|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технология, ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕСтр 1 из 26Следующая ⇒
Технология, ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ макароннОГО ПРОИЗВОДСТВА Учебное пособие для студентов специальности 260202 «Технология хлеба, кондитерских и макаронных изделий» всех форм обучения
Кемерово 2007
ББК
Рецензенты: О.В. Талова, зам. руководителя ООО «Сертификационный центр» С.А. Нечупиенко С.А., гл. инженер ОАО «Беловохлеб»
Рекомендовано редакционно-издательским советом Кемеровского технологического института пищевой промышленности
Вандакурова Н.И., Богер В.Ю. Технология, организация и оборудование макаронного производства: Учебное пособие. -/ Кемеровский технологический институт пищевой промышленности. – Кемерово, 2007. – 121 с. ISВN
В пособии изложены: научные основы технологии макаронного производства, влияние свойств основного сырья и стадий производства на ход технологического процесса, качество полуфабрикатов и готовой продукции, ассортимент макаронных изделий. Приведено технологическое оборудование для замеса и прессования макаронного теста, для разделки, сушки, охлаждения, упаковки макаронных изделий, а также линии для производства макаронных изделий. Предназначено студентам специальности 260202 «Технология хлеба, кондитерских и макаронных изделий» всех форм обучения
ББК ISBN
Ó Н.И. Вандакурова Ó В.Ю. Богер Ó КемТИПП, 2007
ОГЛАВЛЕНИЕ | ||||
| Предисловие…… ……………………………………………………………. 6 | ||||
| 1 Технология и организация макаронного производства…………………. 7 | ||||
| 1.1 Классификация макаронных изделий………………………………….. | 7 | |||
| Основные стадии производства макаронных изделий……………………. | 9 | |||
| 1.2 Сырьё макаронного производства……………………………………… | 11 | |||
| Основное и дополнительное сырье………………………………………… Типы и сорта пшеничной муки……………………………………………... Свойства компонентов муки………………………………………………... Макаронные свойства муки…………………………………………………. Хранение сырья……………………………………………………………… Хранение муки……………………………………………………………….. Хранение дополнительного сырья………………………………………….. Подготовка сырья к производству………………………………………….. Подготовка муки…………………………………………………………….. Подготовка дополнительного сырья………………………………………... | 11 12 13 15 17 17 18 19 19 20 | |||
| 1.3 Приготовление макаронного теста……………………………………... | 21 | |||
| Типы замеса теста……………………………………………………………. | 21 | |||
| Виды рецептур……………………………………………………………….. | 22 | |||
| Стадии приготовления теста………………………………………………... | 24 | |||
| Структурно-механические свойства теста…………………………………. | 26 | |||
| Вакуумирование теста………………………………………………………. | 27 | |||
| 1.4 Формование и разделка полуфабриката………………………………... | 28 | |||
| Способы формования теста…………………………………………………. | 28 | |||
| Разделка сырых макаронных изделий……………………………………… | 30 | |||
| Оценка качества полуфабрикатов…………………………………………... | 31 | |||
| 1.5 Сушка и охлаждение изделий………………………………………...... | 32 | |||
| Конвективный способ сушки……………………………………………….. | 32 | |||
| Изменение свойств макаронных изделий при сушки……………………... | 33 | |||
| Режимы сушки изделий……………………………………………………... | 34 | |||
| Охлаждение изделий………………………………………………………… | 38 | |||
| 1.6 Отбраковка, упаковка и хранение готовой продукции………………... | 38 | |||
| Отбраковка продукции……………………………………………………… | 39 | |||
| Упаковка макаронных изделий……………………………………………... | 39 | |||
| Хранение продукции ………………………………………………………... | 40 | |||
| Переработка брака…………………………………………………………… | 41 | |||
| 1.7 Технологический контроль производства……………………………... | 41 | |||
| Объекты контроля…………………………………………………………… | 41 | |||
| Оценка качества макаронных изделий……………………………………... | 42 | |||
| 1.8 Учёт расхода сырья……………………………………………………… | 46 | |||
| Плановая норма расхода сырья……………………………………………... | 46 | |||
| Плановая норма расхода сырья для изделий с добавками………………... | 48 | |||
| 2 Оборудование макаронного производства | 49 | |||
| 2.1 Оборудование для замеса теста, формования и разделки сырых макаронных изделий…………………………………………………………… | 49 | |||
| Конструкции шнековых прессов…………………………………………… | 49 | |||
| Макаронный пресс ЛПЛ-2М………………………………………………... | 50 | |||
| Макаронный пресс Б6-ЛПШ-500………………………………………….. | 53 | |||
| Макаронный пресс Б6-ЛПШ-1000…………………………………………. | 55 | |||
| 2.2 Матрицы для формования макаронных изделий……………………… | 56 | |||
| Формующие отверстия макаронных матриц………………………………. | 58 | |||
| Правила эксплуатации матриц……………………………………………… | 61 | |||
| 2.3 Оборудование для резки и раскладки макаронных изделий……………………………………………………………………….......... | 62 | |||
| Механизмы для резки коротких макаронных изделий по диску матри - цы……………………………………………………………………................ | 62 | |||
| Универсальный режущий механизм УРМ…………………………………. | 62 | |||
| Механизм для резки макарон конструкции И.М. Певнего……………….. | 63 | |||
| Механизм для резки к прессу ЛПШ………………………………………... | 64 | |||
| Механизмы для резки коротких макаронных изделий по ножевой решётке……………………………………………………………………….. | 65 | |||
| Механизм для резки «перьев» к прессу ЛПЛ-2М…………………………. | 65 | |||
| Механизм для резки «перьев» к прессу ЛПШ…………………………….. | 65 | |||
| Штампующая машина фирмы «Брайбанти»……………………………….. | 66 | |||
| Оборудование для раскладки коротких макаронных изделий…………… | 68 | |||
| Маятниковый раскладчик…………………………………………………… | 69 | |||
| Оборудование для резки и раскладки длинных макаронных изделий…... | 70 | |||
| Машина Е8-ЛУМ…………………………………………………………….. | 70 | |||
| Катающийся стол……………………………………………………………. | 71 | |||
| Двойной саморазвес…………………………………………………………. | 72 | |||
| Особенности эксплуатации машин для резки макарон…………………… | 75 | |||
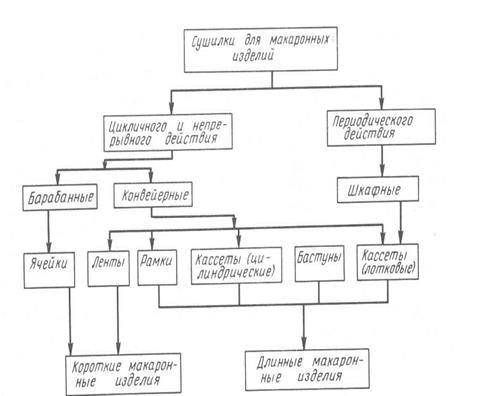
| 2.4 Оборудование для сушки макаронных изделий……………………….. | 75 | |||
| Оборудование для сушки коротких макаронных изделий………………... | 76 | |||
| Установка для предварительной сушилки…………………………………. | 76 | |||
| Конвейерные сушилки………………………………………………………. | 78 | |||
| Сушилка СПК-4Г- 45………………………………………………………... | 78 | |||
| Сушилка СПК-4Г-90………………………………………………………… | 80 | |||
| Барабанные сушилки………………………………………………………... | 80 | |||
| Барабанная сушилка «Ромет»………………………………………………. | 80 | |||
| Оборудование для сушки длинных макаронных изделий………………… | 81 | |||
| Шкафные сушилки…………………………………………………………... | 82 | |||
| Сушилка ВВП………………………………………………………………... | 82 | |||
| Сушилка 2-ЦАГИ-700……………………………………………………….. | 83 | |||
| Сушилка «двухсторонний диффузор»……………………………………... | 84 | |||
| Конвейерные сушилки………………………………………………………. | 86 | |||
| Сушилка ЛС2-А……………………………………………………………… | 86 | |||
| Автоматизированные конвейерные сушилки……………………………… | 87 | |||
| Предварительная сушилка Б6-ЛМВ………………………………………... | 88 | |||
| Окончательная сушилка линии Б6-ЛМВ…………………………………... | 90 | |||
| Окончательная сушилка линии Б6-ЛМГ…………………………………... | 92 | |||
| 2.5 Оборудование для накопления и стабилизации макаронных изделий……………………………………………………………………….......... | 92 | |||
| Накопители – стабилизаторы для коротких макаронных изделий………….. | 92 | |||
| Накопитель-стабилизатор Б6-ЛСВ......................................................................... | 92 | |||
| Накопитель-стабилизатор Уфимской макаронной фабрики............................. | 93 | |||
| Конвейерный накопитель-стабилизатор Б6-ЛОВ............................................... | 94 | |||
| Виброохладители................................................................................................... | 95 | |||
| Полочный виброохладитель ..................................................................................... | 95 | |||
| Шахтный виброохладитель........................................................................... | 96 | |||
| Накопители – стабилизаторы для длинных макаронных изделий.................. | 97 | |||
| Накопитель-стабилизатор Б6-ЛМГ......................................................................... | 97 | |||
| Накопитель-стабилизатор Б6-ЛМВ............................................................... | 99 | |||
| 2.6 Оборудование для упаковки макаронных изделий……………………. | 99 | |||
| Машины для фасовки коротких изделий.................................................... | 99 | |||
| Полуавтомат АП-1Д .................................................................................................... | 99 | |||
| Автомат Т1-АП-ЗД........................................................................................ | 101 | |||
| Машины для фасовки длинных макаронных изделий................................. | 103 | |||
| Фасовочно-упаковочный полуавтомат ELS-500........................................... | 103 | |||
| Вибростол............................................................................................................ | 106 | |||
| Оборудование для упаковки макаронных изделий в крупную тару...................................................................................................................... | 107 | |||
| Машина ST-650 фирмы «Бассано»………………………………………..... | 108 | |||
| 2.7 Автоматизированные и комплексно-механизированные линии для производства макаронных изделий............................................................... | 109 | |||
| Автоматизированные линии производства длинных макаронных изделий....................................................................................................................... | 109 | |||
| Линия Б6-ЛМГ ................................................................................................. | 109 | |||
| Линия фирмы «Бассано»............................................................................... | 111 | |||
| Автоматизированные линии производства коротких макаронных изделий.................................................................................................................... | 114 | |||
| Линия с конвейерными сушилками .......................................................................... | 114 | |||
| Линия с барабанными сушилками.............................................................................. | 115 | |||
| Комплексно – механизированные линии производства длинных макаронных изделий............................................................................................... | 118 | |||
| Комплексно – механизированные линии производства коротких макаронных изделий............................................................................................... | 119 | |||
| Библиографический список…………………………………………………. | 121 | |||
Предисловие
Данное учебное пособие составлено на основании Государственных требований к уровню подготовки выпускника по направлению: 260200 «Производство продуктов питания из растительного сырья» по специальности 260202 «Технология хлеба, кондитерских и макаронных изделий», изложенных в Государственном образовательном стандарте среднего профессионального образования.
Целью дисциплины «Технология, организация и оборудование макаронного производства» является получение знаний студентами в области технологии, организации и оборудования макаронного производства. Задачи дисциплины заключаются в формировании общих требований к образованности выпускника, быть способным к практической деятельности по решению профессиональных задач и владению профессиональной лексикой.
По результатам изучения дисциплины «Технология, организация и оборудование макаронного производства» студент должен:
Знать:
- классификацию и групповую характеристику макаронных изделий;
- виды, химический состав и свойства основного сырья;
- технологию производства макаронных изделий;
- показатели качества основного сырья, полуфабрикатов, готовой
продукции и методы их определения;
- виды, назначение, устройство и принципы работы технологического оборудования для хранения сырья, изготовления макаронных изделий и их упаковки.
Уметь:
- пользоваться справочной, нормативной и конструкторской документацией, необходимой для разработки технологического процесса и подбора оборудования в производстве макаронных изделий;
- определить расход сырья и выход готовой продукции;
- рассчитывать производственные рецептуры;
- подбирать и контролировать основные параметры и режимы по всем стадиям производства макаронных изделий в соответствии с технологическими инструкциями.
Иметь представление:
- о состоянии и перспективах развития производства макаронных изделий;
- о системах автоматизированного производства макаронных изделий;
- о ресурсо- и энергосберегающих технологиях производства макаронных изделий.
ПРОИЗВОДСТВА
Таблица 2
Типы и сорта пшеничной муки
При изготовлении макаронных изделий используют пшеничную муку двух типов: макаронную и хлебопекарную. Макаронную муку получают при размоле зерна твердой пшеницы (дурум) и зерна мягкой стекловидной пшеницы. Макаронную муку вырабатывают следующих сортов: высший (крупка), первый (полукрупка), и второй. Допускается использование пшеничной хлебопекарной муки высшего и первого сортов. Мука, применяемая в макаронном производстве, должна удовлетворять требованиям стандартов: высшего и первого сортов мука из твердой пшеницы (дурум) – ГОСТ 12307-66; мука из мягкой стекловидной пшеницы высшего и первого сортов – ГОСТ 12306-66; мука второго сорта из твердой пшеницы (дурум) – ГОСТ 16439-70; мука хлебопекарная высшего и первого сортов – ГОСТ 26574.
Качество муки оценивается по органолептическим (цвет, вкус, запах, содержание минеральных примесей) и физико-химическим (содержание сырой клейковины, содержание золы, крупнота помола, содержание металлопримесей, зараженность вредителями хлебных запасов) показателям.
Макаронная мука отличается от хлебопекарной большим содержанием сырой клейковины, золы, крупнотой помола и цветом.
В табл. 3 приведены органолептические и физико-химические показатели качества муки.
Таблица 3
Свойства компонентов муки
Химический состав муки отличается от химического состава зерна более низким содержанием клетчатки, минеральных веществ, жира и белка при большем содержании углеводов.
Муку высшего сорта получают из центральной части эндосперма, поэтому в ее состав входит большее количество крахмала по сравнению с низкими сортами муки и меньшее количество белковых веществ, сахаров, жиров, витаминов, ферментов и минеральных веществ, которые сосредоточены в основном в периферийных частях эндосперма.
Крахмал. Составляет около 4/5 сухого вещества муки. Более высокие сорта пшеничной муки содержат несколько большую долю крахмала по сравнению с более низкими сортами.
В пшеничной муке крахмал находится в виде зерен размером от 3 до 50 мкм. При комнатных условиях зерна крахмала удерживают 9-10 % влаги. При смачивании холодной водой зерна крахмала частично набухают, сохраняя свою форму и не растворяясь. При нагревании водной суспензии пшеничного крахмала до 30 °С происходит увеличение крахмальных зерен до 50 % исходного объема; с увеличением температуры до 60 °С происходит дальнейшее увеличение объема зерен с сохранением их индивидуальности, но с потерей кристалличности структуры; при температуре 62,5 °С начинается процесс клейстеризации пшеничного крахмала, сопровождающийся поглощением пятикратного количества воды, разрывом полисахаридных цепочек и превращением крахмальных зерен в единую гелеобразную, студнеобразную массу – клейстер. Клейстеризация крахмала – это процесс его гидротермической деструкции, т.е. необратимого разрушения природной нативной структуры в процессе нагревания при избытке воды.
