
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Электроннолучевая сварка стали толщиной до 60 мм с продольными пилообразными колебаниями электронного луча
Отличительной особенностью электроннолучевой сварки (ЭЛС) является получение узких швов “кинжальной” формы: глубина проплавления более чем в 10 раз превышает ширину шва (рис. 1.5). Чтобы еще увеличить проплавляющую способность луча, исследовалось применение различных технических приемов, в том числе основанных на импульсном динамическом воздействии на сварочную ванну: Проводили импульсную модуляцию тока луча и подбирали частоту этой модуляции. В этом направлении работают также и другие исследователи [5,6,7]. В работе [ 7 ] сообщается, что за счет импульсной модуляции тока на частоте 100 Гц и продольных колебаний луча получают швы более узкие и глубокие, чем обычно; хотя сварка производилась внижнем положении, но по форме швы похожи навыполненные горизонтальным лучом. Однако в [ 7 ] не сообщается, какая применялась продольная развертка луча, и не обсуждается, почему получаются более узкие швы.
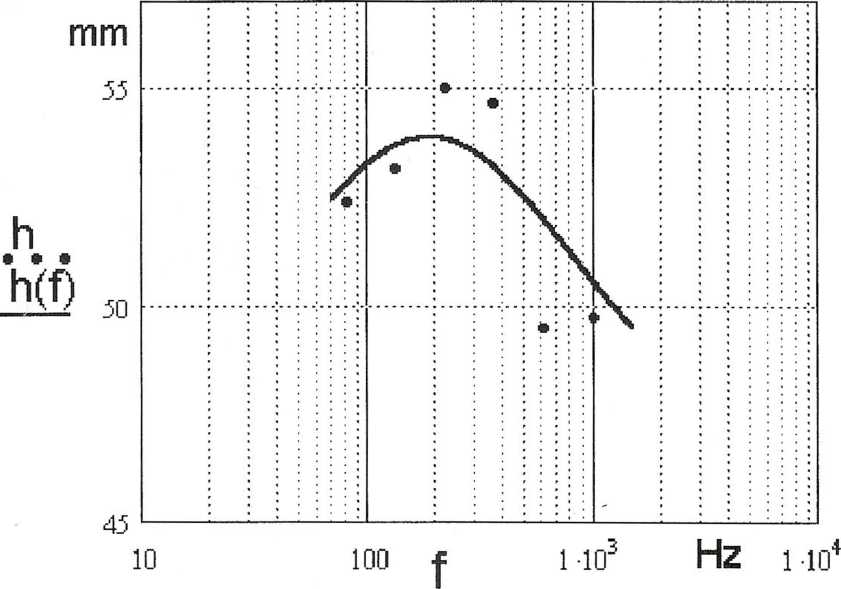
h - экспериментальные точки, h(f) - аппроксимирующая линия; Ib. = 600 мА, Uуск= 60 кВ, Vсв= 5 мм/с, сталь 15Х2НМФА. Рисунок 1.4 - Зависимость глубины проплавления от частоты импульсного отклонения луча из сварочной ванны; длительность пребывания луча в ванне равна длительности отклонения Целью следующего этапа работ было исследование влияния импульсного воздействия на сварочную ванну при электроннолучевой сварке стали за счет продольных пилообразных колебаний электронного луча. Экспериментальные сварки проводились с использованием аппаратуры для ЭЛС типа ЭЛА-60/60 (ускоряющее напряжение 60 кВ, ток пучка до 1А), в вакуумной камере УЛ-209 (2,5 х 2,5 х 3,8 м, рабочий вакуум не хуже 5-10"4 мм рт.ст.), с перемещаемой внутри камеры пушкой (оснащена дифференциальной откачкой, обеспечивающей вакуум в пушке не хуже 1*10-5 мм рт.ст.). Для сварок была взята высокопрочная среднелегированная сталь толщиной δ=57мм. Сварки проводились на скорости Vсв= 5 мм/с (18 м/час), ток луча - до 250 мА. Импульсное динамическое воздействие на ванну производилось за счет развертки луча. Учитывая известные данные и проведенные оценки по частоте собственных колебаний металла в ванне (десятки - сотни герц), частота развертки луча была выбрана равной 130 Гц, что соответствует, примерно, середине частотного диапазона собственных колебаний; при этом также обеспечивалось отсутствие биений с частотой электросети. Развертка была выбрана в виде продольных колебаний вдоль направления сварки: отклоняющая катушка запиты вал ась от специального генератора током пилообразной формы (рис. 1.6). Известно, что при развертке с продольными колебаниями получаются узкие швы [ 5 ], в отличие, например, от сварки с поперечными колебаниями или с круговой разверткой. Размер развертки (двойная амплитуда) был выбран равным 3 мм. Такой размер развертки заметно превышает (примерно в 2 раза) диаметр парогазового канала, существующего при сварке статическим лучом, и, вследствие этого, влияние развертки луча должно быть заметным.
