|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технические характеристики
Максимальная грузоподъемность.............................................................................800 кг. Максимальный наружный диаметр бухты.......................................................................................................1100 мм. Минимальный внутренний диаметр бухты.......................................................................................................300 мм. Масса................................................................................................103 кг Для размотки бухт диаметром до 12 мм размотчик может быть беспроводным, но иметь тормоз для автоматической синхронизации скорости размотки и правки машины. Однако, для размотки арматуры диаметром 14–16 мм размотчик рекомендуется оснастить собственным приводом. Для размотки бухт диаметром до 12 мм размотчик может быть беспроводным, но иметь тормоз для автоматической синхронизации скорости размотки и правки машины. Однако, для размотки арматуры диаметром 14–16 мм размотчик рекомендуется оснастить собственным приводом. Блок протяжки. Блок протяжки является достаточно важным узлом машины, то есть определяет качество правки и производительность машины. Наиболее стабильную протяжку проволоки через роторную рамку обеспечивают протягивающие приводные ролики, установленные до и после правильной рамки.
Рис.6.8 Бухтодержатель-размотчик DC, итальянской фирмы Schnell Так, отлично зарекомендовавшая себя при работе с горячекатаной украинской и российской сталью до 12 мм модель правильно-отрезного станка NR 450 производства Vitari (Италия) имеет 4 пары протяжных роликов – две пары до правильной рамки и две пары – после, а модель NR 350 имеет 3 пары протяжных роликов. Соответственно, количество и мощность привода протяжных роликов напрямую определяет производительность машины, а также ее ресурс. Роторные машины с гиперболическими роликами могут иметь две пары протяжных роликов, расположенных до (как у станка Hyper производства Schnell) или после (как у станка Duo Straight производства AWM) ротора, т. к. гиперболические ролики ротора также выполняют функцию протяжки арматуры. Правильный блок. Как было сказано выше, правильные блоки правильно-отрезных машин могут быть роторного и роликового типа. В целом роторная рамка обеспечивает лучшее качество правки, что особенно хорошо подтверждается при правке гладкой проволоки. Машины данного типа целесообразно использовать для изготовления мерных прутков арматуры и проволоки для их дальнейшего применения при производстве сварной сетки, а именно для подачи их из автоматического магазина в зону сварки.
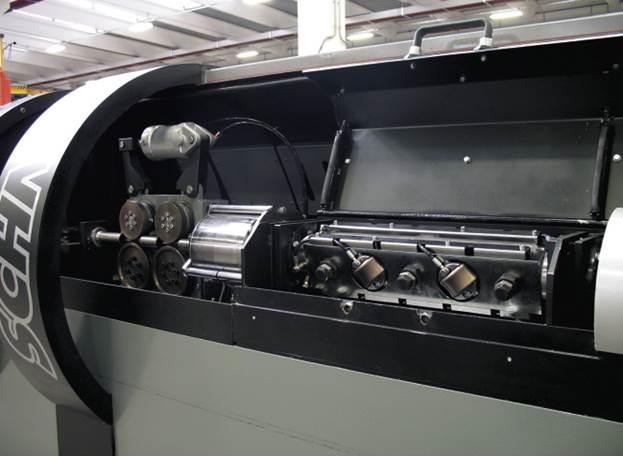
Рис.6.9 Блок протяжки и правки станка Hyper 16, фирмы Schnell Дело в том, что плохо выпрямленные прутки из магазина подаваться не будут, поэтому для питания сеточных машин всегда используются роторные правильно-отрезные машины. Компания AWM (Италия) производит станок Duo Straight с двумя роторами, работающими на свой диапазон диаметров проволоки. Второй ротор легко отводится в сторону и может быть установлен в рабочую позицию в течение минуты. Это позволяет значительно сэкономить время на настройку машины при переходе с обработки малых диаметров на большие. Недостатком роторных машин является сравнительная сложность узла правки (ротор правильного блока вращается с угловой скоростью до 7500 об/мин., его подшипники имеют высокую степень точности). По этой причине замена роторного барабана требует к себе соответствующего опыта и навыков работы и должна проводиться техниками завода-изготовителя, меньшая по сравнению с роликовыми машинами производительность (которая, тем не менее, у современных роторных машин составляет не менее 100 м/мин) и более высокая стоимость правильных сухарей ввиду большей технологической сложности их производства.
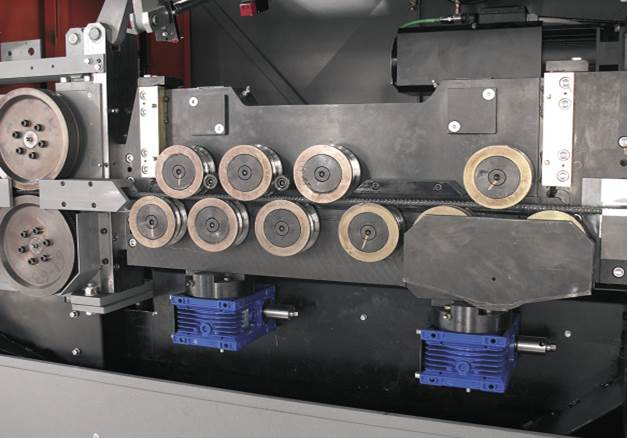
Рис.6.10 Блок правки и протяжки станка NR350, фирмы Vitari Следует также иметь ввиду, что плохо отрегулированная роторная машина способна сильно повредить ребристую поверхность арматуру, снизив тем самым ее способность схватываться с бетоном. Роторные машины с гиперболическими роликами, как раз лишены такого недостатка, максимально щадя поверхность арматуры, обеспечивая при этом высокое качество правки (однако, стоимость гиперболических роликов выше, чем стоимость классических сухарей). Настройка роторного правильного блока заключается в балансировке ротора с помощью специальных балансиров и установке правильных сухарей в положение, обеспечивающее лучшее качество правки. Правильно-отрезные машины с роликовым блоком правки широко применяются в основном для обработки арматурной стали. Эти машины обеспечивают скорость правки более 130 м/мин. Так максимальная скорость правки правильно-отрезного станка Reta 12 производства компании Schnell (Италия) достигает 144 м/мин, а станка Reta 16 – до 200 м/мин. Качественная правка в этом случае достигается за счет двух (вертикального и горизонтального) правильных блоков каждый из которых состоит из 12 роликов. При работе с качественной холоднодеформированной арматурой эти станки могут работать в два потока, то есть одновременно с двух бухт, что в два раза увеличивает их производительность.
