|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Назначение. Краткая характеристика автосцепки СА-3Стр 1 из 5Следующая ⇒
Содержание
Введение Парк подвижного состава железнодорожного транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях — с воздействием высоких и низких температур перевозимого груза, повышенной влажности, агрессивных сред на конструкцию вагонов. При малой дальности перевозок значительно возрастает интенсивность ведения погрузочно-разгрузочных работ, как правило, с использованием различных средств механизации. Таким образом, многофункциональное и интенсивное использование вагонов железнодорожного транспорта требует их качественного технического обслуживания и ремонта квалифицированными специалистами. Технические данные
Подвижной состав обязательно должен быть оборудован автосцепкой. Высота оси автосцепки над уровнем верха головок рельсов должна быть: У локомотивов, пассажирских и грузовых вагонов, не более 1080 мм. У локомотивов и пассажирских вагонов с людьми, не менее 980 мм. У грузовых вагонов (груженных), не менее 950 мм. Для подвижного состава, выпускаемого из ремонта, высота оси автосцепки над уровнем верха головок рельсов устанавливается МПС и должна обеспечивать соблюдение указанных норм в эксплуатации. Разница по высоте между продольными осями автосцепок допускается не более: В грузовом поезде 100 мм. Между локомотивом и первым груженым вагоном грузового поезда 110 мм. В пассажирском поезде, следующем со скоростью до 120км/ч 70 мм. То же со скоростью 121 140 км/ч 50 мм. Между локомотивом и первым вагоном пассажирского поезда 100 мм. Подготовка к ремонту
Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России. Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии. Контрольные пункты автосцепки депо и отделения ремонтных заводов должны иметь необходимую технологическую оснастку, два комплекта проверочных и один комплект контрольных шаблонов в соответствии с приложениями 1 и 2 настоящей Инструкции. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027—91. При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава независимо от их и направляют в КПА или отделение по ремонту автосцепки завода для проверки и ремонта в соответствии с требованиями, изложенными в главе 2 настоящей Инструкции. К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Ремонт и проверку несъемных деталей производят на подвижном составе, за исключением случаев, требующих их демонтажа. Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, должны быть очищены от грязи средствами, имеющимися в распоряжении пункта ремонта. После очистки корпус автосцепки, тяговый хомут, клин (валик) тягового хомута, маятниковые подвески центрирующего прибора, болты паровозной розетки должны быть подвергнуты неразрушающему контролю. Стяжной болт поглощающего аппарата, опорную пластину поглощающих аппаратов ПМК-110А и ПМК-110К-23 подвергают неразрушающему контролю только после их ремонта сваркой. Ремонт автосцепки СА-3
Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой. Для определения величины изгиба корпус подлежит разметке. Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части. Правке подлежат изгибы более 3 мм как в вертикальной, так и в горизонтальной плоскостях. Если в зонах изгибов имеются заваренные или не заваренные трещины, то корпус подлежит сдаче в металлолом. Правку выполняют с предварительным нагревом до температуры 800 – 850°C с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°C для предотвращения образования термических трещин. Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы. Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду. Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Разрешается при всех видах ремонта вагонов: - заваривать вертикальные трещины сверху и снизу в углах зева, если они не выходят за положение верхнего или нижнего зуба; - заваривать трещины в углах окон для замка и замкодержателя, если после разделки трещины в верхней части не выходят на горизонтальную поверхность головы и за положение верхнего ребра со стороны большого зуба, а в нижней части имеют длину не более 20 мм; - вырубать трещины глубиной до 5 мм в хвостовике корпуса с плавным переходом на поверхность без заварки. Трещины перемычки глубиной не более 8 мм можно заваривать при условии, что после их разделки толщина перемычки будет не менее 40 мм; - заваривать трещину перемычки между отверстиями для направляющего зуба и сигнального отростка замка, если трещина не выходит на вертикальную стенку корпуса; - заваривать трещину хвостовика автосцепки. Общая длина ремонтируемых трещин хвостовика в зоне от упора до передней кромки отверстия для клина не более 100 мм у корпусов, проработавших свыше 20 лет и более 150 мм для остальных корпусов; - наплавлять изношенные поверхности 6 контура зацепления так чтобы сварочные швы не доходили до мест закруглений ближе 15 мм. Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластичными электродами с использованием легирующих присадок. Заключение Проведённый анализ показывает, что в настоящее время качество и надёжность основных деталей дизелей (как впрочем и почти всех комплектующих локомотивов в целом ), оставляет желать лучшего. Не во всех депо и ремонтных заводах обслуживание производиться должным образом. Следовательно, снижается надёжность и ресурс детали. Необходимо обеспечить надлежащий контроль качества сборки, производства и обслуживания всех узлов и агрегатов, применяемых в конструкции локомотива. В результате исследований и на основе опыта эксплуатации конструкция автосцепки постоянно совершенствуется. К данному моменту автосцепку зарекомендовали себя как современные и надёжные детали. Содержание
Введение Парк подвижного состава железнодорожного транспорта характеризуется многообразием типов и конструкций вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия эксплуатации вагонов связаны со значительными статическими и динамическими нагрузками, а в отдельных случаях — с воздействием высоких и низких температур перевозимого груза, повышенной влажности, агрессивных сред на конструкцию вагонов. При малой дальности перевозок значительно возрастает интенсивность ведения погрузочно-разгрузочных работ, как правило, с использованием различных средств механизации. Таким образом, многофункциональное и интенсивное использование вагонов железнодорожного транспорта требует их качественного технического обслуживания и ремонта квалифицированными специалистами. Назначение. Краткая характеристика автосцепки СА-3
Ударно – тяговые приборы предназначены для сцепления вагонов между собой и с локомотивом, удержания их на определенном расстоянии друг от друга, восприятия, передачи и смягчения действия в поезде и при маневрах. Современным ударно – тяговым прибором является автосцепное устройство, выполняющее основные функции ударных и тяговых приборов. Автосцепка СА-3 обеспечивает: - автоматическое сцепление при соударении вагонов; автоматическое запирание замка у сцепленных автосцепок; - расцепление подвижного состава без захода человека между вагонами и удержание механизма в расцепленном положении до разведения автосцепок; - автоматическое возвращение механизма в положение готовности к сцеплению после разведения автосцепок; восстановление сцепления случайно расцепленных автосцепок, не разводя вагоны; - производство маневровых работ (положение на " буфер" ), когда при соударении автосцепки не должны соединяться. До сцепления автосцепки могут занимать различные взаимные положения: - оси их находятся на одной прямой; - оси могут быть смещены по вертикали или горизонтали. Смещение осей по вертикали допускается в грузовом поезде до 100 мм и пассажирском скоростном до 50 мм, а в горизонтальном направлении до 175 мм, при которых обеспечивается надежное автоматическое сцепление вагонов в эксплуатации.
2. Значение автосцепки СА-3
Автосцепка СА-3 обеспечивает: - автоматическое сцепление при соударении вагонов; автоматическое запирание замка у сцепленных автосцепок; - расцепление подвижного состава без захода человека между вагонами и удержание механизма в расцепленном положении до разведения автосцепок; - автоматическое возвращение механизма в положение готовности к сцеплению после разведения автосцепок; восстановление сцепления случайно расцепленных автосцепок, не разводя вагоны; - производство маневровых работ (положение на " буфер" ), когда при соударении автосцепки не должны соединяться.
Сцепление автосцепок происходит следующим образом. Рис. 1 Сцеп автосцепок.