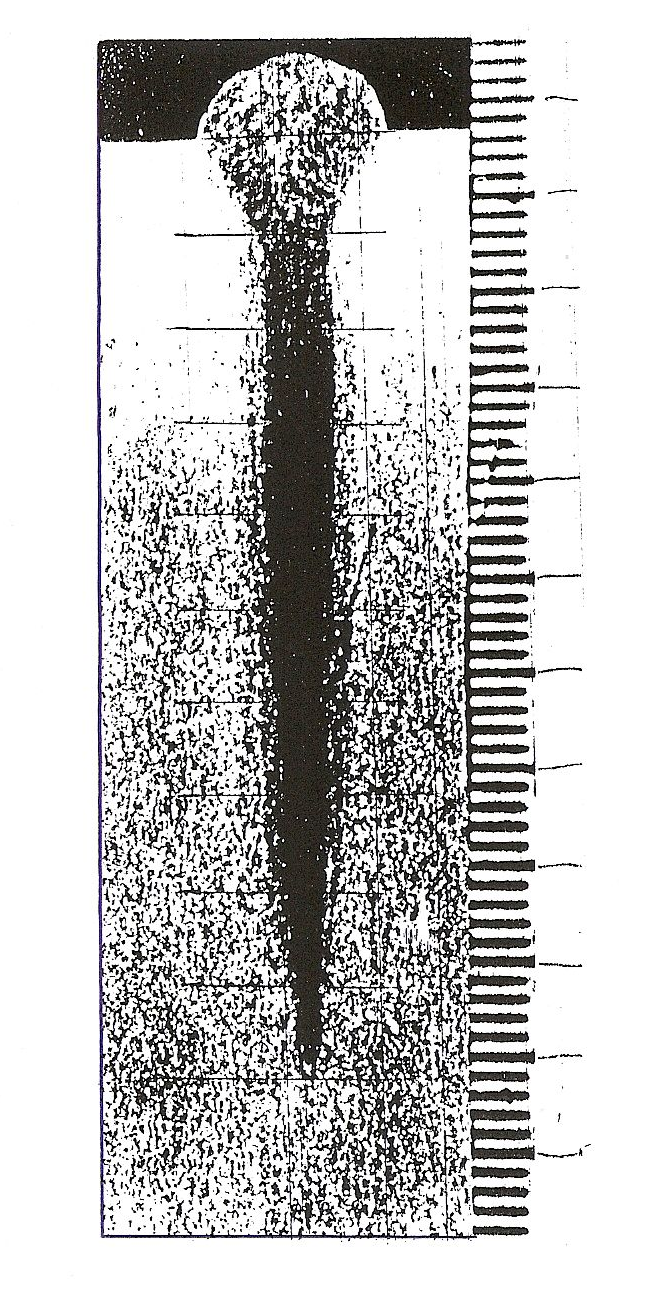
Рисунок 1.5 - Поперечный макрошлиф типичного проплавления при однопроходной электроннолучевой сварке стационарным электронным пучком (без импульсного воздействии на ванну); материал сталь Х18Н9Т, Uycк= 60 кВ, Ib= 170 мА, Уев =10 м/час,h/Bcp= 16; полосками на изображении отмечены уровни, на которых замерялась ширина шва.
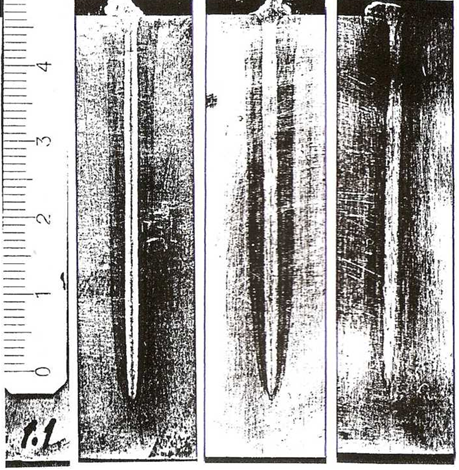
Рисунок 1.6- Пилообразная форма тока в отклоняющей катушке; Существенной особенностью сварки был выбор направления движения луча при развертке: по направлению сварки или против. Оказалось, что в случае, когда пучок импульсно перебрасывается в направлении хвостовой части ванны, а потом в течение почти всего периода развертки движется в переднюю часть, то получаются наиболее узкие и глубокие швы. Схема движения пучка в этом случае поясняется рис. 1.6, а получающиеся проплавления представлены на рис. 1.7 и 1.8. Наряду с получением узких сквозных швов (ширина расплавленной зоны порядка 1 мм ( рис. 1.7), следует также отметить получение закругления в корне шва на несквозных швах (рис. 1.8), что благоприятно для предотвращения корневых дефектов. Можно численно оценить форму полученных швов следующим образом. Делим изображение проплавления (например, на рис. 1.7) на десять участков по глубине и производим замеры ширины шва на разной глубине:B1(0,1h), B2(0,2h) ... B9(0,9h). Определяем среднее значение ширины шва:
разность между максимальным Втах и минимальным Bmin значениями ширины Δ Βmax= Β max –Βmin, коэффициент формы шва: к = h/Bcp.