В условиях недостатка влаги неувлажненный крахмал влажностью 10 % при нагревании до 90 °С практически не меняет своей структуры, увлажненные до 30-32 % зерна крахмала при нагревании до 70 °С сохраняют свою форму, и лишь около 20 % зерен теряют нативную кристаллическую структуру. Глубина термической деструкции крахмальных зерен увеличивается с повышением температуры, но снижается при уменьшении влажности.
Белки. В крупитчатой муке из твердой и высокостекловидной мягкой пшеницы белки находятся в прикрепленной форме в виде пленок толщиной 1-2 мкм, обволакивающих и склеивающих зерна крахмала в отдельные крупинки. В порошкообразной муке из мягкой мучнистой пшеницы белки находятся в промежуточной форме в виде отдельных частичек и комочков размерами 2-3 мкм.
Особую технологическую роль в макаронном производстве имеют водонерастворимые фракции белка – глиадин и глютенин, они формируют при замесе теста клейковину.
Жиры. Основная масса жиров (липидов), содержащихся в зерне пшеницы, сосредоточена в зародыше, который вместе с оболочками стремятся отделить от зерна при его размоле в муку. Содержание жиров в пшеничной муке не превышает 2 % и тем меньше, чем выше сорт муки.
В макаронном производстве жиры в муке выполняют важную функцию: в них растворены каротиноидные пигменты (каротиноиды).
Каротиноиды. К этой группе относятся вещества, окрашенные в желтый или оранжевый цвет. Относительно большое количество каротиноидов (до 0,5 мг/кг) находится в продуктах помола твердой пшеницы, меньше – в мягкой стекловидной, и почти нет их в хлебопекарной муке из мягкой пшеницы.
К основным каротиноидам пшеничной муки относятся ксантофилл, эфиры ксантофилла и каротин. Каротиноидные пигменты придают изделиям приятный янтарно-желтый цвет.
Молекулы каротиноидных пигментов содержат непрочные двойные связи, что является одной из причин легкой их окисляемости и потери каротиноидами цвета. Обесцвечивание пигментов интенсивно происходит под действием света, а также в результате ферментативного процесса с участием фермента липоксигеназы в присутствии кислорода воздуха и влаги.
Минеральные вещества (зола). К минеральным веществам муки относят те вещества, которые после полного сжигания муки остаются в виде золы. В зерне пшеницы наиболее высокая зольность у оболочек и алейронового слоя, которые стремятся удалить в процессе помола, и самая низкая – в центральных частях эндосперма, величина зольности в первую очередь определяет сорт муки: чем меньше содержание золы в муке, тем выше ее сорт.
Витамины и ферменты. Сосредоточены в пшеничном зерне в зародыше и периферийных частях эндосперма, примыкающих к оболочке. В муке практически отсутствуют жирорастворимые витамины и очень мало водорастворимых.
Ферменты играют важную роль в биохимических процессах, происходящих при хранении муки и в процессе производства макаронных изделий.
Фермент липоксигеназа в присутствии кислорода воздуха и влаги катализирует окисление некоторых ненасыщенных высокомолекулярных жирных кислот с образованием гидроперекисей. Гидроперекиси имеют высокую окислительную способность и могут окислять далее каротиноиды. В результате этого мука может обесцвечиваться при хранении во влажной среде. В процессе изготовления макаронных изделий каротиноиды не разрушаются, поскольку уже с первых минут замеса теста липиды муки, в которых находятся каротиноиды, образуют с белками связанные и прочносвязанные комплексы, которые предохраняют каротиноиды от ферментативного разрушения и от разрушения под действием света. Макаронные изделия из твердой пшеницы не теряют желтый оттенок при хранении на свету в прозрачной упаковке.
В процессе производства макаронных изделий наблюдается процесс их потемнения. В результате этого макаронные изделия из твердой пшеницы приобретают коричневый оттенок, а изделия из мягкой пшеницы – серый. Оттенок связан с присутствием в муке фермента полифенолоксидазы, катализирующего в присутствии кислорода воздуха и влаги окислительное разложение аминокислоты тирозина с образованием темноокрашенных соединений – меланинов.
Макаронные свойства муки
Макаронные свойства муки характеризуют возможность получения из нее макаронных изделий хорошего качества. К показателям макаронных свойств относятся: количество клейковины, содержание каротиноидных пигментов, содержание темных вкраплений, крупнота помола.
Количество клейковины. Клейковина в макаронном производстве является пластификатором, придающим крахмальным зернам текучесть, и связующим веществом, соединяющим крахмальные зерна в единую тестовую массу. Первое свойство клейковины позволяет формовать тесто, продавливая его через отверстия матрицы, второе – сохранять приданную тесту форму.
Клейковинный каркас сформированный при прессовании теста, удерживает массу крахмальных зерен в выпрессовываемых сырых изделиях и упрочняется при сушке изделий, а при варке – фиксируется при денатурации клейковины.
При содержании сырой клейковины от 28 до 40 % показатели варочных свойств изделий улучшаются (возрастает: время варки до готовности, коэффициенты увеличение массы, объема сваренных изделий, прочность сваренных изделий, уменьшаются потери сухих веществ изделий в процессе варки, их слипаемость). При уменьшении содержания сырой клейковины в муке ниже 28 % резко увеличиваются потери сухих веществ и слипаемость и снижается прочность сваренных из-за чрезмерного ослабления структуры изделий.
Содержание клейковины в муке определяет белковую ценность макаронных изделий и обусловливает вкус и аромат сваренных изделий. Наиболее приемлемой для производства макаронных изделий является мука с содержанием клейковины 30 % и более. Для производства коротких макаронных изделий нормального качества пригодна мука с содержанием клейковины 26-28 % при соблюдении правильных технологических режимов.
Основными белковыми фракциями клейковины являются глютенин и глиадин. Для макаронного производства наиболее ценной фракцией является глиадин: его свойства определяют текучесть и связанность теста. Однако определенную роль выполняет и глютенин, обусловливая необходимую упругость и эластичность сырых макаронных изделий.
При температуре 20-30 °С клейковина удерживает максимальное количество воды – примерно двукратное. При увеличении температуры воды до 60 °С и более клейковина поглощает примерно в два раза меньшее количество воды. При замесе макаронного теста добавляют примерно 1/3 воды от массы муки, т.е. лишь половину того количества воды, которое может связать и удержать клейковина. Увеличение температуры приводит к изменению и другого свойства клейковины, особенно важного для макаронного производства, – снижению связующих свойств в результате денатурации. Этот процесс замедляется при снижении влажности клейковины. При влажности клейковины, характерной для макаронного теста, полная потеря ее связующих свойств наступает при 90 °С.
Содержание каротиноидных пигментов. Для производства макаронных изделий наиболее предпочтительна мука с высоким содержанием каротиноидов, так как каротиноидные пигменты придают макаронным изделиям приятный янтарно-желтый цвет.
Содержание темных вкраплений. Частицы оболочек, зародыша, присутствующие в муке выступают на поверхности макаронных изделий в виде темных точек, ухудшая внешний вид изделий. Наличие в муке значительного количества периферийных частей зерна свидетельствует о повышенном содержании аминокислот и ферментов, в частности тирозина, фенилаланина и полифенолоксидазы, участвующих в процессе потемнения макаронных изделий (образования меланинов) во время сушки.
Чем ниже сорт исходной муки, тем выше пищевая ценность изготовленных из нее изделий – больше содержание белка, витаминов, минеральных веществ и пищевых волокон.
Крупнота помола (размер частиц муки). Размер частиц муки в пределах 150-400 мкм не оказывает заметного влияния на качество макаронных изделий. Размер частиц муки оказывает значительное влияние на ее водопоглотительную способность, а следовательно, на физические свойства уплотненного теста и сырых изделий. Оптимальное соотношение пластичности и прочности имеет место при размерах частиц от 200 до 350 мкм. Крупка с такими размерами частиц наиболее благоприятна для производства макаронных изделий.
Хранение сырья
Хранение муки
Мука на макаронные предприятия доставляется либо автотранспортом, либо по железной дороге. Муку перевозят в мешках (тарным способом) или в автомуковозах (бестарным способом).
Различают два способа хранения муки на складах предприятий: тарный способ, при хранение муки в мешках и бестарный способ, при хранение муки в бункерах (силосах).
Каждую партию муки, под которой понимают любое количество однородной по качеству муки, снабжают штабельным ярлыком. В нем указывают сорт муки, дату выбоя, номер накладной, массу партии, число мешков, дату поступления на предприятие, показатели ее качества, предусмотренные стандартом (сертификат качества).
Склад тарного хранения муки должен быть сухим, отапливаемым, с хорошей вентиляцией. Температура воздуха на складе должна быть в зимнее время не ниже 8-12 °С, а относительная влажность воздуха – не выше 60-65 %.
При неблагоприятных условиях хранения – повышении температуры муки до 30-35 °С и влажности до 15 % и выше, при хранении муки в мешках в сырых складах ускоряются процессы дыхания муки и жизнедеятельности микроорганизмов. Происходит самосогревание муки. Мука приобретает посторонний «солодовый» запах, происходит ее потемнение. При влажности муки более 16 % возможно плесневение муки. Эти изменения могут сделать муку совершенно непригодной для пуска в производство.
Большой вред муке наносят вредители зернопродуктов – грызуны (мыши, крысы) и различные насекомые, так называемые амбарные вредители. Эти вредители могут попасть в муку как при хранении, так и при ее перевозках.
Для предотвращения заражения муки вредителями необходимо соблюдать правила транспортирования и хранения, проверять зараженность поступающей муки, содержать складские помещения в чистоте.
Подготовка муки
Подготовка муки к производству заключается в смешивании, просеивании, магнитной очистке и взвешивании.
Смешивание муки. Различные партии муки одного и того же сорта смешивают в определенном соотношении для улучшения какого-либо показателя качества одной партии за счет другой, у которой этот показатель выше. Рецептуру смешивания составляет лаборатория на основании анализов муки. За основу принимают цвет муки, содержание золы или содержание клейковины.
Просеивание муки. Проводят для отделения случайной примеси, отличающейся от частиц муки большими размерами.
Магнитная очистка муки. Очистку муки проводят для отделения от муки металломагнитных примесей при помощи постоянных магнитов, которые располагают на пути движения муки обычно в двух точках: после просеивания и непосредственно перед дозатором муки макаронного пресса.
Взвешивание муки. Необходимо для учета количества, передаваемого со склада муки в производство. Для этого применяют порционные автоматические весы, когда мука поступает к прессам через промежуточные бункера.
Подготовка дополнительного сырья
Яйца. Для предотвращения попадания бактерий яйца перед употреблением дезинфицируют, а потом промывают водой. Для этого яйца обрабатывают 2 % растворе хлорной извести, а затем в 2 % растворе питьевой соды по 5-10 мин, после чего промывают в холодной воде 3-5 мин.
Затем яйца разбивают по 3-5 шт. в отдельную посуду и переливают в общую посуду через сито с ячейками размером не более 3 мм.
Меланж. Перед употреблением меланж размораживают, помещая закрытые банки в ванну с теплой водой (температура около 45 °С) на 3-4 ч. Затем меланж процеживают через сито с отверстиями не более 3 мм. Размороженный меланж должен быть использован в течение 3-4 ч.
Яичный порошок и сухое молоко. Смешивают примерно с равным количеством воды температурой 40-45 °С до сметанообразной консистенции. Затем смесь выливают в бак установки для подготовки добавок, куда предварительно выливают оставшееся количество воды рассчитанное по рецептуре теста. Полученную эмульсию тщательно перемешивают до и во время ее подачи к дозатору воды макаронного пресса.
Творог. Перед пуском в производство тщательно протирают через сито с размером ячеек не более 2 мм, а затем готовят водообогатительную смесь
Концентрированные томатные продукты. Перед вскрытием банки с продуктом тщательно протирают или моют. Томатные продукты растворяют в теплой воде (температура воды 55-65 °С).
Порошок из томатопродуктов. Готовят водообогатительную смесь с водой температурой 55-65 °С.
Витамины. Упаковку с витаминами вскрывают только перед составлением витаминной смеси или непосредственно перед внесением витаминов в тесто. Витамины В1 В2 и РР термоустойчивы и в используемых количествах хорошо растворяются в воде, поэтому их можно растворять в воде любой температуры непосредственно в баках для подготовки добавок. Внесение их в виде порошка непосредственно в корыто тестомесителя пресса для подготовки добавок, куда предварительно наливают оставшееся количество воды (той же температуры), рассчитанное по рецептуре замеса теста. Полученная эмульсия тщательно перемешивается до и во время подачи ее к дозатору воды макаронного пресса.
1.3 Приготовление теста
Макаронное тесто отличается от других тестовых масс пищевого назначения по своему составу и способу приготовления. Основными его компонентами являются мука и вода.
При замесе макаронного теста добавляют примерно половину воды, которое могут поглотить основные химические компоненты муки – крахмал и белки. Макаронное тесто после замеса представляет собой сыпучую массу увлажненных комков и крошек. Связанное пластичное тесто получается из этой сыпучей массы после дальнейшей доработки – уплотнения ее под большим давлением в шнековой камере макаронного пресса.
Типы замеса теста
В макаронном производстве в зависимости от ряда факторов используют несколько типов замеса теста.
В зависимости от влажности замешиваемого теста различают три типа замеса:
- твердый – при влажности теста от 28 до 29 %;
- средний – при влажности теста от 29,1 до 31 %;
- мягкий – при влажности теста от 31,1 до 32,5 %.
Тип замеса по влажности зависит от сорта муки, количества и качества клейковины, крупноты помола, вида сушильной поверхности, материала матрицы, формы изделий.
При использовании муки с низким содержанием клейковины желательно применять мягкий замес, а если клейковина муки липкая, тянущаяся – твердый.
При изготовлении коротких изделий и макарон с кассетной сушкой для предотвращения слипания изделий между собой во время сушки лучше применять твердый или средний замес.
При производстве длинных изделий с подвесной сушкой (на бастунах) для придания изделиям большей пластичности, исключающей растрескивание сырых изделий в местах перегиба на бастунах, применяют средний или мягкий замес. При использовании полукрупки или хлебопекарной муки влажность теста должна быть на 1-1,5 % выше, чем при использовании крупки.
При использовании матриц с тефлоновыми вставками влажность теста снижают на 1-1,5 %.
Мягкий замес применяют для гибких изделий с фигурной укладкой (в моток, бантик, гнездо), а твердый – для штампованных изделий сложной формы.
В зависимости от температуры воды, добавляемой при замесе макаронного теста, различают также три типа замеса:
- горячий – при температуре воды 75-85°С;
- теплый – при температуре воды 55-65 °С;
- холодный – при температуре воды не ниже 30 °С.
Тип замеса по температуре выбирают в зависимости от качества муки и формы изделий. Теплый тип замеса наиболее распространен в макаронном производстве, его применяют для муки нормального качества с содержанием клейковины не менее 28 %. На теплой воде процесс замеса происходит быстрее, чем на холодной. Если в производстве перерабатывается мука с пониженным содержанием клейковины, то рекомендуется использовать воду температурой 30-45 °С.
