некотором расстоянии во избежание контакта рабочего с движущимися частями машины. У основания формовочных и стержневых машин в местах, где неизбежно просыпание смеси, должны быть предусмотрены соответствующие траншеи, перекрытые металлическими решетками, и механизированная уборка просыпи. Для снижения шума и вибрации машин их следует устанавливать па виброизолирующие фундаменты. Операции кантовки стержневых ящиков общей массой 6 кг и более следует механизировать. В формовочных машинах с поворотной траверсой необходима фиксация последней в рабочем положении. Поворот допрессовочных траверс должен быть механизирован для этого требуется усилие более 49 Н. В машинах с поворотной плитой и тележкой для приема заформованных опок следует механизировать выкаттку тележки из-под машин. В вибропрессовых машинах дебалансы следует надежно закреплять к ротору вибратора. В стержневых машинах необходимо предусматривать блокировки, не допускающие вдув смеси до полного поджима стержневого ящика (опоки) к вдувной плите и опускание стола до полного снижения давления в пескодувном резервуаре; защитные ограждения на случай выбивания смеси в зазор между стержневым ящиком и вдувной плитой. Корпус ресивера следует подвергать статическим и гидравлическим В машинах для изготовления стержнем по нагреваемой оснастке следует предусматривать отсосы вредных газов и паров при отверждении стержней. Скорость движения воздуха в рабочей зоне должна быть не менее 1 м/с при объеме отсоса 3000 м/с па 1 м2 панели или 1 м2 зонта. В стержневых машинах должна быть обеспечена безопасность обслуживания ящиков с высокой температурой нагрева; операцию извлечения стержней из ящиков следует механизировать и автоматизировать. Столы для хранения и отделки стержней следует оборудовать колосниками с удалением воздуха из-под стола в объеме 4000 м3/ч на 1 м2 поверхности стола. В машинах с газовым подогревом оснастки конструкция узла газового подогрева должна отвечать требованиям «Правил безопасности в газовом хозяйстве». Узел газового подогрева необходимо снабжать устройством, отключающим подачу газа при прекращении подачи воздуха. На машинах для изготовления стержней отверждения из ХТС следует применять герметичную систему продувки смеси парами катализатора через стержневой ящик. Отходящие газы должны очищаться. После продувки катализатором стержневой ящик следует продувать чистим воздухом под давлением 0, 4—0, 6 МПа для вывода остатков катализатора. Изготовление стержней из ХТС без продувки катализатором па позиции отверждения стержня и засыпки смеси в стержневой ящик необходимо выполнять в укрытии с патрубками для подключения к цеховой вентиляции, удаляющей воздух в объеме, обеспечивающем его скорость в открытых проемах не менее 0, 7 м/с. Па установках для изготовления стержней и форм из ЖСС следует предусматривать: удаление воздуха из бункеров в объеме, рапном 1, 5V, где V — объем материала, подаваемого в бункер в единицу времени; герметичность дозаторов с отсосем воздуха в зоне загрузки и выдачи материала со скоростью 0, 5 м/с; герметичность смесителя с отсосом воздуха в объеме, обеспечивающем скорость воздуха в отверстиях 0, 7 м/с. Рабочие столы для изготовления оболочковых форм и стержней должны иметь наклонную панель равномерного всасывания воздуха но всей ширине рабочего места. Скорость движения воздуха нужно принимать не менее 1, 5 м/с при объеме отсоса 3000 м3/ч на 1 м длины панели. Объем удаляемого воздуха на 1 м2 входного сечения зонта должен быть не менее 3600 м3/ч при скорости в открытом рабочем проеме не менее 0, 5 м/с. Скорость движения воздуха следует принимать не менее 1, 5 м/с, а объем удаляемого воздуха 3000 м3/ч на 1 м длины панели. В конструкциях пескометов следует предусматривать: выносной пульт управления; звуковую сигнализацию; падежную защиту электропроводки передвижных пескометов от механических повреждений; электрическую блокировку ограничения передвижения пескомета в конечных точках пути; виброизоляцию кресла оператора. Раздел третий ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ И АВТОМАТИЧЕСКИЕ ЛИНИИ
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 628; Нарушение авторского права страницы
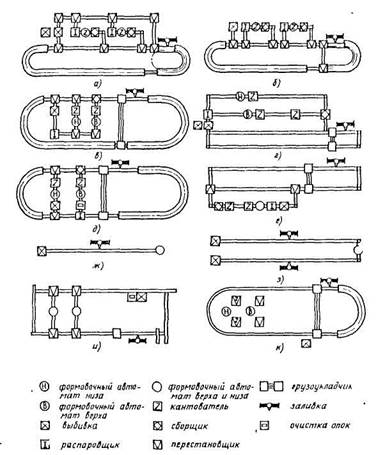









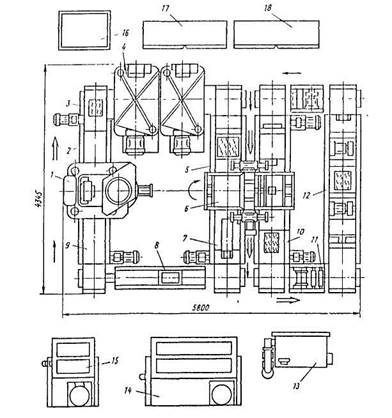


 Рис. 15.2. Устройство и схема подъема крановой магнитной шайбы:
Рис. 15.2. Устройство и схема подъема крановой магнитной шайбы: 
 Брикетирование металлической стружки производится на гидравлических прессах с давлением на материал более 40 ГПа, что позволяет получить брикеты диаметром 75—100 мм при высоте 75—150 мм плотностью 5600—5900 кг/м3.
Брикетирование металлической стружки производится на гидравлических прессах с давлением на материал более 40 ГПа, что позволяет получить брикеты диаметром 75—100 мм при высоте 75—150 мм плотностью 5600—5900 кг/м3. ГЛАВА 13. ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ
ГЛАВА 13. ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