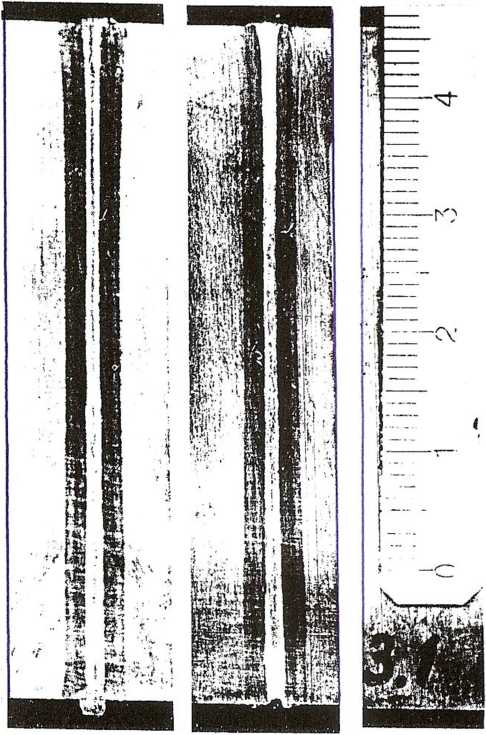
Рисунок 1.7 - Сквозное проплавление стали 12Х2Н4МД 5 = 57 мм; Uуск - 60 кВ, Ib = 235 мА, VCB = 5 мм/с (18 м/час); развертка: пилообразные колебания, от задней части ванны - в переднюю; f= 130 Гц, размер на поверхности: 3 мм; получено: h/Bcp≈42. Для несквозного проплавления, представленного на рис. 1.8, аналогично получаем такие значения: Bср= 1,42мм,ΔВср = 0,13 мм, ΔВтах = 0,35 мм, h= 54 мм, k= 38. В качестве сравнения, приведем значения этих лее показателей для проплавления, представленного на рис. 1.5: Bср= 3,1 мм, ΔВср = 0,8 мм, ΔΒmax=2,2 мм, h= 49 мм, k= 16.
Как видно из оценок, проплавления, представленные на рис. 1.7 и 1.8, по сравнению с проплавлениями, полученными при ЭЛС статическим лучом (рис. 1.5), получаются более узкими, более равномерными по глубине и со сравнительно большим коэффициентом формы. Объяснить получение таких узких швов можно следующим образом. Когда луч перебрасывается в хвостовую часть, то происходит импульсное динамическое воздействие на жидкий металл в этом месте, и он вытесняется отсюда; тем самым открывается доступ электронному лучу к дну сварочной ванны, и происходит ее проплавление на большую глубину. В результате увеличивается глубина прогазовогоканала, по которому проходит луч. Соответственно, увеличивается глубина сварочной ванныи уменьшается ее ширина, но объем металла ванны остается тот же. При выполнении несквозных швов такая схема движения луча благоприятна еще и по следующей причине. При движении луча от хвостовой части ванны в переднюю, луч по ходу движения вытесняет металл назад, и таким образом, заполняется корень шва. Если же применять другую развертку луча, при которой луч движется от передней части ванны в хвостовую, то получающиеся швы имеют острый корень (рис. 1.9), и вследствие этого, имеется опасность образования корневых дефектов. Поэтому нужно использовать пилообразную развертку по схеме рис.1.8. Таким образом, за счет описанного технологического приема можно получать более узкие и глубокие швы. Проведенные исследования служат подтверждением того, что частота собственных колебаний жидкого металла в сварочной ванне соответствует диапазону десятки - сотни герц. Чтобы получать более узкие и глубокие швы, частота импульсного динамического воздействия на сварочную ванну должна быть в этом диапазоне. Рисунок 1.8 - Несквозное проплавление стали 12Х2Н4МД 8, δ = 57 мм; Uуск- 60 кВ, Ib = 215 мА, VCB= 5 мм/с (18 м/час); развертка: пилообразные колебания от задней части ванны - в переднюю; f= 130 Гц, размер на поверхности: 3 мм; получено: h/Bcp≈38.