Холодный замес применяют при низком содержании слабой клейковины, при наличии теплой муки (в летнее время) или при формовании изделий сложной формы для получения очень вязкого и упругого теста.
Горячий замес применяют для муки из твердых пшениц с содержанием клейковины более 38 % и чрезмерно упругой по качеству.
При замесе теста с яичными или молочными добавками необходимо использовать воду температурой не выше 40-45 °С.
Виды рецептур
Рецептурой макаронного теста называют количественное соотношение исходного сырья (муки, воды, добавок), необходимого для замеса теста с заданными характеристиками (влажностью и температурой).
Различают утвержденные и производственные рецептуры.
В утвержденных рецептурах на макаронные изделия указывается количество дополнительного сырья в килограммах на 100 кг муки базисной влажности (14,5 %).
Утвержденная рецептура на макаронные изделия «Школьные» приведена в табл. 4.
Таблица 4
Утвержденная рецептура макаронных изделий «Школьные»
| Наименование компонентов | Загрузка сырья | ||
| базисная влажность, % | в натуре, кг | в сухих веществах, кг | |
| Мука пшеничная высшего сорта | 14,5 | 100 | 85,5 |
| Молоко сухое | 4,0 | 3 | 2,88 |
| Яичный порошок | 8,5 | 4 | 3,66 |
| Итого | - | - | 92,04 |
Количество воды для приготовления макаронного теста рассчитывается в зависимости от влажности теста и фактической влажности сырья. Производственную рецептуру составляют и рассчитывают для каждого типа оборудования, а также для каждой партии муки.
В производственной рецептуре указывается минутный расход сырья при непрерывном приготовлении теста или количество сырья, необходимое для приготовления одной порции теста, при периодическом способе, а также параметры технологического процесса.
Примеры производственных рецептур приведены в табл. 5, 6
Таблица 5
Производственная рецептура и технологический режим
выработки вермишели высшего сорта группы А «Детское питание»
(при непрерывном способе)
| Наименование сырья, параметров | Количество сырья, параметры |
| Мука крупка, кг/мин | 17,15 |
| Яично-молочная суспензия, кг мин | 5,56 |
| Влажность теста, % | 30 |
| Температура воды, °С | 40±5 |
| Температура теста в конце замеса, °С | 40±5 |
| Консистенция теста | Мелкокрошковатая |
| Продолжительность замеса теста, мин | 20 |
| Заполнение тестосмесителя | На 3/4 |
| Температура сырых изделий после прессования, °С | 50±5 |
| Давление прессования, МПа | 10 |
| Температура сушки, °С | 60±5 |
| Относительная влажность воздуха, % | 55±10 |
| Продолжительность сушки, мин | 75±5 |
Таблица 6
Производственная рецептура и технологический режим
выработки суповых засыпок 1 сорта группы Б «Артек»
(при периодическом способе)
| Наименование сырья, параметров | Количество сырья, параметры |
| Мука (полукрупка), кг | 100 |
| Яично-творожная суспензия, кг | 36,65 |
| Влажность, % | 31,5 |
| Температура воды, °С | 45 |
| Температура теста в конце замеса, °С | 30 |
| Консистенция теста | Мелкокрошковатая |
| Продолжительность замеса теста, мин | 15 |
| Температура сырых изделий после прессования, °С | 45±5 |
| Давление прессования, МПа | 5 |
| Температура сушки, °С | 70±5 |
| Относительная влажность воздуха, % | 60±10 |
| Продолжительность сушки, мин | 20 |
| Отлежка, мин | 160 |
| Толщина слоя полуфабриката, мм | 25-35 |
Стадии приготовления теста
Приготовление макаронного теста осуществляется непрерывно в два этапа в макаронных прессах непрерывного действия.
На первом этапе проводится смешивание муки, жидких компонентов в тестосмесителях, на втором – уплотнение в шнековой камере пресса.
Дозирование ингредиентов т.е. подача муки и воды в тестосмеситель в необходимом соотношении, соответствующем рецептуре, осуществляется при помощи дозаторов муки и воды, которые, являясь составными частями макаронного пресса, работают синхронно.
Добавки после растворения в воде или приготовления водной эмульсии поступают в тестосмеситель через дозатор воды.
Замес теста. После регулировки дозаторов включают тестосмеситель. Для хорошего промеса корыто тестосмесителя должно быть заполнено тестом примерно на 2/3 объема. После тесто поступает в следующее корыто (в многокорытных прессах), где осуществляется дальнейший промес теста, либо в шнековую камеру (в однокорытных прессах).
Во время замеса теста происходит постепенное набухание крахмальных зерен и белковых комочков муки, а также равномерное распределение влаги по всей массе теста.
Процессы, происходящие при замесе макаронного теста. Замес теста – это сложный процесс смешивания компонентов муки с водой. В результате этого смешивания происходят глубокие физико-химические изменения главных компонентов муки: крахмала и белков.
При приготовлении макаронного теста происходят сложные биохимические, коллоидные, ферментативные и физические процессы. Основную роль при приготовлении макаронного теста играют коллоидные процессы.
Основные компоненты муки белок и крахмал обладают различной водопоглотительной способностью. Взаимодействие воды с крахмалом и белком протекает в два этапа. На первом этапе происходит адсорбционное связывание воды в результате на поверхности мучных частиц образуются тончайшие водяные пленки. Количество воды, связываемой адсорбционно невелико. Процесс смачивания сопровождается выделением тепла. На втором этапе происходит впитывание воды частицами муки. Оно обусловлено наличием внутри белка и крахмала водорастворимых фракций. На этом этапе имеет место поглощение воды под действием осмотического давления (осмотическое связывание влаги).
При температурных условиях получения макаронного теста его крахмальная часть обладает слабой способностью к набуханию.
Крахмальные зерна удерживают влагу в основном своей поверхностью, т.е. адсорбционно. Осмотическое набухание крахмальных зерен начинается при температуре 70 °С и выше, т.е. при температуре которой при нормальных условиях в макаронном тесте не наблюдается.
Клейковина (белок) достигает максимума набухания в интервале температуры от 20 до 30 °С, при более высоких температурах ее набухаемость снижается. Набухание муки при замесе макаронного теста обусловлено в основном гидрационной способностью клейковины.
Клейковина муки мягкой пшеницы набухает быстро, но поглощает меньше воды. А клейковина муки их твердой пшеницы, наоборот, набухает медленно, но поглощает больше воды.
Клейковина в макаронном тесте является основным связующим веществом. Она связывает увлажненные крахмальные зерна и остатки мучных крупок.
Макаронное тесто после замеса представляет собой трехфазную дисперсную систему. Твердой дисперсной фазой являются увлажненные крахмальные зерна и остатки мучных крупок. Дисперсионной средой является пластифицированная клейковина. Третьей газообразной фазой являются включения воздуха, захваченные при замесе.
Эта трехфазная гетерогенная система обладает способностью уплотняться и упрочняться. Степень этого уплотнения зависит от режима замеса.
Режим замеса макаронного теста. Режим замеса макаронного теста характеризуется двумя параметрами: продолжительностью и интенсивностью замеса (частотой вращения месильного органа).
Интенсивный замес приводит к упрочнению структуры макаронного теста за счет более плотной упаковки частиц твердой фазы в дисперсионной среде и повышения адгезионной способности клейковины, которая прочнее склеивает частицы твердой фазы.
Усиление механического воздействия на тесто приводит к увеличению водопоглотительной способности клейковины. В результате возрастает количество сырой клейковины, количество редуцирующих сахаров и водорастворимого азота, т.е. процесс созревания макаронного теста ускоряется.
Чрезмерная механическая обработка вызывает ослабление упруго-вязких свойств макаронного теста из-за частичного разрушения белковой структуры, т.е. механической денатурации клейковины.
Тесто, из макаронной муки (крупки или полукрупки), требует большей продолжительности замеса, чем тесто из хлебопекарной муки, так как проникновение влаги внутрь плотных крупитчатых частиц происходит значительно медленнее, чем внутрь мелких частиц хлебопекарной муки. Продолжительность замеса теста из макаронной муки составляет 20 мин, что обеспечивается трехкорытными тестосмесителями прессов ЛПШ. При замесе теста из крупитчатых продуктов помола твердой пшеницы в однокорытных прессах с продолжительностью замеса 8-9 мин (прессы серии ЛПЛ) влага не успевает равномерно распределиться по всей массе теста, частицы белка не набухают в достаточной степени. В результате при прессовании теста не происходит плотного склеивания крахмальных зерен частицами белка, не происходит создание прочного клейковинного скелета. Выпрессовываемые сырые изделия получаются недостаточно пластичными, на их поверхности видны следы непромеса.
Уплотнение теста. В шнековом цилиндре масса увлажненных тестовых комков и крошек подхватывается лопастями вращающегося шнека и перемещается вдоль цилиндра к матрице. Шнек в этой части выполняет работу транспортирующего механизма, перемещающего сыпучий продукт.
Частицы теста, тесно соприкасаясь друг с другом, постепенно сжимаются. Происходит уплотнение массы, превращение ее в крутое пластичное тесто. Воздух, заполняющий поры и промежутки между частицами теста, вытесняется в сторону загрузочного отверстия шнековой камеры. Давление от нуля повышается 5-12 МПа.
Далее плотная связанная масса теста нагнетается в предматричную камеру (прессовую головку) и, преодолевая сопротивление матрицы, продавливается через формующие отверстия.
При перемещении спрессованного теста к матрице происходит трение теста о внутреннюю поверхность шнековой камеры и о лопасти шпека, а также интенсивное перетирание слоев теста друг о друга. Это объясняется тем, что через ее отверстия продавливается около 20 % теста, нагнетаемого шнеком к матрице. Остальная масса теста закручивается в предматричной камере, стремясь возвратиться в межвитковое пространство шнека. В результате этого перетирания температура теста повышается на 10-20 °С. Температура теста перед матрицей 55-60 °С. Тесто при такой температуре пластичное, легко скользит через отверстия матрицы. Технологические инструкции предусматривают охлаждение теста путем подачи в водяную рубашку шнековой камеры холодной воды.
Структурно-механические свойства теста
Уплотненное макаронное тесто, поступающее к матрице, является упруго-пластичновязким материалом.
Упругость теста – это способность теста восстанавливать первоначальную форму после быстрого снятия нагрузки, проявляется при малых и кратковременных нагрузках.
Пластичность – это способность теста деформироваться. При длительных и значительных по величине нагрузках (выше так называемого предела упругости) макаронное тесто ведет себя как пластичный материал, т.е. после снятия нагрузки сохраняет приданную ему форму, деформируется. Именно это свойство позволяет формовать из теста сырые макаронные изделия определенного вида.
Вязкость – характеризуется величиной сил сцепления частиц между собой (сил когезии). Чем больше величина сил когезии теста, тем оно более вязкое (прочное), менее пластичное.
Пластичное тесто требует меньше энергии на формование, легче поддается формованию. При использовании металлических матриц из более пластичного теста получаются изделия с более гладкой поверхностью. С повышением пластичности тесто становится менее упругим, менее прочным, более липким, сильнее прилипает к рабочим поверхностям шнековой камеры и шнека, а сырые изделия из такого теста сильнее слипаются между собой, плохо сохраняют форму.
Реологические свойства уплотненного теста, т.е. соотношение его упругих, пластических и прочностных свойств, определяются следующими факторами.
С увеличением влажности теста увеличивается его пластичность и уменьшаются прочность и упругость.
С ростом температуры теста также наблюдается увеличение его пластичности и снижение прочности и упругости. Такая зависимость наблюдается и при температуре большей 62,5 °С, т.е. превышающей температуру клейстеризации пшеничного крахмала. Это объясняется тем, что макаронное тесто имеет недостаточное количество влаги, необходимой для полной клейстеризации крахмала при указанной температуре.
С увеличением содержания клейковины уменьшаются прочностные свойства теста и возрастает его пластичность. Наибольшей вязкостью (прочностью) тесто обладает при содержании в муке около 25 % сырой клейковины. При содержании сырой клейковины ниже 25 % с уменьшением пластических свойств теста уменьшается и его прочность. Липкая, сильно тянущаяся сырая клейковина увеличивает пластичность теста и значительно снижает его упругость и прочность.
С уменьшением размера частиц муки увеличивается прочность и уменьшается пластичность теста из нее: тесто из хлебопекарной муки более прочное, чем из полукрупки, а из полукрупки более прочное, чем из крупки. Оптимальное соотношение прочностных и пластических свойств характерно для частиц исходной муки размером от 250 до 350 мкм.
С увеличением давления прессования увеличивается плотность и прочность теста и уменьшается его пластичность.
Вакуумирование теста
Назначение вакуумирования заключается в удалении газообразной фазы из макаронного теста для улучшения качества макаронных изделий: их внешнего вида, прочностных и варочных свойств.
Для вакуумной обработки одно из корыт тестосмесителя либо часть шнековой камеры герметически закрывается. Вакуум создается с помощью вакуумного насоса. Вакуумирование макаронного теста можно проводить в шнековом макаронном прессе либо на стадии замеса, либо на стадии уплотнения. Первый вариант более предпочтителен, так как из рыхлого крошковатого теста легче удалить воздух.
Эффективность удаления газообразной фазы зависит от следующих факторов:
- режима проведения вакуумирования (остаточное давление в зоне вакуумирования, кПа, продолжительность, мин);
- давления прессования;
- типа муки.
При увеличении длительности вакуумирования, давления прессования или при уменьшении остаточного давления в зоне вакуума содержания воздуха в тесте сокращается. Установлено, что воздухосодержание меньше в тесте из макаронной крупитчатой муки, чем в порошкообразной хлебопекарной. Оптимальным режимом считается режим вакуумирования при остаточном давлении не более 40-10 кПа в течение не менее 7 минут.
При формовании теста после вакуумной обработке, т.е. из которого удалены пузырьки воздуха, прочность сырых изделий повышается в среднем на 40 %, а прочность сухих изделий в среднем на 20 %.
Вакуумированные изделия отличаются гладкой поверхностью более ярким желтым цветом, лучшими прочностными (сокращается доля крошки) и варочными свойствами: количество сухих веществ в варочной воде снижается, изделия более устойчивы к слипанию, лучше сохраняют форму при некотором увеличении длительности варки.
1.4 Формование и разделка полуфабриката
Способы формования теста
Назначение формования заключается в придании макаронному тесту определенной формы. Различают два способа формования: прессованием и штампованием.
Формование макаронных изделий прессованием осуществляется выпрессовыванием уплотненного пластичного теста через отверстия матрицы. Условия проведения процесса формования из теста сырых макаронных изделий определяют производительность пресса, а также качество готовых изделий (цвет, степень шероховатости поверхности, плотность и прочность, варочные свойства).
Матрицы изготавливают из сплавов устойчивых к коррозии, обладающих достаточной прочностью, износостойкостью и малой адгезионной способностью. Этим требованиям удовлетворяют фосфористая латунь, бронза, нержавеющая сталь. Для повышения антиадгезионной способности формующие каналы матриц покрывают фторопластом (тефлоном).
По форме матрицы делят на круглые (дисковые) и прямоугольные. Прямоугольные матрицы устанавливают для формования длинных изделий (макароны, вермишель, лапша ) на автоматизированных линиях с подвесной сушкой, а дисковые – для формования остальных видов длинных и коротких изделий.
