|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИЗУЧЕНИЯ ТЕПЛОВЫХ ЯВЛЕНИЙСтр 1 из 13Следующая ⇒
Тогда Q = CC ’ v s / syv = CC ’ v s 1- yv = C 1 s 1- yv . Из выражения следует, что с увеличением подачи число деталей Q возрастает. Например, если yv = 0,4, а подача увеличена в 2 раза, то количество обработанных деталей возрастет в 1,32 раза. Выразим число обрабатываемых за период стойкости деталей только через s. Так как s = C’v1/yv/v1/yv, то Q = C(C’v)1/yvv/v1/yv. Из выражения следует, что с увеличением скорости резания число деталей Q не возрастает, а уменьшается. При xv = 0,4 и увеличении скорости резания в 2 раза количество обработанных деталей уменьшится на 60%. Таким образом, увеличивать подачу выгоднее, чем скорость резания. На основании изложенного можно сформулировать основные положения о назначении рационального режима резания. Для повышения производительности при заданном периоде стойкости инструмента необходимо работать с возможно большей площадью селения срезаемого слоя t х s и соответствующей этому сечению скоростью резания. При выбранной площади сечения срезаемого слоя необходимо увеличивать глубину резания за счет уменьшения подачи. Таким образом, при назначении режима резания: 1) задаются максимально возможной, технологически допустимой глубиной резания; 2) по выбранной глубине резания назначают максимальную, технологически допустимую подачу; 3) по выбранным глубине резания и подаче, задавшись определенной величиной периода стойкости инструмента, определяют допускаемую скорость резания.
КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ Шероховатость Качество обработанной поверхности определяется шероховатостью поверхности и состоянием материала поверхностного слоя. Шероховатость обработанной поверхности характеризуется высотой и формой микронеровностей. Состояние материала поверхностного слоя характеризуется его упрочнением (наклепом), микроструктурой, величиной и знаком остаточных напряжений и глубиной их залегания. При изучении шероховатости поверхности микронеровности с методической точки зрения удобно делить на расчетные неровности и действительные неровности. Под расчетными неровностями понимают такие, высота и форма которых могут быть определены геометрически при следующих допущениях: 1) обрабатываемый материал считается абсолютно недеформируемым; 2) система СПИД - абсолютно жесткой; 3) лезвия инструмента представляют собой геометрические линии. Действительные неровности или просто неровности это те микронеровности, которые возникли на обработанной поверхности после прохода режущего инструмента. Высота неровностей аналитическому расчету не поддается. Ее можно измерить приборами, называемыми профилометрами и профилографами. Профилометры дают визуальный отсчет высоты неровностей, а профилографы в определенном масштабе вычерчивают микропрофиль поверхности.
Рис.1. Расчетный микропрофиль обработанной поверхности при точении На рис. 1 изображен расчетный микропрофиль обработанной поверхности при точении (а) и фрезеровании цилиндрическими фрезами (б). При точении высота расчетных неровностей Rzp равна высоте `pk треугольника mпр:
Таким образом,
Формула пригодна для расчета Rzp при растачивании, сверлении, зенкеровании, строгании и фрезеровании торцовыми фрезами. Если резец имеет круговое переходное лезвие, то в зависимости от соотношения между величинами подачи на оборот s, углов в плане j и j 1 и радиуса r - переходного лезвия высота расчетных неровностей определяется по одной из формул, приведенных в табл. 1.
Рис.1. Расчетный микропрофиль обработанной поверхности при фрезеровании При фрезеровании высота расчетных неровностей определяется положением точки р пересечения двух окружностей, отстоящих друг от друга на расстоянии, равном подаче sz на зуб фрезы:
Выражение можно упростить. Так как
то, пренебрегая членом Rzp 2, получим
Расчетные неровности при точении уменьшаются при уменьшении подачи, углов в плане и увеличении радиуса переходного лезвия. Если на резце сделать вспомогательный угол в плане равным нулю, а длину вспомогательного лезвия на 20-30% больше подачи на оборот, то расчетные неровности образовываться не будут и Rzр = 0. По тем же обстоятельствам расчетные неровности не образуются при развертывании. Высота расчетных неровностей при сверлении и зенкеровании очень мала из-за незначительной величины вспомогательного угла в плане j 1. При фрезеровании цилиндрическими фрезами высота расчетных неровностей уменьшается при уменьшении подачи на зуб и увеличении диаметра фрезы. Так как sz <<D, то высота расчетных неровностей очень мала. Реальные неровности по форме и высоте отличаются от расчетных. На рис. 3 изображена типичная профило-грамма обработанной поверхности при точении.