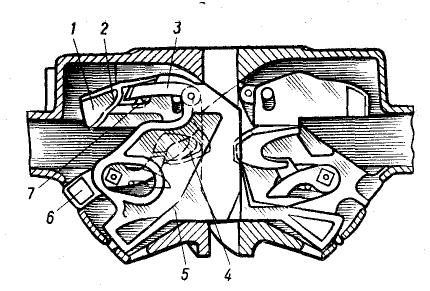
При соударении вагонов малый зуб корпуса одной автосцепки скользит по направляющей поверхности малого или большого зубьев (в зависимости от отклонения головок в горизонтальной плоскости в одну или другую сторону). Затем малый зуб входит в зев и нажимает на выступающую часть замка 5. При совпадении продольных осей автосцепок замки нажимают друг на друга. В результате этого замки уходят внутрь карманов корпуса, а вместе с ними перемещаются предохранители замков, верхние плечи 3 которых скользят по полочкам и проходят над упорами 2 противовесов 1 замкодержателей. Продвигаясь в зевах дальше, малые зубья нажимают на лапы 4 замкодержателей, заставляя их поворачиваться. В этот момент противовесы 1 замкодержателей размещаются под верхними плечами 3 предохранителей, создавая для них опору. Когда малые зубья займут крайнее правое положение в упор к большим зубьям, замки 5 освобождаются от нажатия и под действием собственного веса выпадают снова в зевы, заполняя образовавшееся пространство в контуре зацепления, и обеспечивают запирание автосцепок. Вновь войти внутрь карманов корпуса замки не могут, так как верхние плечи 3 предохранителей, соскользнув с противовесов 1 замкодержателей на полочки 7, располагаются против упоров 2 противовесов замкодержателей, обеспечивая удержание замка в этом положении. Противовес замкодержателя в этот момент находится в верхнем положении и опуститься не может, так как на его лапу нажимает малый зуб соседней автосцепки. Такое положение деталей предотвращает саморасцеп автосцепок при движении поезда. Сигнальные отростки 6 замков 5 сцепленных автосцепок находятся внутри кармана корпуса и не видны снаружи.
Рис. 2 Сцеп механизмов автосцепок.
Чтобы расцепить автосцепки, достаточно увести внутрь кармана корпуса хотя бы один из замков, что освобождает пространство и дает возможность выхода малых зубьев из зевов. Для этого необходимо поворотом рычага расцепного привода посредством цепочки повернуть валик подъемника. Тогда подъемник 1, посаженный на квадратную часть 8 валика, приподнимется и своим широким пальцем 3 нажмет на нижнее фигурное плечо 5 предохранителя и поднимет верхнее его плечо 4 выше упора противовеса 6 замкодержателя. Таким образом происходит выключение предохранителя от саморасцепа. При дальнейшем вращении валика широкий палец 3 подъемника, упираясь в выступ замка, нажмет на него и уведет замок 9 внутрь кармана.
Рис. 3 Автосцепки в сцепе.
Узкий палец 3 подъемника при этом нажмет снизу на горизонтальную грань расцепного угла 2 замкодержателя. Благодаря наличию овального отверстия в замкодержателе он приподнимается вверх, пропуская узкий палец 3 подъемника 1 мимо вертикальной грани расцепного угла 2. Освобожденный от нажатия снизу, замкодержатель под действием собственной тяжести благодаря овальному отверстию опустится вниз. При этом узкий палец 3 подъемника упрется в вертикальную грань расцепного угла и будет удерживаться в вертикальном положении, не позволяя замку выйти в зев. При этом положении сигнальный отросток 7 замка будет выступать из корпуса, указывая на то, что автосцепки расцеплены. В таком состоянии механизм будет находиться до разведения вагонов. При разведении вагонов малые зубья смежных автосцепок выходят из зевов, лишая лапу замкодержателя упора. Замкодержатель под действием противовеса поворачивается, его лапа выходит в зев, а расцепной угол 2 освобождает подъемник 1 и замок, которые под действием собственной тяжести опускаются в нижнее положение, обеспечивающее готовность механизма к последующему сцеплению. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 884; Нарушение авторского права страницы