Макаронные матрицы в зависимости от конструкции формующих отверстий делятся на два основных вида: с вкладышами – для формования трубчатых изделий и некоторых сложных по форме изделий; без вкладышей – для всех остальных изделий кроме трубчатых.
Формование изделий фигурных, нитевидных, ленточных, тестовой ленты для штампования осуществляется следующим образом. Тесто одним потоком входит во входную камеру, а затем продавливается через узкие отверстия формующих щелей. Формующая щель для вермишели имеет в сечении форму круга, а для лапши – прямоугольника с закругленными краями.
Для формования трубчатых изделий в формующем канале закрепляют вкладыш. Тесто во входной камере заплечиками вкладыша делится на три потока. Назначение заплечиков заключается в удержании вкладыша в отверстии матрицы. В переходной части происходит соединение тестовых заготовок и их склеивание под действием давления прессования в тестовую трубку. Окончательное формирование трубки, фиксация ее внешнего диаметра и плотное склеивание продольных швов происходит в формующей щели.
Формование макаронных изделий штампованием. Около 10 % коротких фигурных изделий изготавливают штампованием. При этом используют щелевидные матрицы и штампмашины. Из щелевидной матрицы выпрессовывается лента теста шириной около 80 см и толщиной около 3 мм. Дальнейшая обработка тестовой ленты осуществляется на штампмашине и состоит из следующих технологических операций: калибровка ленты (прокатка ее через валки), при которой толщина ленты уменьшается до 1-2 мм, обдувки откалиброванной ленты, штамповки из ленты тестовых заготовок и придания им пространственной формы (например, сжатием их посередине). Остатки ленты теста измельчают и подают в месильное корыто пресса на вторичную переработку, а изделия поступают на сушку в конвейерную сушилку.
Производительность прессовых матриц. Производительность матриц характеризуется количеством сырых изделий, которые выпрессовываются через ее отверстия в единицу времени. Производительность прессовой матрицы зависит от скорости выпрессовывания, площади живого сечения матрицы.
Скорость выпрессовывания макаронного теста через формующие отверстия матрицы определяются пластичностью теста и величиной давления прессования. Пластичность теста зависит в основном от его влажности и температуры. С увеличением влажности теста до 33 % возрастает пластичность и скорость выпрессовывания. Дальнейшее увеличение влажности способствует получению после замеса крупнокомковатого теста, плохо заполняющего шнековую камеру, прилипанию теста к шнеку и стенкам камеры – падает давление прессования. Все это приводит к снижению скорости прессования.
С ростом температуры теста примерно до 70 °С скорость выпрессовывания будет увеличиваться. Дальнейшее увеличение температуры приводит к росту скорости прессования: уменьшение сопротивления матрицы продавливанию очень пластичного теста приводит к падению давления прессования.
Площадь живого сечения матрицы или площадь матрицы на свету зависит от формы отверстий и от количества отверстий в матрице. При эксплуатации засоренных матриц площадь живого сечения матрицы уменьшается, что приводит к снижению производительности матриц. Изделия, изготовленные из теста, нагретого до температуры выше 70 °С, имеют плохие варочные свойства вследствие глубоких изменений свойств белковых веществ. Оптимальными температурами теста перед матрицей следует считать: при производстве длинных изделий – 60°С, при производстве коротких – 70°С. Однако современные прессы при отсутствии специального подогрева теста редко могут обеспечить такие температуры.
Разделка сырых макаронных изделий
Разделку сырых макаронных изделий осуществляют непосредственно после выпрессовывания; ее целью является подготовка изделий к сушке.
Разделка заключается в обдувке, резке и раскладке (или развешивании) отформованных сырых макаронных изделий. От правильности разделки зависят такие показатели, как производительность сушильного оборудования, расход сырья и качество готовых макаронных изделий.
Обдувка сырых изделий. Выпрессовываемые сырые макаронные изделия на выходе из матрицы являются пластичным, довольно легко деформируемым материалом. Для облегчения резки и предотвращения слипания сырые изделия при выходе из формующих отверстий матрицы интенсивно обдуваются воздухом. Это приводит к образованию на их поверхности подсушенного слоя, который препятствует слипанию изделий при сушке их на транспортерах (коротких изделия) или в лотковых кассетах (макароны), а также прилипанию их к бастунам (подвесная сушка длинных изделий).
Обдувку осуществляют воздухом формовочного отделения температурой около 25 °С и относительной влажностью 60-70%. При этом относительная влажность сырых изделий снижается на 1-2 % при традиционных режимах замеса и формования, на 3-4 % при высокотемпературных режимах.
При использовании подвесной сушки длинных изделий (на бастунах) обдувку необходимо проводить тщательно, избегая чрезмерной подсушки поверхности изделий, так как возможно разрушение поверхностного слоя изделий в местах перегиба и падение их с бастунов при развешивании или в процессе высушивания.
Резка. Отформованные и подсушенные макаронные изделия разрезаются на необходимую длину с помощью режущего механизма и для высушивания раскладываются на сушильные поверхности, либо укладываются в лотковые кассеты (макароны при кассетном способе сушки), либо развешиваются на бастуны (длинные изделия при подвесном способе сушки).
Резка коротких изделий осуществляется двумя способами: скольжением ножа по плоскости матрицы или в подвесном состоянии – свисающая прядь режется на некотором расстоянии от матрицы. Резка фигурных изделий производится всегда первым способом, резка перьев – вторым. Короткие вермишель и лапша могут разрезаться как тем, так и другим способом, причем во втором случае изделия получаются более прямыми, поэтому появляется возможность более интенсивной обдувки, например прососом воздуха вдоль пряди.
Раскладка. Назначение раскладки заключается в размещении разрезанного полуфабриката на сушильных поверхностях. Подача сырого продукта в сушилку осуществляется с помощью механического раскладчика (раструсчика). Труба или транспортер раскладчика совершает качательные движения над движущейся лентой верхнего транспортера сушилки, распределяя на ней продукт равномерным слоем. Толщина слоя продукта регулируется изменением скорости движения ленты. Толщина слоя составляет от 2 до 5 см в зависимости от ассортимента изделий. Для предотвращения образования слитков изделий необходимо поддерживать на верхних лентах сушилок (пока изделия еще пластичны и могут слипаться между собой) минимальную толщину слоя.
При сушке макарон в лотковых кассетах кассеты с сырыми макаронами устанавливают в сушильные шкафы одна на другую в стопки, поэтому для равномерного высушивания и получения изделий хорошего качества макароны должны равномерно и полностью заполнять кассету. Если кассета будет заполнена не полностью, то во время сушки основной поток сушильного воздуха пойдет по пути наименьшего сопротивления – в свободное пространство над макаронами, а не через макаронные трубки. Это приведет к неравномерному высушиванию изделий. Чрезмерное заполнение кассеты сырыми макаронами «с горкой» приведет к их смятию под действием массы стоящих выше кассет с макаронами, что затруднит проход воздуха через трубки, увеличит их слипание и приведет к получению деформированных макарон.
Оценка качества полуфабрикатов
В макаронном производстве полуфабрикатами принято считать тесто в конце замеса и сырые макаронные изделия. Согласно технологическим инструкциям хорошо замешенное макаронное тесто должно быть однородным по цвету, крошковатым или мелкокрошковатым, равномерно увлажненным по всей массе, без следов непромеса.
Отформованные сырые макаронные изделия должны иметь гладкую ровную поверхность без следов непромеса, посторонних вкраплений, надрывов, бугристости, «чулка»; однородный матовый желтый, кремовый, беловато- или коричнево-желтый цвет без белесости. Сырые макаронные изделия должны быть плотными, упругими, хорошо сохранять приданную им форму, не мяться, не слипаться между собой, не прилипать к сушильным поверхностям (бастунам, кассетам, лентам транспортера), не трескаться и не обрываться при разделке. Трубчатые изделия должны иметь отверстия внутри трубки, при легком сжатии трубочки макарон двумя пальцами до соприкосновения противоположных поверхностей, она не должна слипаться или расслаиваться по швам. Длинные изделия должны выдерживать собственную массу нити длиной до 1,5-2 м, не осыпаясь и не вытягиваясь. Срез изделий должен быть ровным, соответствовать виду изделий, не смятым, не слипшийся, не рваным.
Для оценки качества полуфабрикатов на макаронных предприятиях используют методы, приведенные в инструкции по технохимическому контролю макаронного производства.
Для контроля процесса замеса макаронного теста, его режима, соблюдения производственных рецептур периодически, по мере необходимости, определяют внешний вид, влажность и температуру теста в конце замеса.
Контроль за качеством выпрессовываемых изделий заключается в оценке их внешнего вида, температуры, влажности и кислотности.
1.5 Сушка и охлаждение изделий
Сырые макаронные изделия являются удобной средой для протекания различных биохимических и микробиологических процессов. Для предотвращения развития этих процессов изделия подвергают консервированию высушиванием до влажности не более 13 %.
Сушка макаронных изделий является наиболее длительной стадией процесса их производства. От режимов ее проведения во многом зависят такие показатели качества готовой продукции, как прочность, стекловидность в изломе, кислотность. Интенсивная сушка может привести к растрескиванию изделий; чрезмерно затянутая сушка на первой стадии удаления влаги, – к прокисанию, вспучиванию изделий; при сушке в слое – к образованию слитков, деформированию продукции.
Высушивание заканчивают по достижении изделиями влажности 13,5- 14 %, чтобы после остывания, перед упаковкой, влажность их составляла не более 13 %.
Конвективный способ сушки
Конвективный способ сушки основан на тепло- и влагообмене между высушиваемым материалом и нагретым сушильным воздухом, который обдувает изделия. Процесс сушки заключается в подводе влаги, находящейся внутри изделия к его поверхности, превращении влаги в пар и удалении пара с поверхности изделия. При этом сушильный воздух выполняет следующие основные функции:
а) отдает материалу энергию (теплоту), необходимую для превращения воды в пар;
б) поглощает испаряющийся с поверхности изделий пар;
в) отводит от изделия испарившийся пар.
Основными параметрами сушильного воздуха, определяющими скорость высушивания изделий, являются температура, относительная влажность и скорость движения. Чем выше температура сушильного воздуха, тем интенсивнее происходит испарение влаги с поверхности изделий; чем ниже относительная влажность воздуха, т.е. чем он «суше», тем интенсивнее он будет поглощать испаряющуюся влагу, и чем выше скорость движения воздуха над изделиями тем быстрее будет отводиться от них испарившаяся влага.
Перемещение влаги из внутренних слоев материала к наружным происходит под влиянием градиента влажности, т.е. разницы во влажностях слоев, возникающей в результате испарения влаги с поверхности материала и осушения наружных слоев. Градиент влажности направлен к центру высушиваемых изделий, т.е. в направлении, противоположном перемещению влаги. Величина его тем больше, чем интенсивнее происходит осушение наружных слоев. Явление перемещения влаги под влиянием градиента влажности называют влагопроводностью, или концентрационной диффузией.
При сушке макаронных изделий воздухом с определенными параметрами влажность высушиваемых изделий будет постепенно снижаться до определенной величины, называемой равновесной влажностью. Сушильному воздуху с определенными значениями параметров (температура, влажность) соответствует определенная равновесная влажность изделий, которая не снизится, сколько бы изделия ни обдувались этим воздухом.
Для правильного выбора режима сушки очень важно знать величины равновесной влажности макаронных изделий, которые определяются по кривым равновесной влажности.
Изменение свойств макаронных изделий при сушке
Особенностью сушки макаронных изделий является изменения их структурно-механических свойств и размеров. Во время сушки влажность продукта снижается от 29-30 % до 13-14 %, при этом происходит постепенное сокращение линейных и объемных размеров, усадка изделий составляет 6-8 %.
Сырые изделия, поступающие на сушку, являются пластичным материалом и сохраняют пластические свойства примерно до 20 %-ной влажности. При снижении влажности примерно от 20 до 16 % они постепенно утрачивают свойства пластичного материала и приобретают свойства, характерные для упругого материала. При такой влажности макаронные изделия являются упругопластичным телом.
Начиная примерно с 16 %-ной влажности, макаронные изделия становятся твердым упругим телом и сохраняют его свойства до конца сушки.
При мягких режимах сушки, т.е. медленном высушивании воздухом с низкой сушильной способностью, перепад по влажности между наружными и внутренними слоями невелик, так как влага из более влажных внутренних слоев успевает переместиться к подсушенным наружным слоям. Все слои изделий сокращаются приблизительно равномерно. Сушильная способность воздуха характеризуется количеством влаги, которое может поглотить 1 кг воздуха до полного его насыщения, т.е. до влажности 100 %.
При жестких режимах сушки, т.е. интенсивном высушивании воздухом с высокой сушильной способностью, перепад по влажности между наружными и центральными слоями достигает значительной величины вследствие того, что влага из внутренних слоев не успевает переместиться к наружным. Более сухие наружные слои стремятся сократить свою длину, чему препятствуют более влажные внутренние слои. На границе слоев возникают напряжения, называемые внутренними напряжениями сдвига, величина которых тем значительнее, чем интенсивнее удаляется влага с поверхности изделий и чем больше перепад во влажностях (градиент влажности).
Пока высушиваемые макаронные изделия сохраняют пластические свойства, возникающие внутренние напряжения сдвига рассасываются, т.е. изделия меняют свою форму под влиянием напряжений, не разрушаясь. Когда продукт приобретает свойства упругого тела, возникающие внутренние напряжения сдвига, если они превышают предельно допустимые, критические значения, приводят к разрушению изделий – появлению микротрещин, которые, в конечном счете, могут превратить изделия в крошку.
Таким образом, макаронные изделия можно высушивать при жестких режимах, не опасаясь появления в них трещин, до влажности 20 %. При достижении продуктом этой влажности во избежание растрескивания необходимо проводить высушивание при мягких режимах, медленно удаляя влагу. Особенно осторожно следует удалять влагу на последних этапах сушки по достижении изделиями влажности 16 % и ниже. Этот вывод находит практическое применение при сушке изделий в сушилках современных поточных линий, в которых процесс сушки разделен на два этапа – предварительная и окончательная сушка.
Режимы сушки изделий
Под термином режим сушки понимают совокупность параметров сушильного воздуха (температура, относительная влажность, скорость движения воздуха) и длительность сушки. Оптимальным режимом сушки определенного вида макаронных изделий считают такой режим, при котором получаются изделия нормального качества при наименьших продолжительности сушки и затрате энергии.
В настоящее время используют режимы конвективной сушки макаронных изделий:
- традиционные низкотемпературные с температурой сушильного воздуха до 60 °С;
- высокотемпературные с температурой сушильного воздуха от 70 до 90 °С;
- сверхвысокотемпературные с температурой более 90 °С.
Для сушки макаронных изделий наиболее распространены низкотемпературные режимы: с постоянной сушильной способностью, с изменяющейся сушильной способностью, трехстадийный.
Сушка с постоянной сушильной способностью воздуха. Высушивание изделий осуществляется в шкафных бескалориферных сушилках типа ВВП, «Диффузор» и 2ЦАГИ-700.