Рис.3. Профилограмма поверхности после точения По сравнению с расчетным реальный микропрофиль теряет свою регулярность и Rz > Rzp. Увеличение высоты неровностей Rz по сравнению с R z р вызвано следующими причинами: 1) пластическим течением материала из зоны первичной деформации в сторону вершин микронеровностей; чем больше степень деформации срезаемого слоя, тем больше интенсивность пластического течения в сторону уже обработанного следа на микропрофиле и тем больше высота неровностей; 2) колебаниями детали и инструмента во время обработки; 3) трением задних поверхностей инструмента о поверхность резания; 4) неровностями лезвий инструмента, которые возрастают по мере его изнашивания. Если материал склонен к наростообразованию, то в зоне скоростей резания, при которых нарост получает максимальное развитие, высота неровностей дополнительно увеличивается за счет роста и разрушения нароста. На высоту неровностей оказывают влияние те же факторы, что и на высоту расчетных неровностей. Поэтому при уменьшении подачи (толщины срезаемого слоя), углов в плане инструмента и увеличении радиуса переходного лезвия высота Rz неровностей уменьшается. Однако интенсивность влияния подачи на Rz зависит от величины подачи. Из рис. 4 видно, что если подача при точении меньше 0,5 мм/об, то ее влияние на высоту неровностей заметно ослабляется. Поэтому при малых подачах снизить шероховатость обработанной поверхности за счет уменьшения подачи значительно труднее, чем при больших.
Рис. 4. Влияние подачи s на высоту неровностей Rz при точении (сталь ЭB 107; резец; g = 5o l = 0°; j = 45°; j1 = 20°; r = 1,75 мм, по данным А. И. Исаеве) Помимо этих факторов на высоту неровностей влияют все те, которые изменяют объем пластического деформирования материала и условия трения на контактных поверхностях инструмента. К ним можно отнести механические свойства обрабатываемого материала, скорость резания и свойства применяемой смазочно-охлаждающей жидкости. Глубина резания (ширина срезаемого слоя) и передний угол инструмента на высоту неровностей значительного влияния не оказывают. С повышением твердости и прочности обрабатываемого материала и снижением его пластичности объем пластической деформации уменьшается, и это приводит к уменьшению высоты неровностей. На этом основано искусственное повышение твердости деталей термообработкой, часто применяемое для повышения чистоты обработанной поверхности.
Рис.5. Схема влияния скорости резания v на высоту неровностей Rz при обработке материала, не склонного (а) и склонного (б) к наростообразованию Влияние скорости резания на высоту неровностей (рис. 5) проявляется по-разному, в зависимости от того, склонен или нет обрабатываемый материал к наростообразованию. Если материал не склонен к наростообразованию, то по мере увеличения скорости резания высота неровностей непрерывно уменьшается. Это связано с уменьшением объема пластической деформации и среднего коэффициента трения. Влияние скорости резания в этом случае не особенно сильно, и скорость резания нужно увеличить в десятки раз, чтобы получить ощутимое снижение шероховатости обработанной поверхности. Если материал склонен к наростообразованию, то высота неровностей находится в прямой зависимости от высоты нароста. При увеличении скорости резания от v 1 до v 2 высота нароста растет и из-за этого растет высота неровностей, достигая максимума при наибольшем развитии нароста. Далее нарост уменьшается и Rz также уменьшается. При скоростях резания, больших скорости v 3, исчезновения нароста, влияние скорости резания проявляются в чистом виде, и высота неровностей непрерывно уменьшается. Таким образом, для получения низкой шероховатости обработанной поверхности необходимо работать со скоростями резания, большими скорости, соответствующей исчезновению нароста. При v > v3 по мере увеличения скорости резания разница между высотами Rz и Rzp неровностей непрерывно уменьшается, и при скоростях резания, больших 120-150 м/мин, они мало отличаются друг от друга, а скорость резания перестает влиять на Rz. На рис. 6 показано влияние смазочно-охлаждающих жидкостей на высоту неровностей. По сравнению с резанием всухую (кривая 1) наибольшее уменьшение Rz наблюдается при применении воды (кривая 3) и четыреххлористого углерода (кривая 4), т. е. тех жидкостей, которые в наибольшей степени снижают коэффициент усадки стружки и средний коэффициент трения. Из рисунка также видно, что по мере увеличения скорости резания действие смазочной жидкости ослабевает, а различие во влиянии различных жидкостей нивелируется. Ослабление действия жидкости при увеличении скорости резания связано как с уменьшением времени физико-химического воздействия жидкости, так и с затруднением проникновения жидкости на переднюю поверхность вследствие большей стабильности положения границы заторможенного слоя.