Рисунок 1.9 - Несквозное проплавление стали 12Х2Н4МД 5 = 57 мм; Uуск- 60 кВ, Ib = 215 мА, Vсв=5 мм/с (18 м/час); развертка: пилообразные колебания, от передней части ванны - в заднюю; f= 130 Гц , размер на поверхности: 3 мм; в отличие от рис. 1.8, корень шва получается более острым.
За счет применения продольных колебаний луча (с частотой 130 Гц при специальной пилообразной форме тока в отклоняющих катушках), когда луч импульсно перебрасывается в хвостовую часть ванны, а потом в течение почти всего периода развертки движется в переднюю часть, получены узкие швы (ширина расплавленной зоны около 1 мм, глубина сквозного проплавления до 60 мм, коэффициент формы шва 40), а на несквозных швах получено благоприятное для предотвращения корневых дефектов закругление корня шва (радиус 0,5 мм); по сравнению с проплавлением статическим лучом коэффициент формы шва увеличен более чем в 2 раза и уменьшена неравномерность проплавления по глубине, примерно, в 5 раз. 1.5 Зависимость глубины проплавления от частоты развертки Сварки выполнялись на пилообразной развертке луча в диапазоне частот 20...1700 Гц. Форма проплавления - несквозные швы: чтобы было видно изменение глубины проплавления. Используемый материал - высокопрочная среднелегированная сталь, δ = 57 мм. Скорость сварки - 5 мм/с. По внешнему виду швы, выполненные на разных частотах развертки, сильно отличаются по характеру формирования. При сварке на частоте 20 Гц наблюдаются крупные брызги, а шов формируется с глубоким подрезом сверху. При увеличении частоты развертки (при 45 и 90 Гц) размер брызг, соответственно, уменьшается; также уменьшается глубина подреза. Начиная с 130...210 Гц и далее, до 1700 Гц брызги при сварке становятся сравнительно малыми по величине; подреза - нет. Как видно из результатов, представленных на рис. 1.10, влияние частоты развертки на глубину проплавления сильнее сказывается при сварке остросфокусированным лучом, а при сварке недофокусированным лучом это влияние выражено меньше. Но даже при сварке недофокусированным лучом влияние частоты статистически значимо. Например, сравним результаты проплавлений на частоте 210 Гц и 1000 Гц (рис. 1.10 б). Соответственно, усредненные значения глубины проплавления составляют 36 мм и 34 мм. Возникает вопрос: это различие статистически значимо или нет, т.е. различие обусловлено только случайными факторами или влиянием частоты развертки? Проверим гипотезу Н0 о равенстве статистически усредненных значений (36 мм и 34 мм) против альтернативной гипотезы о том, что они не равны, см. [4]. Если гипотеза Н0: X1 = Х2 верна, то нормированная величина различия ф должна быть статистически мала:
здесь n, m- количество измерений при каждом значении частоты, σ - среднеквадратичные погрешности каждого измерения. Задаемся уровнем значимостиα α= 0,1 (т.е. заключение о гипотезе дается с достоверностью 90%). В рассматриваемом случае альтернативной гипотезы критическая область двусторонняя (т.е. либо одно значение может быть больше другого, либо наоборот). Границы определяются из условий: Р(φ< Хлев) = 0,5*α, P(φ>Хправ) = 0,5*α, т.е. /Xлев/=/Xправ/ определяется из уравнения Ф(Хлев,прав) =1-0,5 * α, где Ф(х) - функция распределения нормального (гауссовского) закона. Для нашего случая: Xправ = 1,645; Xлев= -1,645.
Рисунок 1.10 - Сварка на пилообразной продольной развертке: зависимость глубины проплавления от частоты развертки; Uycк= 60 кВ,Ib = 210 мА, VCB= 5 мм/с, сталь; а) острая фокусировка, А = 2,5 мм; б) недофокусировкалуча, А = 3 мм Так как φ>Xправ, т.е. имеющееся различие находится далеко за границей нулевой гипотезы, то принимается альтернативная гипотеза о том, что полученные значения глубин проплавлениястатистически существенно различаются. Таким образом, даже при сварке недофокусированным лучом, влияние величины частоты пилообразной развертки на глубину существенно значимо.
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 281; Нарушение авторского права страницы

 Β cp=
Β cp= 

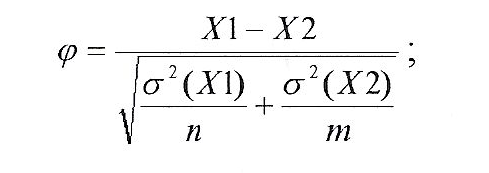
 Измерения проводились по 4-м шлифам, т.е. n=m=4; погрешности σ1= 0,5и σ2= 0,35; получаем: φ = 4,33.
Измерения проводились по 4-м шлифам, т.е. n=m=4; погрешности σ1= 0,5и σ2= 0,35; получаем: φ = 4,33.