Кассеты, заполненные сырыми макаронами, укладывают либо на тележки, которые отвозят в сушильное отделение, где кассеты устанавливают на полки сушильных аппаратов, либо в шкафы-вагонетки, которые вплотную ставят к сушильным шкафам.
Кассеты на полках сушильных аппаратов или в вагонетках укладывают в несколько рядов по ширине и высоте.
Шкафные сушилки оборудуют вентиляционными установками. Сушка макарон осуществляется продувкой воздуха через макаронные трубки, лежащие в кассетах. Для сушки макарон используется воздух из цеха. Для равномерного высушивания периодически (через 1 ч) меняют направление движения воздуха на противоположное, переключая электродвигатель на работу в обратном направлении.
В сушильном цехе параметры воздуха при помощи приточно-вытяжной вентиляции поддерживаются на постоянном уровне, т.е. воздух имеет постоянную сушильную способность, а именно: температуру около 30 °С и относительную влажность 65-70 %. Воздух в цехе нагревается либо батареей радиаторов отопления, либо калорифером, через который нагнетается в цех свежий воздух взамен отсасываемого из цеха увлажненного отработанного воздуха. Продолжительность сушки составляет около 24 ч.
При сушке в лотковых кассетах макароны подвергаются обдувке воздухом с внутренней и наружной поверхности трубочек. Из-за неравномерного соприкосновения макарон между собой происходит неравномерное удаление влаги с их поверхности, а следовательно, неравномерная усадка изделий. Это приводит к искривлению изделий во время сушки, что значительно снижает их качество, увеличивает расход тары для упаковки. Соприкосновение трубочек в кассете и невозможность быстрого удаления влаги в начальной стадии сушки приводят к слипанию изделий, образованию слитков.
Недостатком данного способа сушки являются также большие затраты ручного труда и дискомфорт помещения (повышенные температура и влажность воздуха), в котором производится сушка.
Трехстадийный режим сушки. Режим состоит из трех стадий (предварительная сушка, отволаживание, окончательная сушка). Сушка длинных изделий подвесным способом. Сушка длинных макаронных изделий (вермишели и лапши разных видов, макарон соломка и особых) подвесным способом осуществляется в тоннельных сушилках (предварительной и окончательной) автоматизированных поточных линий Б6-ЛМГ, Б6-ЛМВ, ЛМБ и в линиях фирмы «Брайбанти». Развешенные на бастуны изделия медленно перемещаются в тоннелях сушилок, обдуваясь воздухом сверху вниз.
Назначение предварительной сушки – быстрое удаление влаги из сырых макаронных изделий на том этапе, пока они обладают пластическими свойствами. Основная цель этой стадии заключается в сокращении общей продолжительности сушки макаронных изделий. Быстрое снижение влажности изделий препятствует развитию различных микробиологических и биохимических процессов, в первую очередь прокисанию, вспучиванию и потемнению макаронных изделий.
Параметры сушильного воздуха в предварительной сушилке в зависимости от изделий составляют: температура 35-45 °С, относительная влажность воздуха 65-75 %. Влажность полуфабриката на стадии предварительного высушивания снижается до 20 %. Продолжительность предварительной сушки на этих линиях составляет около 3 ч.
Окончательные сушилки разделены по длине на зоны сушки и отволаживания.
В зонах отволаживания (вторая стадия) относительная влажность воздуха близка к насыщению (к 100 %), поэтому испарение влаги с поверхности изделий отсутствует. В этих зонах происходит выравнивание температуры и влажности продукта по всем внутренним слоям: медленная миграция влаги внутри изделий к поверхности, откуда была удалена влага во время нахождения изделий в предыдущей зоне сушки. При этом рассасываются внутренние напряжения сдвига, возникшие в результате этого удаления.
В зонах сушки (третья стадия) установлены вентиляторы и калориферы, при помощи которых сушильный воздух нагревается и обдувает изделия, висящие на бастунах. Температура воздуха в зонах окончательной сушки составляет, как и в предварительной сушилке, 35-45 °С, а относительная влажность воздуха несколько выше – 70-85 %.
Бастуны с изделиями, пересекают поочередно зоны сушки и зоны отволаживания. Таким образом, удаление влаги из продукта производится ступенчато, т.е. периоды сушки чередуются с периодами отволаживания. В результате так называемого пульсирующего режима сушки получаются прочные изделия со стекловидным изломом.
Продолжительность окончательной сушки продукции зависит от ассортимента и в среднем составляет от 11 до 15 ч. Выходящие из камеры окончательной сушилки изделия, имеющие влажность 13,5-14 %, направляются на остывание в камеру стабилизации.
Сушка коротких изделий в сушилках автоматических поточных линий. Сушка коротких (короткорезаных и штампованных) изделий в сушилках (предварительной и окончательной) автоматических поточных линий производится в три этапа. Стадиям предварительной и окончательной сушки предшествует стадия первичной подсушки. Она осуществляется в установках (трабатто), где сырые изделия совершают «прыгающие» движения, обдуваясь 2-3 мин. горячим воздухом. На поверхности изделий образуется подсушенный слой, предотвращающая слипание их во время последующего высушивания «в слое» на лентах конвейерных сушилок.
Сушка с изменяющейся способностью воздуха. Сушка коротких изделий в паровых конвейерных сушилках. Сырые изделия распределяются раскладчиком на ленту верхнего транспортера сушилки, медленно перемещаются в противоположную сторону, ссыпаются на ленту следующего транспортера и так далее – до нижнего транспортера, которым подаются на выгрузку.
Слои изделий, лежащие на лентах транспортеров, пронизываются сушильным воздухом, который засасывается в днище и выбрасывается в верхней части сушилки. Свежий воздух подогревается нижним калорифером до температуры 50-60 °С и относительной влажности 15-20 %. Затем подогретый сушильный воздух проходит через слой изделий, лежащий на нижнем транспортере, отдает им часть теплоты и увлажняется. Пройдя через второй калорифер, воздух снова нагревается примерно до той же температуры, проходит слой изделий, лежащий на ленте второго транспортера, и так далее – до верхнего транспортера. Параметры отработанного сушильного воздуха на выходе из сушилки примерно следующие: температура 40-50 °С, относительная влажность 50-60 %. Такой режим сушки называют режимом с повышающейся сушильной способностью воздуха: по мере высыхания изделия обдуваются более сухим воздухом.
Продолжительность сушки изделий (до влажности 13,5-14 %) составляет в зависимости от ассортимента от 30 (для вермишели и суповых засыпок) до 90 мин (для крупных фигурных изделии).
Применение таких жестких режимов сушки часто приводит к образованию трещин на поверхности высушиваемых изделий, особенно трубчатых (перьев, рожков) и фигурных (ракушек и т.п.). Преимущества этого режима: большая производительность этих сушилок при небольших габаритных размерах, а также относительная простота их обслуживания и надежность в работе.
Высокотемпературная сушка. Этот режим по сравнению с традиционным позволяет снизить затраты энергии и уменьшить производственные площади на единицу вырабатываемой продукции, сократить продолжительность сушки в среднем на 40-50 % и при правильно подобранных режимах сушки улучшить качество макаронных изделий (цвет и варочные свойства) и их микробиологическое состояние.
Высокотемпературная сушка может осуществляться в обычных сушилках поточных линий, при этом либо увеличивается производительность линии путем включения в ее состав более мощных прессов и увеличения скорости движения транспортеров сушилок, либо сокращается длина сушилок линии с сохранением ее производительности.
При разработке режимов высокотемпературной сушки макаронных изделий необходимо исходить из следующих основных предпосылок:
- процесс сушки должен осуществляться в две основные стадии: предварительная и окончательная сушка;
- температура сушильного воздуха должна быть (на одной из стадий) в пределах 60-90 °С. Использование такого интервала обусловлено тем, что 60 °С – минимальный предел для полной пастеризации макаронных изделий, а 90 °С – температура, при которой возникает вероятность протекания реакции меланоидинообразования Майяра (неферментативное потемнение продукта);
- сушка изделий должна осуществляться при высокой относительной влажности воздуха с тем, чтобы избежать чрезмерного удаления влаги с поверхностных слоев изделий и возникновения опасных величин напряжений сдвига между внутренними слоями изделий, которые могут привести к растрескиванию продукта, превращение его в лом.
Сверхвысокотемпературная сушка. В настоящее время все ведущие фирмы отрасли «Паван», «Бюлер», «Бассано» производят линии для производства коротких макаронных изделий с режимом сверхвысокотемпературной сушки. Для этих режимов характерно использование сушильного воздуха с температурой более 90 °С и относительной влажностью около 90 %, проведение сушки в 3 этапа. Достоинствами сверхвысокотемпературные режимов сушки являются: сокращение процесса сушки за счет ускорения массообмена; улучшение микробиологического состояния продукции и санитарно-гигиенических условий производства; улучшение качества, варочных свойств изделий, что особенно важно при переработки муки из мягких пшениц; сокращение расхода энергии на 10-15 % и уменьшение производственных площадей на единицу продукции.
Сушка с предварительной термической обработкой сырых изделий. Термообработка изделий перед сушкой может значительно сократить процесс их обезвоживания, поскольку позволит применить жесткие режимы сушки без опасения появления трещин. Это объясняется тепловой денатурацией белков и частичной клейстеризацией крахмала, что ведет к снижению энергии связи этих компонентов с влагой.
Назаровым предложен способ обработки сырых длинных макарон паровоздушной смесью температурой 95-98 °С и относительной влажностью 95 % в течение 2 мин, а короткорезаных изделий – сухим паром температурой 120-180 °С в течение 30 с с последующей сушкой продукта при жестких режимах.
Охлаждение изделий
Макаронная продукция, выходящая из сушилки имеет обычно повышенную температуру, равную температуре сушильного воздуха. Перед упаковкой ее необходимо охладить до температуры упаковочного отделения. При медленном охлаждении происходит стабилизация изделий: окончательно выравнивается влажность по всей толщине изделий, рассасываются внутренние напряжения сдвига, оставшиеся после сушки, а также некоторое снижение массы остывающих изделий за счет испарения 0,5-1 % влаги из них.
Минимальная продолжительность стабилизации составляет 4 ч, при этом изделия омываются воздухом температурой 25-30 °С и относительной влажностью 60-65 %.
Быстрое охлаждение высушенных изделий интенсивной обдувкой в охладителях различных конструкций или остывание их на ленточных транспортерах при подаче на упаковку нежелательно. Высушенные изделия за короткое время (около 5 мин) успевают охладиться до температуры цеха и последующей усушки их после упаковки не происходит, однако за короткий промежуток времени внутренние напряжения сдвига не только не успевают исчезнуть, но и увеличиваются, и если изделия были подвергнуты чрезмерно интенсивной сушке, растрескивание их и превращение в крошку может произойти уже после упаковки. В современных автоматизированных поточных линиях камеры стабилизации одновременно выполняют роль накопителей: в них накапливаются изделия, выработанные в ночную смену, что позволяет организовать упаковку изделий только в дневную и вечернюю смену.
1.6 Отбраковка, сортировка, упаковка и хранение готовой продукции
Высушенные и охлажденные макаронные изделия подвергают ручной отбраковке. После выборочного контроля качества каждой партии изделий в лаборатории их упаковывают в потребительскую тару или оптовую (транспортную). Назначение упаковки – предохранить изделия от поломки, загрязнений, от действия влаги во время транспортирования и хранения.
Каждая партия макаронных изделий, отправляемая потребителю, должна сопровождаться удостоверением качества, который выдается предприятием на основании лабораторных анализов.
Отбраковка продукции
Назначение отбраковки заключается в контроле качества изделий, установлении их соответствия нормам и удалении всех дефектных изделий. При отбраковке удаляют недосушенные, растрескавшиеся, сильнодеформированные, с повышенной кислотностью, заплесневелые и другие дефектные изделия.
Особое внимание уделяется отбраковке макарон, высушенных в лотковых кассетах, и короткорезаных изделий, высушенных в паровых конвейерных сушилках, так как в них могут образовываться слитки из-за неравномерного удаления влаги и тесного соприкосновения изделий при сушке.
Перед упаковкой продукцию подвергают тщательному магнитному контролю, особенно короткорезаные изделия, которые сушили на металлических сетчатых конвейерах. Для этого выводные транспортеры, упаковочные столы, виброохладители оборудуют специальными течками с магнитными уловителями, которые задерживают мелкие (пылевидные) частицы металла. На упаковочных столах устанавливают сетки для отсеивания мучели (мелких частиц сухих изделий).
Упаковка макаронных изделий
Готовые макаронные изделия фасуют либо в потребительскую тару, либо в оптовую тару.
Упаковка в потребительскую тару, производится на фасовочных автоматах, полуавтоматах или вручную. Потребительская тара – тара массой нетто не более 5 кг.
Макаронные изделия массой нетто не более 5 кг фасуют в потребительскую тару: пачки или красочно оформленные коробки из картона или пакеты из бумаги, целлофана, полиэтилена или из других упаковочных материалов и пленок, разрешенных Министерством здравоохранения России для этих целей.
Макаронные изделия массой нетто не более 25 кг фасуют в оптовую тару, выполняющую функцию транспортной.
На потребительской таре указывают информацию для потребителя: товарный знак, наименование предприятия-изготовителя, его местонахождение, наименование продукции, ее группу и сорт, массу нетто (при стандартной влажности), способ приготовления, дату выработки, срок хранения, обозначение стандарта или ТУ, информационные сведения об энергетической ценности, содержании белка, жира и углеводов в 100 г изделий, состав, содержание в рецептуре красителей, ароматизаторов, пищевых и других добавок, в том числе сырья из генетически модифицированных источников.
Расфасованные в потребительскую тару изделия должны быть упакованы в транспортную тару вместимостью не более 30 кг: ящики из древесины и древесных материалов, из гофрированного картона.
Транспортная тара должна обеспечивать сохранность упакованной продукции при ее хранении и транспортировании.
Перед упаковыванием оптовую тару (ящики и короба) выстилают внутри чистой оберточной бумагой. Фасованные изделия допускается упаковывать во все виды ящиков, не застилая их бумагой, а весовые изделия – только в новые ящики из гофрированного или литого картона.
Короткие макаронные изделия предназначены для реализации в близлежащих районах или при транспортировании их на расстояние не более 500 км, могут быть упакованы в четырехслойные бумажные мешки вместимостью не более 20 кг.
Фасованные макаронные изделия разрешается упаковывать в тару-оборудование (контейнера).
На каждую единицу транспортной и оптовой тары наносят маркировку, характеризующую продукцию: товарный знак и наименование предприятия-изготовителя, наименование макаронных изделий их группу и сорт, дату выработки, массу нетто (при стандартной влажности), массу тары брутто (для оптовой продукции), срок хранения обозначение стандарта, а также манипуляционные знаки «Хрупкое. Осторожно», «Беречь от влаги».
Макаронные изделия, предназначенные для перевозки водным или смешанным железнодорожно-водным транспортом, а также отправляемые в регионы Крайнего Севера и труднодоступные районы, должны упаковываться только в дощатые или фанерные ящики.
Ящики и другие упаковочные материалы должны быть прочными, чистыми, сухими, не зараженными вредителями хлебных запасов, без постороннего запаха.