Рис. 6. Влияние смазочно-охлаждающих жидкостей на высоту неровностей при обработке: 1 - всухую; 2 с маслом; 3 - с водой; 4 - с четыреххлористым углеродом Выше указывалось, что высота неровностей обработанной поверхности аналитическому расчету не поддается. Для того чтобы иметь численную связь между высотой неровностей и важнейшими факторами процесса резания, созданы приближенные эмпирические формулы, полученные на основании статистической обработки опытных данных. Формулы имеют вид: при точении со скоростями резания, соответствующими чистовой обработке,
при фрезеровании осевыми цилиндрическими фрезами
при фрезеровании торцовыми фрезами
Численные величины постоянных CR, зависящих от рода обрабатываемого материала, и показателей степени даны для резцов и осевых цилиндрических фрез в справочниках. Физико-механические свойства поверхностного слоя, лежащего под обработанной поверхностью, во многом определяют эксплуатационные качества деталей машин. Важнейшими показателями состояния поверхностного слоя являются величина, знак и глубина залегания остаточных напряжений, степень наклепа и толщина наклепанного слоя. Остаточные напряжения, возникающие в поверхностном слое, и его наклеп являются следствием силового поля, создаваемого силами резания, нагрева материала обрабатываемой детали и структурных превращений. При резании металлическим инструментом (точении, фрезеровании, сверлении и т. п.) остаточные напряжения образуются главным образом под действием силового поля. Температура имеет второстепенное значение. При обработке хрупких материалов остаточные напряжения сжимающие, а при обработке пластичных металлов чаще всего растягивающие. При высокотемпературном режиме (шлифовании) остаточные напряжения образуются вследствие высокой температуры поверхностного слоя и являются всегда растягивающими.
Рис. 7. Эпюра изменения остаточных напряжений в зависимости от расстояния D от обработанной поверхности
Рис. 8. Схема влияния подачи s, скорости резания v и переднего угла резца g на величину тангенциальных напряжений и глубину их залегания На рис. 7 представлена эпюра изменения остаточных напряжений в зависимости от расстояния D от обработанной поверхности при обработке большинства пластичных материалов. В очень тонком слое толщиной 0,001-0,004 мм (зона I) действуют сжимающие напряжения. В зоне II, протяженность которой зависит от режима резания и переднего угла инструмента, действуют растягивающие напряжения. Протяженность зоны II в 10 раз и более превосходит протяженность зоны I, и поэтому состояние поверхностного слоя определяют характер и величина напряжений в зоне II. В зоне III, уравновешивающей действие остаточных напряжений первых двух зон, напряжения сжимающие. Наличие в поверхностном слое растягивающих напряжений значительно ухудшает его качество, так как при этом снижается усталостная прочность, а если остаточные напряжения по величине превосходят предел прочности материала обрабатываемой детали, то это может привести к образованию поверхностных трещин. Величина и глубина залегания остаточных напряжений зависят от переднего угла инструмента, подачи (толщины срезаемого слоя), скорости резания, степени износа инструмента. Принципиальное влияние s , v и g на величину тангенциальных напряжений аг и глубину их залегания D представлено на рис. 8, а, б,. При увеличении скорости резания абсолютная величина растягивающих остаточных напряжений увеличивается, но глубина их залегания уменьшается. При скоростях резания v > 150-170 м/мин образование поверхностного слоя при обработке углеродистой стали стабилизируется и скорость резания перестает оказывать влияние на остаточные напряжения. Рост подачи также увеличивает величину растягивающих напряжений, но при этом несколько растет и глубина их залегания. При переходе от положительных передних углов к отрицательным до углов g = - 15° растягивающие напряжения резко уменьшаются, но одновременно увеличивается глубина их залегания. С увеличением износа инструмента наблюдается увеличение как величины растягивающих остаточных напряжений, так и глубины их залегания. Под степенью наклепа D Нм поверхностного слоя понимают отношение разности наибольшей микротвердости Нмн наклепанного слоя и микротвердости Нмс ненаклепанного материала к Нмс (см. рис. 8), т. е. D Нм = [( Нмн - Нмс)/ Нмс]100%. Наклеп поверхностного слоя связан в основном с деформацией и упрочнением ферритной фазы обрабатываемого материала. Степень наклепа и толщина D н наклепанного слоя находятся в прямой зависимости от степени деформации срезаемого слоя и действующих сил резания. Поэтому D Нм и D н растут при уменьшении переднего угла инструмента и увеличении подачи (толщины срезаемого слоя). Например, при точении жаропрочного сплава ЭИ437 увеличение переднего угла от -60 до +30° уменьшает D н с 0,24 до 0,1 мм и D Нм с 42 до 35%; увеличение подачи с 0,05 до 0,6 мм/об увеличивает D н с 0,09 до 0,155 мм и степень наклепа с 23 до 37%. Глубина резания на D Нм и D н влияет сравнительно мало. Влияние скорости резания на степень наклепа и толщину наклепанного слоя такое же, как и на коэффициент усадки стружки. Повышение износа инструмента увеличивает наклеп и толщину наклёпанного слоя.