Рис.6.11 Блок протяжки и правки станка Reta 16, Италия Настройка правильного блока Reta12 производится с помощью узла механической памяти: рабочая позиция правильных роликов определяется положением штифтов вращающегося механического барабана, которые устанавливаются на барабане под определенный диаметр арматуры. Блок правки Reta 16 настраивается с помощью системы Sapiens. Это значит, что параметры позиции роликов сохраняются в памяти компьютера. При следующей настройке станка оператор считывает значения позиций роликов с дисплея, и при помощи пневмогайковерта с насадкой устанавливает ролики в требуемую позицию, ориентируясь на показания датчика положения. Последняя версия системы Sapiens позволяет автоматически устанавливать правильные ролики в требуемую позицию правки в соответствии с заданным оператором диаметром обрабатываемой арматуры. Отрезной узел. На правильно-отрезных машинах роторного типа устанавливают два варианта отрезного узла: стационарную гильотину (нож) или мобильную гильотину, так называемые «летучие ножницы». В первом случае резка выпрямленного прутка по длине осуществляется стационарной гильотиной по сигналу от концевого выключателя, установленного на приемном лотке и срабатывающего тогда, когда конец протягиваемой проволоки ударяет по нему. Рис. 6.12 Направляющая втулка ротора станка NR350, фирмы Vitari При этом ролики протяжки останавливаются, и гильотина срабатывает после остановки движения проволоки. Данная система обеспечивает максимальную точность реза ± 0,5 мм/м. Мобильная гильотина отрубает проволоку без приостановки подачи проволоки. За счет этого достигается большая производительность, но точность резки понижается до ± 1мм/м. Рис. 6.13 Летучие ножницы NR450, фирмы Vitari Измерение длины проволоки может осуществляться как энкодером, так и концевым выключателем, в зависимости от технического задания заказчика. Приемный лоток. Длина приемного лотка выбирается исходя из максимальной требуемой длины заготавливаемых прутков. Функции лотка могут быть расширены исходя из имеющихся задач: так, максимальная автоматизация лотка может состоять в том, что сформированная пачка мерной арматуры будет автоматически отвибрирована (для достижения параллельности прутков в пачке), отторцована и обвязана. Разумеется, такой уровень автоматизации нужен далеко не всем, но подобные возможности современного оборудования надо иметь в виду при формировании запроса на станок. Привод основных узлов. Узлы правки и протяжки, роторных правильно отрезных машин имеют электрический привод с регулированием скорости вращения асинхронного двигателя. Регулировка скорости вращения двигателя происходит за счет создания на выходе преобразователя частоты электрического напряжения заданной частоты. Преобразователь частоты устанавливается в электрическом шкафу. Регулировка скорости происходит автоматически в зависимости от заданного оператором значения скорости с пульта управления. Узел протяжки роликовых правильно-отрезных станков всегда имеет регулируемый асинхронный сервопривод, в конструкцию электродвигателя которого включены энкодеры, которые обеспечивают более точное позиционирование и обратную связь с компьютером. Узел резки может иметь как электрический (Reta12 производства Schnell), так гидравлический привод (NR 450 производства Vitari). В первом случае используется обычный асинхронный двигатель с промышленной частотой вращения, который приводит в движение мобильный нож механизма резки по команде с компьютера станка. Рис.6.14 Пульт управления станка NR350, фирмы Vitari Во втором случае масло встроенной гидростанции по линии нагнетания через регулирующую аппаратуру поступает в гидромуфту, где происходит сцепление входного и выходного вала механизма резки Рис.6.15 Система интуитивно понятной настройки правильного блока с помощью джойстиков, фирмы Schnell После этого рабочая жидкость по линиям слива возвращается либо в бак, либо непосредственно в гидросистему. Пульт управления современных правильно-отрезных машин позволяет устанавливать и контролировать следующие производственные параметры скорость протяжки, длину изготавливаемых прутков, требуемое количество прутков в пачке, количеств произведенных на данный момент прутков в пачке. Расширенной возможностью пульта управления является возможность автоматической регулировки правильного блока – наиболее трудоемкой операции при настройке любой правильно-отрезной машины. Так, компания Schnell разработала интуитивно понятную систему настройки положения правильных роликов с помощью джойстиков (рис.6.15). |
Последнее изменение этой страницы: 2019-04-11; Просмотров: 540; Нарушение авторского права страницы