Хранение продукции
Ящики, короба и мешки с упакованной макаронной продукцией следует хранить в складских помещениях на стеллажах или поддонах при относительной влажности воздуха не более 70 % и температуре не выше 30 °С. Нельзя хранить изделия вместе с товарами, имеющими специфический запах, так как макаронная продукция впитывает этот запах.
Гарантийный срок хранения макаронных изделий морковных, шпинатных и без добавок – два года со дня выработки, яичных и томатных – один год, молочных – 5 мес.
Причиной порчи изделий при хранении является плесневение в результате повышения их влажности. Макаронные изделия гигроскопичны, попадая во влажную среду, они впитывают влагу. Опасность плесневения возникает при повышении влажности изделий более 16 %. При хранении во влажной среде, макаронная продукция, интенсивно поглощая влагу, может растрескаться и превратиться в крошку.
По кривым равновесной влажности можно прогнозировать влажность макаронных изделий при хранении в среде с определенными параметрами воздуха. При увлажнении изделий (сорбция влаги) равновесная влажность их будет примерно на 1 % ниже, чем при высушивании (десорбция влаги) для одних и тех же параметров воздуха вследствие сорбционного гистерезиса.
Макаронные изделия подобно зерну, муке и другим зернопродуктам могут повреждаться различными вредителями, насекомыми и грызунами (мыши, крысы). Насекомые могут попадать в сырье и макаронные изделия как при хранении, так и при перевозках.
Для предотвращения заражения продукции вредителями необходимо соблюдать правила транспортирования и хранения, систематически проводить профилактические мероприятия для предупреждения возможности заражения: проверять зараженность муки, готовых изделий и тары, содержать все помещения и оборудование предприятия в чистоте, проводить истребительные меры дезинфекцию, дезинсекцию и дератизацию предприятий, уничтожение соответственно микроорганизмов, насекомых и грызунов.
Переработка брака
Отбракованную продукцию, а также полуфабрикат (сырые обрезки, концы, рваные, деформированные, слипшиеся, грубошероховатые трубки сырых макарон, слитки макарон, вермишели, лапши, тесто из головки пресса, просыпь из-под сушилок и упаковочных столов), не потерявший своих пищевых качеств, т.е. без загрязнений, посторонних привкусов и запахов, без признаков плесени, направляют на вторичную переработку.
Сухие отходы дробят на установках в крупку с размером частиц менее 1 мм и в таком виде добавляют в приемную воронку или бункера (силосы) для муки в количестве до 10 % ее массы.
Сырые обрезки (концы) после разделки сырых изделий измельчают и добавляют в тестосмеситель пресса в количестве до 15 % массы муки, что не изменяет производительность пресса и качество продукции. При выработке макарон с лотковой сушкой желательно отходы при замесе теста не вводить из-за ослабления структуры выпрессованных макарон и обрыва прядей.
На малых предприятиях при отсутствии дробильных установок сухие отходы замачивают в баках с водой температурой 65-70 °С в течение не более 1 ч, добавляют небольшими порциями к замешиваемому тесту.
Объекты контроля
Технологический контроль макаронного производства включает контроль сырья, контроль полуфабрикатов, контроль сухой вторичной переработки, контроль тары и упаковочных материалов, поступающих на предприятие, контроль готовой продукции, контроль параметров технологического процесса, контроль за выполнением норм расхода сырья. Перечень объектов контроля в макаронном производстве приведен в табл. 7
Учет расхода сырья
Плановая норма расхода сырья
Норма расхода сырья - это максимально допустимое плановое количество сырья на производство единицы продукции установленного качества. В макаронной промышленности плановая норма расхода сырья определяется количеством сырья (муки, добавок), приведенного к базисной влажности (14,5%) необходимого для выработки одной тонны макаронных изделий влажностью 13%.
Расчет плановой нормы расхода сырья Нс.пл., кг/т, на одну тонну изделий осуществляется по формуле
 , (1)
, (1)
где Уу – удельная величина учтенных отходов, кг/т;
Зт – затраты технологические, кг/т;
Bу – удельная величина безвозвратных потерь сырья, кг/т .
Все указанные в формуле (1) величины должны быть приведены к базисной влажности сырья 14,5%.
В макаронной промышленности норма расхода сырья характеризует выход продукции. Выход готовой продукции – это отношение количество израсходованного сырья (муки и добавок), приведенного к базисной влажности 14,5, к количеству выработанных макаронных изделий (влажностью 13%).
В связи с тем, что влажность макаронных изделий согласно ГОСТ, ниже исходной влажности муки на 1,5-3,5%, выход готовой продукции всегда меньше 100%. При выработке макаронных изделий с добавками или с влажностью ниже 13% норма расхода пересчитывается.
Технологические затраты. Величина технологических затрат Зт, рассчитывается по формуле
 (2)
(2)
где Визд. пл – плановая влажность изделий, %;
Вс.пл. – плановая влажность сырья, равная 14,5%.
В макаронной промышленности норма расхода сырья, в том числе и затраты технологические, зависит от влажности выпускаемой продукции.
Учтенные отходы. В производстве макаронных изделий на всех стадиях технологического процесса образуются неизбежные потери сырья в виде различного рода отходов, непригодных для повторного использования в макаронной промышленности. Эти отходы называются учтенными. К ним относятся:
- смет мучной;
- смет теста и полуфабриката;
- выбой из мешков и сход зерномучных отходов с просеивателей;
- смет сухих изделий;
- отходы от лабораторных анализов в соответствии с ГОСТ 14849-89.
Величина этих отходов зависит от типа и технического состояния транспортного и технологического оборудования, правильности ведения технологического процесса, уровня механизации производства, мощности предприятия, организации рабочих мест, общей культуры производства и других факторов.
Плановая величина учтенных отходов устанавливается путем проведения опытных работ, при которых производятся непосредственные замеры всех видов смета и санитарного брака по участкам технологического процесса.
Расчет удельной величины учтенных отходов плановой влажности Уу, кг/т, проводится по формуле
 (3)
(3)
где Ку.отх. - суммарное количество учтенных отходов (тестовые отходы, мучной смет, смет готовых изделий), кг;
Ву.отх. - средневзвешенная влажность учтенных отходов, %;
И - количество макаронных изделий, при выработке которых получены
потери, т.
Максимально допустимые нормативы учтенных отходов 3,7 кг/т.
Безвозвратные потери. К безвозвратным потерям в макаронном производстве относятся такие виды потерь, которые безвозвратно теряются, то есть не входят в конечный продукт и не могут быть собраны в виде отходов. Безвозвратные потери слагаются из:
- распыла сырья при транспортировании его на складах предприятия до пуска в производство и внутрипроизводственными фабричными механизмами;
- распыла сырья при производстве макаронных изделий: замесе теста, резке и обдувки полуфабриката, охлаждении и упаковке готовой продукции;
- уноса сырья с воздухом аспирационных и вентиляционных устройств;
- потерь при чистке и мытье матриц (сырье теряется с моечными водами).
Мука оседает на оборудовании, полу и одежде рабочих, частично она собирается в виде смета, часть же теряется безвозвратно при мытье полов, окон и оборудования, уносится на обуви, спецодежде рабочих и тому подобное.
Величина безвозвратных зависит от конструктивных особенностей и технического состояния оборудования, вентиляционных, аспирационных, транспортных устройств, уровня механизации производства, организации технохимического контроля, частоты смены матриц. Величина безвозвратных потерь неодинакова даже для предприятий равной мощности и является существенным фактором, определяющим затраты сырья. При плохой организации производства, недостаточном технохимическом контроле, за влажностью сырья и готовых изделий (пересушка), за перевесом при упаковке и тому подобное безвозвратные потери могут составлять значительную величину.
Максимально допустимые нормативы безвозвратных потерь – 1,5 кг/т.
Плановая норма расхода сырья для изделий с добавками
При выработке макаронных изделий без вводимых добавок, когда единственным сырьем являются мука, плановая норма расхода муки соответствует утвержденной норме расхода сырья.
 , (4)
, (4)
где Нс.пл. – плановая норма расхода сырья, утвержденная вышестоящей
организацией.
При выработке изделий с добавками удельный расход муки снижается за счет сухих веществ, вводимых с добавками, при этом норма расхода муки  , кг/т, определяется по формуле
, кг/т, определяется по формуле
 (5)
(5)
где Нс.пл. – плановая норма расхода сырья влажностью 14,5% на 1 т изделий без
добавок, кг/т;
а = а1+а2+…аn – поправочный коэффициент на вводимые добавки (а) равен сумме (а1, а2,...аn) поправочных коэффициентов на каждый вид сырья, входящего в состав добавок и соответствует количеству сухих веществ добавок предусмотренных рецептурой на 100 кг муки.
 (6)
(6)
где Рн.д. - норма добавок на одну тонну муки по утвержденной рецептуре;
Впл.доб- плановая влажность добавок, принимается по утвержденной рецептуре на данный вид изделий.
Норма расхода добавок рецептурной влажности на 1 т изделий Ндоб.пл, кг/т, определяется по формуле
 (7)
(7)
2 ОБОРУДОВАНИЕ МАКАРОННОГО ПРОИЗВОДСТВА
Макаронный пресс ЛПЛ-2М
Конструкция. Шнековый макаронный пресс ЛПЛ-2М (рис.2) состоит из следующих основных узлов: дозировочного устройства, тестосмесителя, прессующего корпуса, прессующей головки, обдувочного устройства, механизма резки.
Дозировочное устройство расположено над тестосмесителем и имеет шнековый дозатор муки, роторный дозатор воды, привод и специальный червячный редуктор.
Шнековый дозатор заключён в цилиндрический корпус 1 с загрузочным патрубком 4 и направляющим лотком 2 для поступления муки в тестосмеситель. Внутри корпуса установлен однозаходный шнек 3.
Роторный дозатор воды имеет бачок 10, внутри которого на валу вращается крыльчатка с карманами 11. Карман при вращении крыльчатки захватывает определённое количество воды, которая через отверстия вала 12 сливается в отсек бачка 14.Отсюда через отвод вода по трубе 13 направляется в тестосмеситель пресса.
Тестосмеситель имеет однокамерную ёмкость 15 длинной 1500мм из листовой нержавеющей стали. Внутри установлены вал 17 диаметром 60 мм с укреплёнными на нём рабочими органами; нож 22 для очистки торцевой стенки камеры от налипающего теста; одиннадцать пальцев 18 и пять лопаток 16 для обеспечения необходимого уровня теста в камере, его переработки и перемещения внутри камеры; толкатель 21 для обеспечения поступления теста в прессующий корпус.
Лопатки на валу тестосмесителя устанавливают под определённым углом, который выбирается при пуске пресса. Оптимальный угол наклона плоскости первых двух лопаток (от места загрузки) к оси вала 60оС, следующих трёх – 40оС.
Количество теста, поступающего из месильной камеры в прессующий корпус, регулируется с помощью заслонки 20, движение которой осуществляется при помощи винта с маховичком 26.
Тестосмеситель закрывается решётчатой крышкой 19, сблокированной с кулачковой муфтой вала тестосмесителя. Открыть крышку можно после выключения электродвигателя привода или разъединения муфты.
Вращение вала тестосмесителя осуществляется от электродвигателя 23 с частотой вращения 1450 об/мин, клиноремённой передачи, трёхступенчатого цилиндрического редуктора. Вал тестосмесителя соединён с валом редуктора главного привода кулачковой муфтой 24 с блокировкой.
Прессующий корпус 27 представляет собой цилиндрическую трубу с двумя фланцами на концах. Одним фланцем корпус крепится к редуктору главного привода, вторым – к прессующей головке. Внутри корпуса установлен однозаходный прессующий шнек 28 длинной 1400 мм, диаметром 120 мм, с шагом витка 100 мм с трёхзаходным звеном 32 на конце. В средней части шнек имеет разрыв винтовой лопасти, в котором встроена шайба 29, обеспечивающая движение теста по перепускному каналу 30, из которого через вакуумный клапан с помощью вакуумного насоса отсасывается воздух из проходящего теста. На внутренней стороне прессующего корпуса по всей его длине расположены канавки 33, уменьшающие проворачивание теста. В конце прессующего корпуса установлена сварная водяная рубашка 31, по которой циркулирует водопроводная вода.
Прессующая головка 36 предназначена для установки круглой матрицы 37 и представляет собой литую конструкцию куполообразной формы. На торцевой верхней части головки имеется отверстие, закрытое фланцем 34, которое служит для выемки шнека из прессующего корпуса без снятия головки. На головке установлен манометр 35 для контроля давления прессования.
Обдувочное устройство 38 служит для предварительной подсушки макаронных изделий, выходящих из фильер матрицы. Устройство состоит из центробежного вентилятора с электродвигателем, обдувочного кольца с отверстиями диаметром 8мм. для прохода воздуха по его внутренней части. Обдувочное кольцо устанавливают под матрицей. В зависимости от скорости прессования продолжительность нахождения изделий в зоне обдувки при подвесном способе резки 5-6 с. За это время на поверхности изделий успевает образовываться подсушенная корочка, которая предотвращает склеивание макаронных изделий при их дальнейшей резке или транспортировке. Обдувка воздухом макаронных прядей может осуществляться двумя способами: нагнетанием и всасыванием воздуха через отверстия в кольцевом сопле.

Рис. 2. Шнековый макаронный пресс ЛПЛ-2М:
1- корпус дозатора; 2- лоток; 3,28 - шнеки; 4- патрубок; 5 - электродвигатель; 6-храповое колесо; 7- рукоятка; 8- двуплечий рычаг; 9- полукольцо; 10,14 - бачки; 11- карманы крыльчатки; 12,17 - валы; 13 - труба; 15 – однокамерная ёмкость; 16 - лопатка; 18- палец; 19- крышка; 20 - заслонка; 21 - толкатель; 22- нож; 23- электродвигатель; 24 -муфта; 25- звёздочки; 26- маховичок; 27- прессующий корпус; 29- шайба; 30- перепускной канал; 31- водяная рубашка;32- трёхзаходное звено;33- канавки; 34- фланец; 35- манометр; 36-прессующая головка;37- матрица, 38 - обдувочное устройство.
Принцип работы. Мука самотеком непрерывно из бункера поступает в дозатор, из которого вращающимся шнеком подается в корыто тестосмесителя. Одновременно подогретая вода температурой 40—60°С из дозатора по трубе поступает в тестосмеситель туда, где подается мука. В зависимости от влажности муки расход воды составляет 80—90 л/ч. При нормальной работе пресса тесто должно заполнять 2/з объема корыта и иметь небольшой уклон по направлению к выходному отверстию.
Необходимый уровень заполнения корыта тестом достигается регулированием наклона плоскости концов лопаток к оси вала, которые отбрасывают определенную часть комочков теста в направлении от выходного отверстия к дозаторам. Отбрасывание теста в обратном направлении в оптимальных размерах необходимо для обеспечения нормальной циркуляции теста, что способствует набуханию клейковины и лучшей проработке теста лопатками и пальцами.
Замешенная в виде комочков и крупинок тестообразная масса из корыта смесителя через отверстие в нижней части направляется в прессующий корпус. При этом, регулируя заслонкой размер выходного отверстия, можно изменять количество теста, подаваемого в прессующий корпус, и тем самым изменять производительность пресса. В прессующем корпусе тесто поступает в перепускной канал, где из него через вакуум-клапан удаляются воздух и пары воды. Из перепускного канала тесто проходит сквозь решётку в прессующий корпус, захватывается витками шнека, нагнетается в головку и затем продавливается через формующие отверстия матрицы. Выходящие из матрицы отформованные макаронные изделия проходят обдувочное устройство, при этом они имеют температуру, равную температуре прессованного теста (45—50 °С).