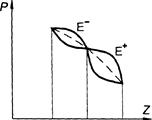
Автоколебания при резании При автоколебаниях потери механической энергии вследствие ее рассеивания (демпфирования) периодически пополняются притоком энергии от источника, не обладающего колебательными свойствами. Например, в механических часах таким источником энергии является взведенная пружина или поднятая гиря, в электронных часах - батарейка. Одной из задач исследования автоколебаний при резании являлось выяснение природы источника энергии, поддерживающей автоколебания. Возникновение источника энергии, поддерживающей автоколебания при трении или при резании, является следствием неоднозначности зависимости силы от пути за период колебания. Это может привести к тому, что работы сил за каждую половину периода колебания будут разными, причем разность этих работ в зависимости от ее знака будет способствовать либо раскачиванию (Е > 0), либо демпфированию (Е < 0) колебаний (рис. 2).
Рис. 2. Схема возникновения энергии раскачивания колебательной системы при нелинейных зависимостях силы от перемещения Одним из условий, необходимых и достаточных для того, чтобы энергия за период колебания была положительной, является падающая характеристика силы от скорости колебаний. К другим возможным причинам относят запаздывание силы по отношению к перемещению, а также «координатные связи» между колебаниями. Существующие расчетные модели автоколебаний при резании строились на одной из упомянутых трех гипотез об источнике возбуждения автоколебаний при резании: падающей характеристике зависимости «сила - скорость резания» (А.И. Каширин, Р. Арнольд, Л.С. и С.Л. Мурашкины, В.В. Заре); запаздывании изменения силы от изменения перемещения (Н.И. Ташлицкий, В. А. Кудинов, М.Е. Эльясберг); возбуждении автоколебаний за счет координатной связи вертикальных и горизонтальных перемещений вершины резца относительно обрабатываемой детали (В.А. Кудинов, И. Тлусты). Для поддержания постоянной амплитуды колебаний необходим некоторый дополнительный механизм - «клапан», регулирующий поступление энергии в колебательную систему. Роль такого клапана играет нелинейность зависимостей энергий демпфирования (E) и раскачивания (Е+) (см. рис.2). При уменьшении амплитуды колебаний энергия, раскачивающая систему, становится больше энергии демпфирования. При этом амплитуда колебаний вновь возрастает. При увеличении амплитуды в сравнении с aо энергия демпфирования превосходит энергию раскачивания и амплитуда вновь уменьшается (рис. 3).
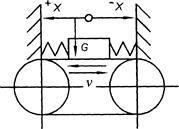
Рис. 3. Схема регулирования амплитуды автоколебаний при нелинейных энергиях демпфирования и раскачивания системы Представляет значительный интерес изучение раздельного влияния процессов трения на задней и передней поверхностях инструмента. Для объяснения механизма возникновения колебаний в результате трения задней поверхности инструмента и детали может быть использована модель Ван дер Поля. Согласно этой модели сила трения F между подпружиненным с двух сторон грузом G и движущейся со скоростью v лентой уменьшается с увеличением скорости (рис. 4).
Рис. 4. Схема возбуждения колебаний силами трения в модели Ван дер Поля Процессы на задней поверхности играют важную роль в возникновении автоколебаний при резании. Об этом свидетельствует, например, тот факт, что при тонких срезах вибрации возникают чаще, чем при толстых (рис. 5).
Рис.5. Влияние толщины срезаемого слоя на амплитуду (светлые точки) и частоту (темные точки) колебаний при точении Вследствие падающей зависимости силы F от суммарной скорости движения ленты и колебаний груза ( v+ xt ’) возникает энергия, необходимая для поддержания автоколебаний. Можно предположить, что сила трения на задней поверхности будет уменьшаться с ростом скорости колебательного движения по аналогии с моделью. В тех случаях, когда вибрации определяются процессами на задней поверхности, виброустойчивость процесса резания может быть существенно повышена, если резец расположить передней поверхностью вниз и подавать под заднюю поверхность смазочно-охлаждающую жидкость (рис. 6). Это связано, по-видимому, с более эффективной схемой смазки и уменьшением силы трения. Другой причиной может быть более благоприятная схема сил (включая и вес верхних салазок суппорта), что способствует лучшему демпфированию.
Рис. 6. Схема точения с передней поверхностью, обращенной вниз, и с поливом СОЖ на задние поверхности инструмента С увеличением ширины срезаемого слоя амплитуда автоколебаний возрастает прямо пропорционально ширине среза b (рис. 7). Это легко объясняется увеличением сил с ростом ширины срезаемого слоя.
