|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Загальні відомості про штангенінструменти
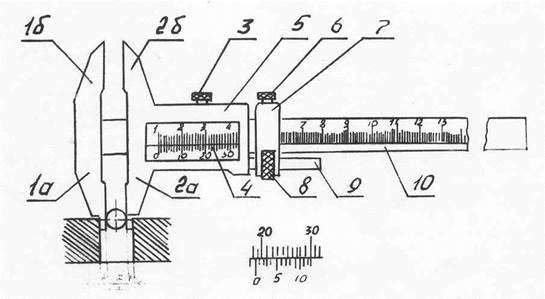
Для вимірювання зовнішніх та внутрішніх розмірів деталей в машинобудуванні та ремонтному виробництві широко використовуються штангенінструменти. До них відносяться: штангенциркулі, штангенглибиноміри, штангенрейсмаси /штангенвисотоміри/, а також штангензубоміри. В основу штангенінструментів входять лінійка з поділками в 1мм /штанга/ і допоміжна шкала – ноніус, яка переміщається по основній лінійці і дозволяє відраховувати долі, поділки основної шкали. Відлік вимірювань по ноніусній шкалі ґрунтується на різниці інтервалів поділок основної шкали і шкали ноніуса. Застосовуються ноніуси з величиною відліку 0, 1, 0, 05 мм і /рідше/ 0, 02 мм. Ці величини отримані шляхом поділу 1 мм основної шкали відповідно на 10, 20 або 50 поділок ноніуса. Якщо нульовий штрих ноніуса збігається з будь-яким штрихом основної шкали, то відраховується ціле значення розміру тільки по основній шкалі. Якщо ж нульовий штрих ноніуса не збігається ні з жодним штрихом основної шкали, то відлік здійснюється наступним чином: до числа штрихів ноніуса, який збігається із штрихом основної шкали, додаються цілі числа, тобто: L = L + kі, де L – значення виміряної величини, k – кількість штрихів ноніуса, і- точність відліку /ціна поділки/ ноніуса. Штангенциркулі призначені для вимірювання зовнішніх і внутрішніх розмірів, а також для виконання розміточних робіт. Вітчизняна промисловість випускає декілька типів штангенциркулів, з них найбільшого поширення здобули такі: ШЦ – 1 – двосторонні з глибиноміром; ШЦ – 2 – двосторонні (рис.1); ШЦ – 3 – односторонні; Точність відліку по ноніусу у штангенциркулів становить 0, 05, 0, 1 мм /рідше 0, 02/, з верхніми границями вимірювань від 125 до 4000мм. Будова штангенциркуля типу ШЦ – 2 представлена на рис. 1. Для вимірювання зовнішніх розмірів використовуються губки 1а і 1б, або 2а і 2б, для внутрішніх – губки 2а і 2б. Після приведення у контакт губок з вимірюваною поверхнею деталі стопориться рамка 5 мікрометричної подачі і за допомогою гвинта 9 мікроподачі рухомі губки підводяться більш точно, після чого вони стопоряться і знімається відлік.При вимірюванні внутрішніх розмірів таким штангенциркулем до отриманого результату додається товщина двох губок, значення якої вибите на лицевій стороні губок. Перед вимірюванням необхідно перевірити штангенциркуль. Губки повинні бути рівними і без подряпин. При зведенні губок між ними не повинно бути просвіту, при цьому нульові штрихи основної шкали і шкали ноніуса повинні збігатися. Рамка повинна рухатися плавно, без заїдань і перекосів.
Рис.1. Штангенциркуль: 1а, 1б – нерухомі губки; 2а, 2б – рухомі губки; 3, 6 – стопорні гвинти; 4 – ноніус; 5 – рамка; 7 – хомут; 8 – гайка мікроподачі; 9 – гвинт мікроподачі.
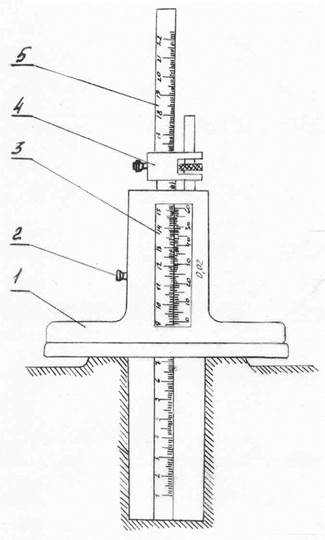
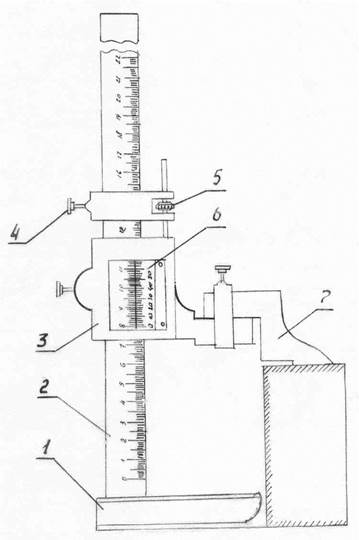
Штангенглибиноміри призначені для вимірювання глибин і виступів. Будова штангенглибиноміра представлена на рис. 2, а порядок вимірювання аналогічний вимірюванню штангенциркулем. Для перевірки штангенглибиноміра застосовується повірочна плита, на яку встановлюють інструменти. Штангу опускають до упору вниз. У придатних штангенглибиномірів просвіт між плитою і вимірювальною поверхнею штанги відсутній, а нульові штрихи основної шкали і шкали ноніуса збігаються. Згідно з ГОСТ 162 – 80 випускаються штангенглибиноміри із верхніми границями діапазонів вимірювань від 160 до 400 мм та точністю відліку по ноніусу 0, 05мм. Порядок вимірювань та перевірки штангенрейсмасом аналогічний порядку вимірювань та перевірки штангенглибиномірів. Для проведення розміточних робіт рейсмас комплектується змінними ніжками. Згідно з ГОСТ 164 – 80 випускаються штангенрейсмаси з верхніми границями вимірювань від 250 до 2500 мм і точністю відліку 0, 05 і 0, 1 мм. Порядок виконання роботи: 1. Вивчити конструкцію і порядок налагодження штангенінструментів. 2. Визначити для використовуваних інструментів метрологічні покази: - границі діапазону вимірювань; - ціна поділки основної шкали; - точність відліку по ноніусу. 3. Перевірити необхідні інструменти. 4. Виміряти задані розміри. Результати записати у таблицю 1. 5. Побудувати поля допусків заданих розмірів і нанести на них дійсні значення цих розмірів. 6. Зробити висновок про придатність виробу. 7. Накреслити ескіз і нанести дійсні розміри. Штангенрейсмаси призначені для вимірювань висот і для розміточних робіт. Будова штангенрейсмаси показана на рис. 3.
Таблиця 1 Результати вимірів
КОНТРОЛЬНІ ЗАПИТАННЯ 1. Види штангенінструментів, їх призначення і основні метрологічні характеристики. 2. Принцип дії ноніусної шкали. 3. Основні частини штангенциркуля, штангенглибиноміра, штангенрейсмаси. 4. Порядок вимірювання та відліку на штангенінструментах. 5. Порядок повірки штангенінструментів.
Лабораторна робота № 2
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 125; Нарушение авторского права страницы