В прессовом отделении значительно меньшая температура окружающего воздуха, в результате для изделий, выходящих из матрицы, создается температурный перепад, величина которого зависит от разности температур прессования и окружающей среды. Чем больше эта разность, тем выше температурный перепад и, следовательно, более интенсивное испарение влаги с поверхности изделия. Этот процесс происходит до тех пор, пока температура изделия и окружающей среды не выровняется, после чего на поверхности изделия возникает защитная корочка, которая препятствует слипанию изделий в процессе их дальнейшей раскладки и сушки.
При изготовлении длинных макаронных изделий выходящие из матрицы пряди принимаются на специальный стол, раскладываются в кассеты, режутся и в кассетах транспортируются в сушильные камеры.
Короткорезаные изделия поступают насыпью к сушильным установкам.
Правила эксплуатации матриц
Для содержания прессовых матриц в должном техническом состоянии на предприятиях имеются графики смены матриц, их чистки, технического осмотра и ремонта. Каждая матрица закрепляется за определенным прессом и колосником, поэтому на матрице указывается номер пресса. Одна матрица находится в эксплуатации не более суток, после чего она подлежит замене.
Снимать матрицу с пресса следует только специальным съемником. При установке матрицы в кольцо пресса можно применять только деревянный молоток.
Для очистки матриц на предприятии предусмотрено моечное отделение, которое включает следующее оборудование и инвентарь: машину для мойки матриц; ванну с гнездами для отмочки матриц; световую подставку для проверки чистоты матриц после мойки; специальный стеллаж или этажерку для хранения чистых матриц; шкаф с инструментом и запасными частями для ремонта матриц.
Матрицу опускают в ванну для отмочки и устанавливают на ребро. Температура воды в ванне 40—50 °С, отмачивается матрица в течение 10—12 ч. После отмочки матрицу устанавливают в моечную машину.
При осмотре необходимо обратить внимание на размеры и профиль отверстий и вкладышей.
Вкладыши в формующих отверстиях должны сидеть плотно, ось вкладыша должна совпадать с осью отверстия. Края прессующих щелей и вкладышей не должны иметь заусенцев.
Для технического осмотра и текущего ремонта вкладыши макаронной матрицы вынимают только в случае необходимости.
Не рекомендуется чистить отверстия матрицы гвоздями или шилом и без необходимости удалять вкладыш.
Конвейерные сушилки
Сушилка СПК-4Г-45 (рис. 24). Состоит из следующих основных частей: пяти ленточных конвейеров 4, двух приводных колонок 12, паровых калориферов 2, вентиляционной системы 9 и пульта управлении сушилкой.
Каркас 1 сушилки сборный металлический, снаружи облицован металлическими щитами, имеет двери. Для наблюдения за процессом сушки продукта, отбора проб, очистки сеток и ремонта с боковых сторон сушилки установлены съёмные щиты с окнами 7, а с торцовых сторон – двери.
|
|
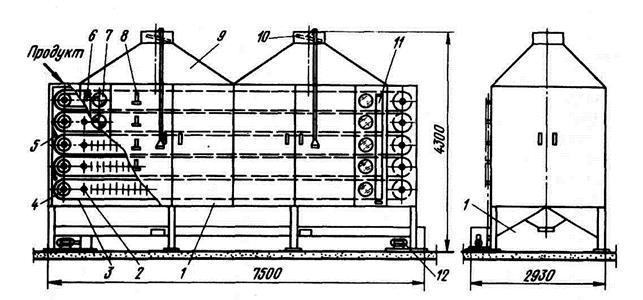
Рис 24. Сушилка СПК-4Г-45:
1 -каркас; 2 - калорифер; 3 -сетчатая лента, 4 -ленточный конвейер, 5 -шиберы;
6, 11-коллектор; 7 -окно; 8 -угловой термометр; 9 -вентиляционна система; 10 -шиберы;
12 -приводная колонка
Внутри сушилки один под другим расположены пять пар барабанов, диаметр каждого 340 мм, на которые натянута металлическая сетчатая лента 3 шириной 2000 мм из нержавеющей стали, при этом общая сушильная поверхность лент 45 м2. Каждая пара барабанов относительно другой смещена по длине, что позволяет продукту пересыпаться с ленты на ленту.
Для очистки поверхности барабанов от налипающего продукта на всех пяти натяжных барабанах установлены скребки. В местах ссыпки продукта с верхней ленты на нижнюю установлены поворотные направляющие шибера 5.
Сушилка обогревается паровыми ребристыми калориферами, расположенными между ведущей и ведомой ветвями сетчатых лент всех пяти конвейеров. Калорифер 2 каждого конвейера состоит из двух последовательно соединенных батарей. Каждая батарея представляет собой две продольные трубы диаметром 44,5/39,5 мм с отверстиями, в которые вставлено 16 поперечных труб диаметром 38/33 мм.
На поперечных трубах навиты металлические полоски шириной 30 мм и толщиной 1 мм так, что образуются ребра в количестве 100 на 1 м длины трубы. Поверхность нагрева каждого калорифера 140 м2, общая поверхность калориферов сушилки 700 м2. Источником тепла для калориферов служит пар, который поступает от паросиловой установки под давлением 0,3-0,8 МПа по трубопроводу через регулирующий клапан, впускной коллектор 6, а от него через впускные вентили к каждому ярусу калориферов.
Контроль за давлением пара, поступающего в сушилку, осуществляется манометрами ОБМ-160, установленными на впускном и выпускном 11 коллекторах.
Сушилка оборудована вентиляционной системой, которая представляет собой две вытяжные камеры, изготовленные из листовой стали толщиной 1,5 мм и установленные над верхней лентой сушилки.
В каждой камере находится по одному осевому вентилятору. Внутри вытяжных камер перед осевыми вентиляторами установлены поворотные шиберы 10, с помощью которых можно изменять количество проходящего отработавшего воздуха.
Движение ленточных конвейеров сушилки осуществляется от двух приводных колонок 12. От первой приводятся в движение первый, третий и пятый ленточные конвейеры. Вращение приводных барабанов осуществляется от электродвигателя через клиноременную передачу, цепной вариатор, цепную передачу, червячный редуктор и систему цепных передач. От электродвигателя первой колонки через клиноременную передачу, червячный редуктор и цепную передачу осуществляется вращение одного вала со щетками, установленными в конце второго ленточного конвейера.
Вторая приводная колонка имеет аналогичную конструкцию, от нее осуществляется привод второго и четвертого ведущих барабанов конвейерных лент, а также вращение двух валов со щетками, установленными в конце первой и третьей лент.
Над тремя верхними лентами имеются ворошители, которые представляют собой вал с закрепленными на нем прутками. Он расположен поперек ленты, и при вращении прутки перемешивают высушиваемые изделия, предотвращая образование слитков.
Сырые изделия при помощи раскладчика поступают на верхнюю ленту сушилки, где довольно быстро перемещаются над калориферами верхнего яруса. При этом испаряется более трети влаги, подлежащей удалению.
Далее продукт поступает на вторую ленту, которая несколько медленнее перемещается над калориферами второго яруса. Сушка продолжается здесь также довольно интенсивно, удаляется примерно еще одна треть влаги.
Затем изделия поступают на третью ленту, которая еще медленнее перемещается над калориферами третьего яруса, на этой ленте удаляется около 4 % влаги.
Четвертая и пятая ленты имеют еще меньшие скорости, и за время нахождения на них продукт окончательно высыхает до стандартной влажности.
В процессе пересыпания изделий на лентах образуется мелкая мучная крошка, которая проходит сквозь ячейки лент и собирается в нижней части сушилки на поддонах. Сушильный воздух проходит через сушилку снизу вверх, подогревается в калориферах и охлаждается, проходя через конвейерные ленты с продуктом. Удаляемая из изделий влага посредством вытяжных вентиляторов выводится в атмосферу.
Сушилка СПК-4Г-90. Сушилка данной марки отличается от СПК- 4Г- 45 тем, что имеет большие рабочие площади конвейерных лент и производительность. Сушилка СПК-4Г-90 при такой же ширине лент (2000 мм), но за счет большей длины имеет суммарную рабочую поверхность 90 м2.
Основной недостаток паровых конвейерных сушилок - в них используется режим с повышающейся сушильной способностью воздуха. Так как поток продукта и поток сушильного воздуха направлены навстречу друг другу, более сухие изделия, находящиеся на лентах нижних транспортеров, высушиваются более сухим воздухом, чем сырые изделия на лентах верхних конвейеров, а также наблюдается эффект провисания транспортёрных лент.
Барабанные сушилки
Барабанная сушилка «Ромет» устанавливается в автоматизированной линии итальянской фирмы «Брайбанти». Барабанная сушилка «Ромет» (рис.25) представляет собой два сетчатых цилиндра диаметром 1600 и 2400 мм, вставленных один в другой.
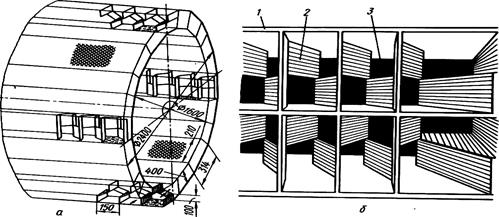
Рис.25. Барабанная сушилка фирмы "Ромет":
а- схема; б — ячейки; 1 - перегородка; 2 - профиль; 3 – окно
Крепление цилиндров между собой осуществляется с помощью ободов и 24 поперечных стяжек. Для придания конструкции необходимой жесткости по наружному периметру барабана установлено шесть обручей со специальными зажимными устройствами.
Внутреннее пространство между цилиндрами разделено металлическими перегородками (рис.25, б) 1, а каждая секция по всей длине — специальными изогнутыми профилями 2 на отдельные ячейки с окнами 3 (50 ячеек). Такая конструкция обеспечивает при вращении барабана пересыпание продукта в ячейках и постепенное его движение вдоль секции. За один оборот барабана изделия пересыпаются из одной ячейки в другую, за 50 оборотов барабана изделия проходят последовательно все ячейки одной секции.
Для обеспечения необходимых технологических режимов сушильного процесса все четыре последовательно установленных барабана закрыты теплоизолирующими панелями. Между верхним перекрытием и сушильными барабанами расположены осевые вентиляторы и батареи калориферов. На каждую сушилку приходится шесть осевых вентиляторов мощностью 1,1 кВт каждый и по одному центробежному отсасывающему вентилятору. Обеспечение горячей водой всей системы линии осуществляется насосом мощностью 1,1 кВт.
Регулировка количества свежего воздуха, забираемого в сушилку и выброс отработавшего осуществляются автоматически в заранее заданных соотношениях. Для этого в верхнем перекрытии над каждой сушилкой имеется по три отверстия для забора свежего воздуха, каждый из которых перекрывается шиберами при помощи системы тяг и редуктора. На всасывающем патрубке центробежного вентилятора также установлен шибер.
Продукт в первый сушильный барабан из вибрационного подсушивателя поступает по двум вибрирующим лоткам. Для этого в обшивке торцовой части сушильного туннеля предусмотрено два загрузочных окна размером 300х400. Концы вибрирующих лотков установлены на гибких вертикальных опорах на полу помещения. Передача продукта из одной сушилки в другую осуществляется с помощью перегрузочного устройства, которое имеет сборные вертикальный и наклонный лотки.
Шкафные сушилки
Шкафные сушилки представляют собой закрытый с трех сторон шкаф, имеющий канал для прохода воздуха и гнездо для установки сушильных кассет с продукцией. Открытая часть шкафа служит для загрузки и выгрузки продукции, а также для поступления и выброса воздуха.
Сушилка ВВП (рис.26). Представляет собой сушильную камеру 1, открытую с одной стороны для загрузки кассет 2. В её верхней части расположен кожух, в котором установлены реверсивный вентилятор 4 с электродвигателем 3 и коллектор 5 для направления воздуха в вертикальный канал 6. Внутри кожуха установлен осевой реверсивный вентилятор ЦАГИ № 7.
Каркас сушильной камеры изготовлен из деревянных брусков, обшит фанерой и стянут для прочности болтами. В камере устанавливается 156 двойных или 312 одинарных кассет. По ширине камера вмещает три ряда кассет, по высоте – 26; по длине двойных кассет вмещается два ряда, одинарных – четыре ряда. Рабочий объем сушильной камеры 2 м3. Крыльчатку вентилятора устанавливают в коллекторе обтекаемой формы, направляющем поток воздуха в вертикальный канал. Применение коллектора обеспечивает лучшие условия для работы вентилятора и способствует повышению его КПД.

Рис. 26 Сушилка ВВП:
1- сушильная камера; 2- кассеты; 3 - электродвигатель; 4 - вентилятор; 5 – коллектор, 6 - канал
Сушка макарон осуществляется при температуре 30-35оС и относительной влажности воздуха 60-70%. Кассеты с макаронами подаются от установки для резки и раскладки макарон или от разделочного стола на конвейере или в вагонетках в сушильное помещение и штабелируются в сушильной камере. Реверсивный вентилятор вращается в одну сторону, забирает воздух из цеха, направляя его через слой изделий. Затем следует кратковременная остановка вентилятора и вновь его включение с вращением в обратную сторону, при этом направление воздушного потока противоположно первоначальному. Далее цикл повторяется.
Организация процесса реверсии воздушного потока в сушильной камере позволяет более равномерно высушить продукт по глубине и сечению шкафа. Общая продолжительность процесса сушки 14-16 ч. Кассеты с высушенными макаронами вынимают и транспортируют в фасовочное отделение, а шкафы вновь заполняют сырыми изделиями.
Сушилка 2ЦАГИ – 700 (рис.27). Представляет собой открытую с двух противоположных сторон сушильную камеру 3, разделенную по высоте на две секции полкой 1, в которых установлено по одному осевому реверсивному вентилятору ЦАГИ № 7 5 с электродвигателем.
 |
Рис.27 Сушилка 2- ЦАГИ-700:
1- полка; 2- гнездо; 3 – сушильная камера; 4 -сетка; 5- вентилятор; 6- вагонетка с изделиями
С каждой открытой стороны шкафа имеются гнезда 2 для загрузки кассет.
Электродвигатели и вентиляторы с обеих сторон ограждены металлическими сетками 4, которые служат ограничителями для кассет при установке их в гнезда сушилок.
Каркас сушилки изготовляют из деревянных брусков и обшивают фанерой. Подставки для установки электродвигателей сварены из металлических уголков.
Сушилки могут использоваться как нестационарные, в этом случае к вентиляторной головке с каждой стороны ставят 1—2 подкатные вагонетки 6 с изделиями. В каждой вагонетке размещается 156 одинарных или 78 двойных кассет.
Сушилка 2ЦАГИ-700 отличается от ВВП повышенной скоростью воздуха на входе в изделия (4—5 м/с) и 1,5—1,8 м/с на выходе из них, благодаря наличию двух вентиляторов при почти одинаковом поперечном сечении гнезда. Повышенная скорость воздуха и меньшая площадь обдувки изделий каждым вентилятором обеспечивают более равномерное подсушивание изделий в слое, сокращают продолжительность сушки и соответственно увеличивают съём продукции с 1м 2 площади, занимаемой сушилкой.