Рис. 7. Влияние ширины срезаемого слоя на амплитуду и частоту колебаний при точении Признаком колебаний, вызванных процессами в зоне стружкообразования и на передней поверхности инструмента, является волнистая (или зубчатая) свободная поверхность стружки. Эти колебания проявляются в повороте зоны стружкообразования и соответствующих изменениях усадки стружки и длины контакта стружки с инструментом. Физической причиной таких колебаний, по-видимому, является «падающая характеристика» - убывающая зависимость предела текучести от температуры. При этом частота колебаний не зависит от параметров сечения срезаемого слоя, поскольку она определяется только массой и жесткостью колеблющейся системы. Передний угол и скорость резания оказывают влияние на амплитуду колебаний в той мере, в какой они влияют на силы (рис.8).
Рис.8. Влияние скорости резания и переднего угла инструмента на амплитуду колебаний при точении стали Способы ослабления или полного гашения автоколебаний при резании направлены на уменьшение работы сил, поддерживающих колебания и на увеличение работы сил сопротивления (демпфирования). Уменьшение энергии, поддерживающей колебания, достигается рациональным выбором режимов резания и геометрических параметров инструмента, применением смазки, использованием свойств нароста и застойной зоны. Одним их эффективных способов увеличения сил сопротивления является повышение жесткости технологической системы «станок-приспособление- инструмент-деталь». Другой способ состоит в применении виброгасителей, способных поглощать энергию и за счет этого увеличивать демпфирование. Так, гидравлические виброгасители основаны на рассеивании энергии при протекании вязкой жидкости через дроссельное отверстие. Действие фрикционных виброгасителей основано на рассеивании энергии в пакетах тарельчатых пружин при трении их по сопрягаемым поверхностям. Виброгасящим эффектом обладает, например, простая свинцовая прокладка под резцом. В этом случае энергия расходуется на пластические деформации свинцовой прокладки. Аналогичный принцип используется в виброгасителях ударного типа: в полость виброгасителя помещают свинцовый цилиндр несколько меньшего диаметра и длины, чем размеры полости. При возникновении вибраций свинцовый цилиндр ударяется о стенки полости. При ударах затрачивается энергия на деформацию цилиндра. Потери энергии демпфируют колебания. Увеличение переднего угла и укорочение и стабилизация длины контакта стружки с инструментом снижают (или полностью устраняют) вибрации. Особенно эффективны эти меры при работе с толстыми срезами. Физический смысл влияния переднего угла на автоколебания состоит в том, что при увеличении переднего угла уменьшается удельная работа деформации и, следовательно, уменьшается энергия, раскачивающая колебательную систему. В связи с этим устойчивые колебания наблюдаются при меньшей амплитуде колебаний. Аналогичное влияние оказывает и искусственное укорочение передней поверхности инструмента. В последнем случае эффект демпфирования усиливается также за счет того, что при возникновении колебаний зоны стружкообразования длина контакта стружки с инструментом остается неизменной, что приводит к уменьшению энергии, раскачивающей колебательную систему.
ОСОБЕННОСТИ ШЛИФОВАНИЯ Шлифование - это процесс резания металлов, осуществляемый зернами абразивных или сверхтвердых материалов. Шлифованием можно практически обрабатывать любые материалы, так как твердость зерен абразива 22000...31000 HV, а алмаза 90000 HV. Для сравнения: твердость твердого сплава 13000 HV, цементита 20000 HV, закаленной стали 6000...7000 HV. Зерна абразива скрепляются специальной связкой в инструменты различной формы или наносятся на ткань (абразивные шкурки). В основном шлифование применяется как отделочная операция; она позволяет получать детали 7...9-го и даже 6-го квалитетов точности с шероховатостью до Ra = 0,63...0,16 мкм и меньше. В некоторых случаях шлифование применяется при обдирке отливок и поковок, при зачистке сварных швов, т. е. как подготовительная или черновая операция. В настоящее время применяют силовое шлифование для съема больших припусков. Характерными особенностями процесса шлифования являются: 1) многопроходность, способствующая эффективному исправлению погрешности формы и размеров деталей, полученных после предшествующей обработки; 2) резание осуществляется большим количеством беспорядочно расположенных абразивных зерен, обладающих высокой микротвердостью; зерна, образующие прерывистый режущий контур, прорезают мельчайшие углубления, а объем металла, срезаемый в единицу времени, значительно меньше, чем при резании лезвийными РИ (одним абразивным зерном в единицу времени срезается объем, примерно в 400000 раз меньший, чем одним зубом фрезы); 3) процесс срезания стружки отдельным абразивным зерном осуществляется на высоких скоростях резания (30...70 м/с) и за очень короткий промежуток времени (в течение тысячных и стотысячных долей секунды); 4) абразивные зерна расположены в теле круга хаотически, в связи с чем чаще всего имеют отрицательные передние углы и углы резания, большие 90°; 5) большие скорости резания и неблагоприятная геометрия режущих зерен способствуют развитию в зоне резания высоких температур (1000... 