|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общая методика программирования сверлильных операций: выбор типовых переходов.
Выбор типовых переходов. До расчета траектории инструментов при сверлильной обработке сначала определяют предварительный состав переходов для каждого отверстия и выбирают инструмент, затем уточняют состав переходов и общую их последовательность. Далее строят схемы осевых перемещений инструментов относительно опорных точек (центров отверстий) и назначают режим резания.
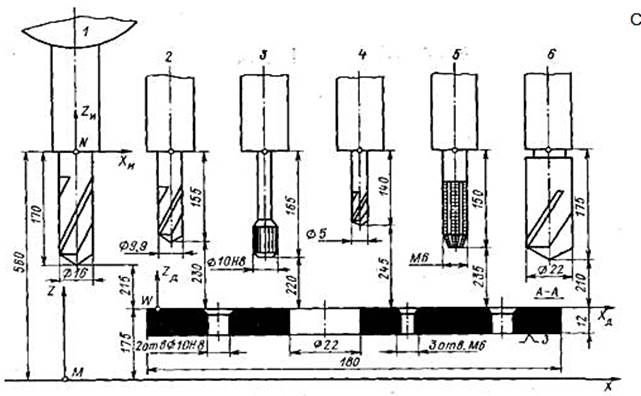
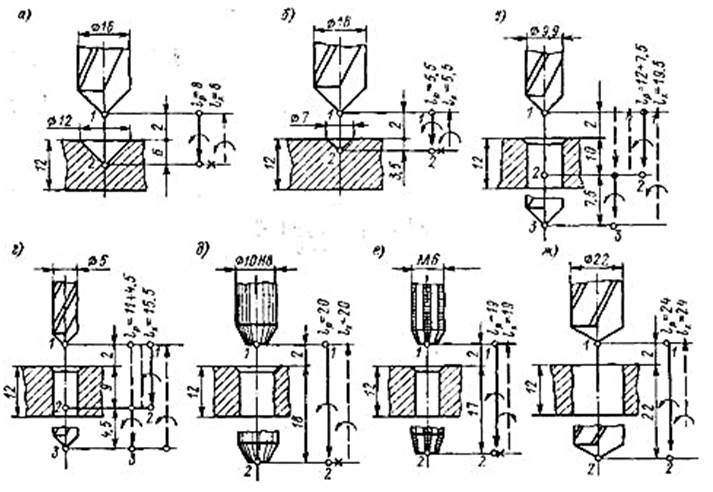
Например, предварительный состав типовых переходов для обработки отверстий 1—6 в детали типа «крышка» может быть принят следующим: центрование (рис. 8.2, а, б), сверление (рис. 8.2, в, г, ж), нарезание резьбы (рис. 8.2, е) и развертывание (рис. 8.2, d). В связи с этим выбранный инструмент Т01 — Т06 может быть размещен в гнездах шестипозиционной револьверной головки сверлильного станка.
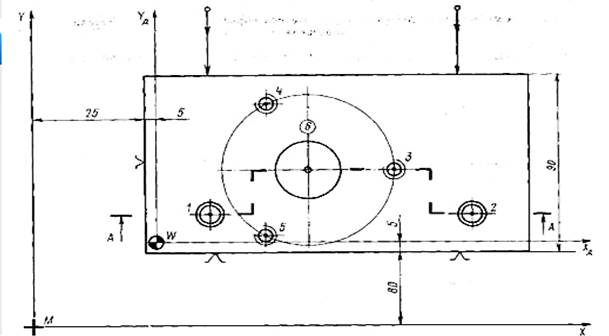
Рис. РТК для обработки отверстий в детали «крышка»
инструментальной наладки: (по гнездам): 1) сверло (ф = 90°) диаметром 16 мм; 2) сверло диаметром 9, 9 мм; 3) развертка диаметром 10Н8; 4) сверло диаметром 5 мм; 5) метчик Мб; 6) сверло диаметром 22 мм. Общая последовательность переходов может быть следующей: центрование с зенко – ванием отверстий /—5, сверление и развертывание отверстий / и 2, сверление отверстий 3—5 и нарезание в них резьбы, сверление отверстия 6. Схемы осевых перемещений для расчета опорных точек траектории инструментов при обработке отверстий /—6 приведены на рис. 8.2. На этих схемах цифрами 1—3 показаны последовательности опорных точек траектории инструментов, стрелками — направления рабочих (/р) и холостых (/х) ходов и направления вращения шпинделя. Знаком X обозначен выстой инструмента. Режимы резания для участков траектории приведены в табл. 8.2.
Кодирование информации. В общем случае кодирование информации УП для сверлильных станков сводится к кодированию процесса замены инструмента, кодированию перемещений (позиционирования) инструмента от одной опорной точки (центра отверстия) к другой и введению в действие циклов обработки отверстий в моменты, когда инструмент располагается над требуемой точкой.
Конкретная методика кодирования определяется моделью УЧПУ и ее возможностями. Рассмотрим общие положения.
Режимы движения и позиционирования задают с помощью подготовительных функций G60 — G69 (см. гл. 1). Согласно такой функции УЧПУ обеспечивает соответствующий характер подхода инструмента к заданной точке и остановку его в конкретной зоне, которая и определяет точность позиционирования. В общем случае функции G60 — G64 задают позиционирование с ускоренного хода, а функции G65 — G69 — с рабочей подачи. Эти функции используют, если, например, на станках рассматриваемого типа выполняется операция прямоугольного формообразования, в частности фрезерование. Из рассмотренных функций наиболее часто применяют G60 (точное позиционирование со стороны движения) и G62 (позиционирование с ускоренного хода — грубое позиционирование).
Напомним, что при точном позиционировании обеспечивается ступенчатое снижение скорости движения: от ускоренной (или заданной) до минимальной скорости подхода к заданной точке. При грубом позиционировании происходит отключение подачи ускоренного хода в зоне остановки, в результате чего возможен или перебег, или недобег.
Например, если необходимо последовательно позиционировать инструмент от точки к точке, то записывают: N{I} G90 G60 Х(Х1) Y(Y1) LF N{1+1} Х(Х2) Y(Y2) LF
Рис. 8.2. Типовые переходы работы инструмента при обработке отверстий в детали типа «крышка»
N{1+2} Х(ХЗ) Y(Y3) LF
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 509; Нарушение авторского права страницы