Производительность сушилки 1,0-1,2 т/сут. при продолжительности процесса 12-14ч.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
При работе сушилки необходимо следить, чтобы оба вентилятора вращались одновременно в одну сторону.
Для равномерного высушивания продукта с обеих сторон шкафа в данных сушилках также применяют реверсирование вентиляторов.
Сушилка "двусторонний диффузор"(рис.28) состоит из вентиляционной камеры 2 с односторонним или двусторонним (как показано на рисунке) "диффузором" и соответственно одной или двумя сушильными камерами. Вместо шкафов к вентиляционной установке можно подкатывать и крепить стяжками одну или две вагонетки 5.
В каждой вагонетке размещается 156 одинарных или 78 двойных кассет.
Реверсивный вентилятор 4 устанавливают в коллекторе 3. Электродвигатель вентилятора крепят на металлической сварной опоре 1.

Рис. 28 Сушилка "двусторонний диффузор":
1 - опора; 2 - вентиляционная камера: 3 - коллектор; 4 – вентилятор;
5- вагонетка с изделиями; 6 – сетка
С торцов коллектор закрывают предохранительными металлическими сетками 6.
В "двустороннем диффузоре" сушильный воздух засасывается из помещения с одной или с другой стороны сушилки и проходит через макаронные трубки, расположенные в кассетах. Так же, как и в предыдущих сушилках, периодически производится реверсирование вращения вентиляторов.
Конструкция относительно удлиненного диффузора способствует выравниванию скорости воздушного потока, что положительно влияет на равномерность сушки по сечению шкафа.
Режим работы сушилки аналогичен предыдущим.
|
|
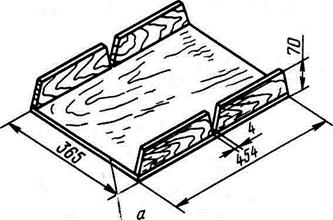
Рис. 29. Лотковые сушильные кассеты:
а - деревянная двойная, б - металлическая одинарная
В сушилках используют лотковые деревянные или металлические кассеты (рис.29). Размеры деревянных кассет (в мм ): одинарных — 225х365х70, двойных — 454х365х70; вместимость по сухим изделиям в зависимости от ассортимента соответственно 2 -2,5 и 4-5 кг. Металлические кассеты изготавливают из алюминиевых листов размером 225х364х68 мм, вместимость кассеты по сухим изделиям 2—2,5 кг.
Недостатком шкафных сушилок является то, что по чисто техническим причинам в самих сушилках невозможно регулировать параметры сушильного воздуха. Поэтому сушка в них осуществляется по режиму цеха без учета изменений структурно-механических свойств макарон в процессе сушки. Эксплуатация таких сушилок требует значительных затрат ручного труда. Многие операции — транспортировка кассет с изделиями в сушильном помещении и обратно, загрузка и разгрузка сушильных шкафов — выполняют вручную.
Поэтому на макаронных предприятиях, где имеется возможность, шкафные сушилки заменяют другим, более современным оборудованием.
Конвейерные сушилки
Особенность таких сушилок состоит в том, что кассеты с полуфабрикатом устанавливают в стопки на цепные конвейеры, которые при движении проходят вдоль вентиляционных установок. Для обеспечения необходимых температурных режимов конвейеры с продуктом и вентиляционные установки изолируют от сушильного помещения с помощью сборного металлического каркаса, облицованного термоизоляционными плитами. Загрузка кассет полуфабрикатом производится с одной стороны туннеля, выгрузка - с противоположной.
Сушилка ЛС2-А (рис.30). Состоит из следующих основных частей: сушильного туннеля 7 с комплектом осевых вентиляторов 5, двух цепных конвейеров 18 для перемещения продукта, конвейера 6 возврата пустых кассет, вентиляционной системы для подачи воздуха в сушильный туннель и выброса из него отработавшего воздуха.
Внутри туннеля, по всей его длине, установлено вплотную друг к другу двенадцать шкафов, в каждом из которых смонтировано по два осевых вентилятора типа ЦАГИ № 7. Осевые вентиляторы в шкафах установлены так, что направление движения воздуха рядом стоящих шкафов противоположно. Этим достигается изменение направления обдувки воздухом макарон при их перемещении.С обеих сторон шкафов, через весь туннель, проходят два цепных конвейера для перемещения продукта. Со стороны загрузки сушилки конвейеры выходят из нее на 1300 мм, со стороны выгрузки к цепным конвейерам установлены роликовые конвейеры 9 длиной 7000 мм. Poликовые конвейеры служат накопителями готовой продукции.
Привод цепного конвейера осуществляется от электродвигателя 13 через клиноремённый вариатор скорости 12 и три последовательно установленных редуктора 11. Теплый воздух в сушильную камеру подается по воздуховоду 17 центробежным вентилятором 16 через калорифер 15. Отсос отработавшего воздуха из верхней зоны сушилки в конце туннеля осуществляется центробежным вентилятором 14. Необходимым условием работы сушилки является некоторое избыточное давление воздуха внутри сушильного туннеля, при этом не допускается приток воздуха в сушилку через створки двери и другие зазоры.
Сушильный туннель разделен на две зоны сушки: первая со стороны входа в туннель — зона предварительной сушки изделий, в ней расположено два шкафа; вторая — зона окончательной сушки, включает десять шкафов. Зоны сушки отделены между собой перегородкой, а для прохода через них кассет имеются створки. В обеих зонах сушильного туннеля автоматически поддерживаются необходимые температура (35—41 °С) и относительная влажность сушильного воздуха (55—75 %) путем регулировки работы калорифера и электромагнитного вентиля.
Работа сушилки осуществляется в следующем порядке. На два конвейера штабелируются вплотную друг к другу стопки кассет 2 с сырыми макаронами по 22 кассеты в высоту и по две в ширину на каждый конвейер. Всего в сушилке устанавливается 2816 кассет с продуктом. По мере движения конвейера кассеты своей массой открывают створки сушильного туннеля и обдуваются воздушным потоком от осевых вентиляторов. После сушки кассеты 10 с высушенными макаронами поступают с цепных конвейеров на роликовые, с которых изделия направляются на упаковку. Возврат пустых кассет производится ленточным конвейером, который имеет направление, противоположное цепным конвейерам.
Кассеты 8 по одной укладывают на горизонтальную часть ленточного конвейера, расположенного между роликовыми конвейерами. Кассеты перемещаются над сушильным туннелем к лотку 1 для спуска их к месту загрузки. Скатываясь по лотку, кассеты могут накапливаться на его горизонтальной части, поэтому при заполнении лотка кассетами под действием их массы подвижная часть горизонтальной направляющей лотка опускается и срабатывает конечный выключатель, который останавливает конвейер возврата кассет.

Рис.30. Схема сушилки ЛС2-А:
1-лоток; 2,8,10-кассеты; 3,11-редукторы; 4,13-электродвигатель;5- вентилятор; 6-ленточный конвейер;
7–сушильный туннель;9–роликовый конвейер;12-вариатор скорости;14,16-вентиляторы; 15-калорифер; 17-воздуховод;18-цепной конвейер
Виброохладители
Высокая температура продукта (40-45°С), выходящего из паровых ковейерных сушилок типа СПК-45, приводит к необходимости их интенсивного охлаждения до температуры воздуха в упаковочном отделении. Такой способ охлаждения осуществляется в виброохладителях различных конструкций, имеющих значительно меньшую вместимость чем стабилизаторы-накопители.
Полочный виброохладитель (рис. 36). Виброохладитель представляет собой камеру 5, прикрепленную в нижней части к двум осям, на концах которых укреплены подшипники 12 качения. Они опираются на раму 11, изготовленную из уголковой стали.
Внутри камеры ступенчато расположены девять перфорированных металлических полок 4. К выходной части камеры прикреплен лоток 15, в днище которого находится блок постоянных магнитов 13 для улавливания металлических примесей, и кронштейн 14, на котором размещается тара. Торцовое отверстие камеры перекрывается заслонкой с помощью зубчатой передачи 2 и рукоятки 1.
Возвратно-поступательное движение камера получает от электродвигателя через клиноременную передачу 9, эксцентрик и шатун 10.
Работа виброохладителя заключается в следующем. Изделия направляются в приемную часть 6 вибрирующей камеры и постепенно заполняют ее внутренний объем над перфорированными полками. Воздушный поток от центробежного вентилятора 7 подается в нижнюю часть камеры, проходит сквозь отверстия полок и постепенно охлаждает изделия. Отработавший теплый воздух выходит из камеры через патрубок 3.
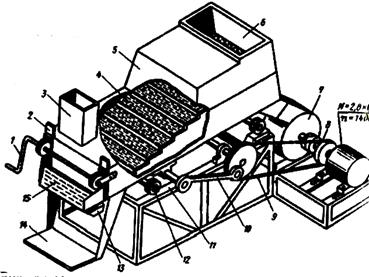
Рис. 36. Полочный виброохладитель:
1 - рукоятка; 2 -зубчатая передача; 3 - патрубок; 4 - полка; 5 - камера; 6 -приемная часть камеры; 7 - вентилятор;
8 - электродвигатель 9 - клиноременная передача; 10 - шатун; 11 - рама; 12 -подшипник; 13 - магнит;
14 - кронштейн; 15 -лоток
Продолжительность охлаждения продукта 10-15 мин. Для заполнения установленной на кронштейне тары открывают с помощью рукоятки 1 шибер, при этом имеется возможность регулировать количество выходящего продукта. Производительность - 500 кг/ч.
Шахтный виброохладитель (рис.37) состоит из бункера-охладителя 7, вибрационного конвейера с механизмом привода. Каркас 10 сварной из стального уголка укреплен на специальной массивной подставке из швеллера. Бункер-охладитель имеет форму параллелепипеда, две боковые узкие стенки его закрыты металлическими листами, две широкие имеют шибера 6, направленные внутрь с углом наклона 30°. На одной из боковых стенок закреплен патрубок 9, соединенный с воздуховодом центробежным вентилятором. Вибрационный конвейер представляет собой лоток 13 и прикреплен к каркасу (угол наклона 3°) с помощью четырех пластинчатых пружин. В конце лотка имеется окно 3 размером 250х350 мм, закрытое штампованным ситом (ячейка 2 мм). Под ситом установлен блок 2 постоянных магнитов. На боковой стенке лотка имеется заслонка для предотвращения выхода продукта. Движение заслонки осуществляется с помощью рукоятки 4 и зубчатой передачи 5.
Привод лотка — от электродвигателя через клиноременную передачу, эксцентрик и шатун 11. От этого же привода через клиноременную передачу 12 и эксцентрик 14 осуществляется возвратно-поступательное движение площадки 1.
Продукт поступает в виброохладитель через отверстие 8 и охлаждается только при заполненном бункере. Воздух для охлаждения продукта направляется сквозь его слой и через боковые шибера продувается с помощью центробежного вентилятора. Отработавший воздух направляется для очистки в циклон.
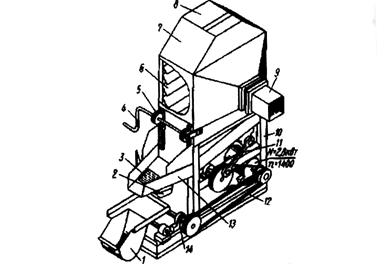
Рис. 37. Шахтный виброохладитель:
1 - площадка; 2 - блок магнитов; 3 -окно; 4 - рукоятка; 5 - зубчатая передача; б - шибер. 1 - бункер-охладитель; 8 - загрузочное отверстие; 9 - патрубок; 10 -каркас; 11 — шатун; 12 - клиноременная передача; 13 -вибрационный лоток; 14 – эксцентрик
При движении продукта по лотку через сетку улавливаются металлические примеси.
Загрузка изделий осуществляется в ящики или мешки.
Для лучшего уплотнения продукта в таре площадка 1 совершает возвратно-поступательное движение от общего привода.
В случае установки мешка в площадке имеется углубление, а верхний край мешка закрепляется на конце лотка с помощью фиксатора.
Пропускная способность виброохладителя 1250 кг/ч.
Вибростол
Вибростол (вибратор, виброплощадка) предназначен для уплотнения макронных изделий, упаковываемых насыпью в короба и ящики. Это позволяет более полно использовать вместимость тары, сокращая её расход на примерно на 10 - 15%.
Вибростол (рис. 44) представляет собой площадку (стол) 3, поставленную на четырёх пружинах на станину 1. На последней смонтирован и электродвигатель 2. К площадке снизу приварена подвеска, на которой укреплены подшипники и вал с эксцентриком 5.
Число колебаний вибратора соответствует частоте вращения вала электродвигателя.
Принцип работы вибростола основан на вибрации стола, к которому подвешен неуравновешенный груз (эксцентрик).

Рис. 44. Вибростол
При вибрации стола продукция в коробе, поставленном на него, плавно уплотняется.
Библиографический список
1 Медведев Г.М. Технология макаронного производства. – М.: Колос, 2000.-
272с. (Учебники и учебное пособие для студентов вузов)
2. Назаров Н.И. Технология макаронных изделий: Учебное пособие для студентов вузов – 2-е изд. перераб. и доп. – М.: Пищевая промышленность, 1978. – 286с.
3. Вандакурова Н.И. Технологический контроль и учет макаронного производства: Учебное пособие. – Кемерово: РИО КемТИПП, 1998 – 97с.
4. Сборник технологических инструкций по производству макаронных изделий. М.: ВНИИХП, 1991. – 131с.
5. Чернов М.Е. Макаронное производство. – М.: Мир, 1994.–208 с.
6. Чернов М.Е., Медведев Г.М., Негруб В.П. Справочник по макаронному
производству – М.: Легкая и пищевая промышленность, 1984.-304 с.
6. Чернов М.Е. Оборудование предприятий макаронной промышленности. – изд. 2-е, перераб. и доп. – М.: ВО «Агропромиздат», 1988.-264 с.
7. Хромеенков В.М. Технологическое оборудование хлебозаводов и
макаронных фабрик. – СПб.: ГИОРД, 2002.-496 с.
8. Технологическое оборудование хлебопекарных и макаронных предприятий / Б.М. Азаров, А.Т. Лисовенко, С.А, Мачихин и др.; Под ред. С.А. Мачихина.-М.; Агропромиздат, 1986.-263с.
Технология, ОРГАНИЗАЦИЯ И ОБОРУДОВАНИЕ
макароннОГО ПРОИЗВОДСТВА
Учебное пособие
для студентов специальности 260202 «Технология хлеба, кондитерских
и макаронных изделий» всех форм обучения
Кемерово 2007
 УДК
УДК
ББК
Рецензенты:
О.В. Талова, зам. руководителя ООО «Сертификационный центр»
С.А. Нечупиенко С.А., гл. инженер ОАО «Беловохлеб»
Рекомендовано редакционно-издательским советом
Кемеровского технологического института
пищевой промышленности
Последнее изменение этой страницы: 2019-04-19; Просмотров: 322; Нарушение авторского права страницы