1500 °С); 6) управлять процессом шлифования можно только изменением режимов резания, так как изменение геометрии абразивного зерна, выполняющего роль резца или зуба фрезы, практически трудноосуществимо; 7) абразивный инструмент может в процессе работы самозатачиваться, что происходит, когда режущие грани зерен затупляются, что вызывает увеличение сил резания, а следовательно, и сил, действующих на зерно; в результате затупленные зерна выпадают, или вырываются, из связки, раскалываются, и в работу вступают новые острые зерна; 8) шлифованная поверхность образуется в результате одновременного действия как геометрических факторов, характерных для процесса резания лезвийными РИ, так и пластических деформаций, сопровождающих этот процесс. При изучении механизма образования шлифованной поверхности основное внимание уделяют вопросу образования шероховатости и волнистости. С геометрической точки зрения шероховатость образуется в результате копирования на обрабатываемой поверхности траектории движения режущих абразивных зерен. Пластические деформации, происходящие в процессе резания, сильно искажают микрорельеф, получающийся в результате действия геометрических факторов. При этом надо иметь в виду следующее: 1) для большего приближения к действительному процессу стружкообразования следует рассматривать врезание зерен в шероховатую поверхность, а сами зерна считать хаотично расположенными во всем объеме круга (рис. 1); шлифование должно рассматриваться как явление пространственное, а не плоскостное; в зоне резания обрабатываемая элементарная поверхность (например, на участке 1) за время ее контакта с шлифовальным кругом соприкасается не с одним рядом зерен, а с несколькими; 2) чем меньше неровности абразивного режущего контура, тем ближе он подходит к сплошному режущему лезвию и тем менее шероховатой получается обработанная поверхность; одинаковый режущий контур можно создать уменьшением номера зернистости или увеличением времени абразивного воздействия, например путем понижения скорости вращения детали или уменьшения продольной подачи за один оборот изделия;
Рис. 1. Схема образования шлифованной поверхности: 1 - исходная шероховатая поверхность до шлифования; 2 - шлифовальный круг; 3, 4, 5, 7 - первый ряд абразивных зерен (сплошные линии), находящихся на одной образующей; 6 - второй (соседний) ряд зерен (штриховые линии); 8 - профиль шлифованной поверхности после выхода ее из зоны контакта с кругом 3) упорядоченный режущий рельеф достигается алмазной правкой; в процессе шлифования по мере разрушения и выпадения отдельных зерен упорядоченный режущий рельеф нарушается; режущие кромки располагаются хаотически, и процесс стружкообразования протекает по схеме, показанной на рис.1; при шлифовании в режиме самозатачивания круга процесс стружкообразования идет в основном по той же схеме; 4) абразивные зерна в процессе врезания можно разделить на режущие (например, зерна 3, 7); скоблящие, если они врезаются на столь малую глубину, что происходит лишь пластическое выдавливание металла без снятия стружки (на схеме они не указаны); давящие (зерно 5) и нережущие (зерно 4); в реальном процессе шлифования примерно 85...90 % всех зерен не режет, а так или иначе пластически деформирует тончайший поверхностный слой, т. е. наклепывает его, из-за чего микротвердость могла бы значительно возрасти, но этому противодействует явление возврата (отдыха), происходящего из-за высокой температуры резания; тем не менее при тонких процессах шлифования и особенно при выхаживании эффект наклепа резко возрастает, а шероховатость уменьшается; скоблящих и давящих зерен становится больше, и они упрочняют поверхностный слой; 5) на величину шероховатости влияет не только зернистость, но и связка абразивного инструмента, оказывающая полирующий эффект, который больше проявляется при меньших скоростях вращения круга (о характеристиках абразивных инструментов сказано в разделе «Инструментальные материалы»). Доказано, что по убывающей степени влияния на уменьшение шероховатости шлифованной поверхности основные технологические факторы можно распределить в таком порядке: выхаживание - алмазная правка круга - скоростное шлифование - уменьшение величины зерен круга - варьирование режимными факторами - влияние материала связки - влияние химического состава и качества СОЖ. Установлено, что шлифованная поверхность не может представлять собой массу параллельных рисок как точное воспроизведение или след движения абразивных зерен. В результате больших удельных давлений при резании и возникающих при этом пластических деформаций поверхностные слои металла вытягиваются и образуют надрывы с поперечными скоплениями металла. В результате значительного разогрева тончайшего слоя имеет место «размазывание» размягченного металла по обработанной поверхности. Эти явления сильно изменяют рельеф поверхности по сравнению с рельефом, образованным чисто геометрическими факторами. Резание в сухую
