
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды погрешностей, возникающих при обработке заготовок. Статические методы исследования точности с помощью кривых распределения (Гаусса, Симпсона, Рэлея) точечных диаграмм.
Погрешности механической обработки вызываются различными причинами систематического и случайного характера. К систематическим относятся: погрешности, возникающие вследствие неточности, износа и деформации станков; погрешности, связанные с неточностью и износом режущего инструмента; погрешности формы, возникающие под влиянием зажима заготовки; погрешности, обусловленные температурными деформациями элементов технологической системы, и др.
Систематические погрешности для всех заготовок обрабатываемой партии остаются постоянными или закономерно изменяются при переходе от одной обрабатываемой
заготовки к другой и могут быть заранее учтены. Случайные погрешности, в отличие от систематических, имеют для разных заготовок различные значения, что приводит к рассеянию размеров заготовок, обработанных при одних и тех же условиях. Закон нормального распределения (з-н Гауса). Он опис-тся кривой норм. распр-ния:ст - среднее квадратич. отклонение - явл-ся мерой точности. w=6а Закон равностороннего треугольника (з-н (симпсоиа). При обр-ке заг-к с точ-стью 7..8 квл. распред. р-ров подчиняется з-ну Симпсона, кот-й граф, выраж. равнобедр. треуг-ком: w=4,3s .Закон равной вероятности. Если рассеивание размеров зависит только от систем, погреш-тей (износ ин-та), то распред-ние размеров подчин. закону равной вероятности. Распред-ние размеров в интервале от а до в выраж.прямоугол. Закон эксцен-тета(з-н Релея). Здесь сл. вел-на R явл-ся радиус-вектором, т.е. она представ, собой геом. сумму двух сл. величин. R=
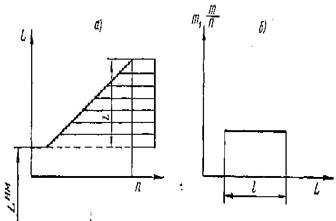
Dн - погрешность настройки станка; Dи - погрешность, вызванная размерным износом ин-та. Dт - погрешность, порождаемая темпер, деформациями тех-ой системы. SDф – погрешность формы, из-за геом. неточн. ст-ка и деформ. заг-ки при ее закрепл. Применение точечных диаграмм для исследования точности обработки. ,При обработке больших партий деталей результаты измерений можно наносить на карты, или точечные диаграммы,. По оси абсцисс откладываются номера деталей в той последовательности, в которой они обрабатываются, а по оси ординат их размеры. Естественно, что такие диаграммы получаются слишком длинные, что представляет некоторое неудобство при их пользовании. Они значительно укорачиваются, если всю измеряемую партию деталей разбить на равные группы и по оси абсцисс откладывать в той же последовательности номера групп. Это дает возможность более четко улавливать тенденцию изменения выполняемых размеров во времени. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 342; Нарушение авторского права страницы


 ; Каждая из этих сл. величин подчиняется закону Гаусса Поле рассеивания при этом законе: w=3,44so Суммарная погрешность обработки. D =Dн+e+Dи+Dt+Dт+ SDф. где D - погрешность выполняемого размера, возник, в результате упругих отжатий звеньев тех. системы под влиянием нестабильных сил резания.e - погрешность установки ( погр-ость базиров.и пог-ть закрепленияния).
; Каждая из этих сл. величин подчиняется закону Гаусса Поле рассеивания при этом законе: w=3,44so Суммарная погрешность обработки. D =Dн+e+Dи+Dt+Dт+ SDф. где D - погрешность выполняемого размера, возник, в результате упругих отжатий звеньев тех. системы под влиянием нестабильных сил резания.e - погрешность установки ( погр-ость базиров.и пог-ть закрепленияния).