Смазочно-охлаждающие жидкости в последние годы все чаще рассматриваются как нежелательный фактор в производстве. Это обусловлено экономическими и экологическими причинами, в том числе все более жестким международным законодательством об охране окружающей среды. Согласно имеющимся данным, в крупносерийном производстве (автомобильная промышленность) на долю действий, связанных с применением СОЖ (доставка, использование, регенерация и т.д.), приходится от 7,5 до 17 % общих производственных затрат, тогда как расходы на инструмент составляют только 4 %. Весьма значительны затраты на последующую утилизацию и регенерацию СОЖ. В частности, в середине 90-х гг. прошлого века в Германии в течение года на утилизацию отправляли свыше 750 ООО т СОЖ при затратах до 1500 марок на утилизацию одной тонны, причем затраты эти непрерывно возрастали. Важную роль играют также экологические последствия от использования СОЖ. С одной стороны, учитывается их отрицательное влияние на окружающую среду, с другой - вредное воздействие на здоровье работников. В результате применения СОЖ возрастает угроза кожных (до 30 % всех профессиональных заболеваний), аллергических и онкологических заболеваний вследствие контакта человека с канцерогенными веществами (ароматическими углеводородами, оксидами и мылами металлов, продуктами бактерицидного разложения и т.д.). Известно, что резание всухую приводит к повышению температуры и, как следствие, ускоренному изнашиванию инструмента, возрастанию термических напряжений в детали, ее тепловым деформациям и прочим отрицательным последствиям. Эти воздействия можно уменьшить следующим образом (рис. 11):
Рис. 11. Средства, позволяющие осуществлять резание без либо с минимальным использованием СОТС □ выбирая технологию обработки, не требующую использования СОЖ; □ изменяя конструкцию и геометрию инструмента (размеры поверхностей, контактирующих с деталью и стружкой); □ используя износостойкие покрытия, препятствующие поступлению теплоты в инструмент; □ подбирая марки инструментальных материалов с повышенными теплостойкостью и теплопроводностью; □ используя твердые, газообразные смазочные вещества либо СОЖ с минимальным расходом (менее 100 мл/ч) в распыленном состоянии. Применение СОЖ в малых количествах не требует значительных затрат на ее очистку и утилизацию, но в то же время обеспечивает снижение коэффициентов трения и адгезии на контактных площадках. Мелкую стружку и пыль из зоны резания можно удалять с помощью сжатого воздуха. При этом нагретая стружка не накапливается в поддоне и не передает свою теплоту металлорежущему станку, не остается на зажимных элементах приспособления, не вызывает ускоренного изнашивания направляющих станка. Основная проблема при резании всухую - правильный выбор инструментального материала с учетом специфики процесса обработки. Например, при обработке сталей главной проблемой является высокая температура резания, при обработки чугуна и силуминов - интенсивное абразивное изнашивание инструмента, при обработке алюминия - склонность стружки к схватыванию с инструментом и деталью. Различия между резанием всухую и с использованием СОЖ зависят также от вида обработки (рис. 12). Легко заметить, что максимальный эффект от сухой обработки наблюдается при фрезеровании, поскольку прерывистое резание способствует охлаждению лезвий фрезы.
Рис. 12. Изменения стойкости (в процентах) инструментов при резании всухую и с использованием СОЖ (уровень стойкости 100 %): 1 - серый чугун; 2 - сфероидальный чугун; 3 - сталь с sв < 900 МПа; 4 - сталь с sв > 900 МПа; 5 - нержавеющие стали; 6 - алюминий Режущие инструменты при сухой обработке должны обеспечивать приемлемые условия резания и иметь высокую стойкость. Поскольку прочность и износостойкость инструментальных материалов снижаются по мере роста температуры, для обработки рекомендуется использовать в первую очередь твердые сплавы и минералокерамику. Если невозможно исключить использование инструментов из быстрорежущей стали, следует наносить на них покрытия типа TiAlN. Снижение адгезии и сил трения между инструментом и стружкой возможно при нанесении на инструмент алмазных либо алмазоподобных пленок. Эффективность различных покрытий при фрезеровании всухую и с использованием СОЖ показана на рис. 13, 14. Рис. 13. Влияние покрытия на износ фрез при обработке стали 42СгМо4 всухую и с использованием 5%-й эмульсии (и = 200 м/мин; S2 = 0,05 мм; t = 12 мм; путь резания 50 м) Рис. 14. Влияние покрытия на износ концевых фрез при обработке силумина AlZnMgCul,5 ( v = 1000 м/мин; Sz = 0,07 мм; t = 6 мм): 1 - покрытие отсутствует; 2 - аморфное покрытие типа С:Н; 3 - покрытие WC; 4 - алмазное покрытие; 5 - с расходом СОЖ 10 мл/ч; 6 - с расходом СОЖ 40 мл/ч
Сверление всухую или с использованием сжатого воздуха приводит к худшим результатам, чем сверление с СОЖ, однако резание с распыленной СОЖ также может обеспечить хорошие результаты. Здесь, однако, многое зависит от состава технологической среды (рис. 15).
Рис. 15. Влияние условий охлаждения на путь резания при сверлении серого чугуна типа СЧ25 сверлами из твердого сплава К20 с покрытием TiN ( v = 120 м/мин; Sa = 0,3 мм/об; диаметр сверла 10 мм)
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ ИЗУЧЕНИЯ ТЕПЛОВЫХ ЯВЛЕНИЙ Несмотря на значительные успехи, достигнутые в использовании аналитических методов для изучения тепловых явлений в зоне деформации и на контактных поверхностях инструмента, экспериментальные методы благодаря их надежности и простоте являются главным инструментом исследования. Основными объектами изучения являются: а) количество выделяемого при резании тепла и его распределение между стружкой, деталью и инструментом; б) температура, устанавливающаяся на контактных поверхностях инструмента; в) температурные поля в зоне деформации и режущем клине инструмента. Калориметрический метод. Метод позволяет определить количество тепла, переходящего в стружку, деталь и инструмент. На рис. 3 изображена схема постановки опыта при определении количества тепла Q, переходящего при точении в стружку и резец, и их средних температур 8. Внизу, перед передней поверхностью резца, установлен калориметр 1 с сеткой 2 для сбора стружки и ртутным термометром 3.
Рис.3 Для обеспечение лучшего попадания стружки в калориметр резание производят при левом вращении шпинделя. Если обозначить через: qсм - температуру смеси (воды в калориметре после резания) в град; Gв - массу воды в калориметре в г; qв - начальную температуру воды в калориметре в град; G - массу стружки или резца в г; с - теплоемкость стружки или резца в кал, то среднюю температуру стружки или резца можно определить по формуле
Количество тепла, перешедшего в стружку и резец, определяют по формуле Q = ( c г ` q - c н q н ) G , где cг - теплоемкость горячей стружки или резца в кал; cн - теплоемкость ненагретой стружки или резца в кал; qн - начальная температура стружки или резца. Количество тепла, уходящего в резец, можно также определить по методу Б. Т. Пруткова, измеряя температуру в различных местах по длине полого резца, наполненного ртутью. Метод термопар. Для измерения средней температуры на контактных поверхностях инструмента и в различных точках контактных площадок применяют разнообразные термопары.
На рис. 4 изображен метод подведенной термопары, предложенный Я. Г. Усачевым. Резец, применяемый в опытах, представляет собой корпус 1, к которому прижата режущая пластинка 2 из быстрорежущей стали или твердого сплава. В корпусе сделано отверстие, в которое вставлена изоляционная трубка 3. Стандартная термопара 4 (медь-константан, хромель-алюмель и др.) с гальванометром 5, подключенным к ее концам, вставлена в изоляционную трубку так, что ее спай касается нижней плоскости пластинки 2. Спай термопары регистрирует температуру опорной плоскости пластинки. Большим достоинством метода является возможность использования стандартных термопар с известными термоэлектрическими характеристиками, а потому не нуждающихся в специальной тарировке. Располагая отверстия в различных точках передней и задней поверхностей, можно составить представление о температурном поле в режущем клине инструмента. Однако методу присущи и серьезные недостатки, ограничивающие область его применения. Измеряемая термопарой температура ниже температуры на контактных поверхностях инструмента, и разность температур зависит от расстояния спая термопары от указанных поверхностей, увеличиваясь при увеличении толщины режущей пластинки. Практически не удается иметь толщину пластинки менее 1,5 - 2 мм, а поэтому из-за большого градиента температур измеряемая температура на 50-80° ниже действительной. При долговременном резании вследствие износа передней и задней поверхностей инструмента расстояние между спаем термопары и контактными поверхностями сокращается, что приводит к непрерывному возрастанию температуры. Наконец, метод подведенной термопары трудно использовать при вращающемся инструменте.
Более простым и совершенным является метод естественно образующейся термопары, предложенный Е. Гербертом и К. Готвейном. Метод основан на том, что в процессе резания (рис. 5) в месте соприкосновения передней поверхности инструмента со стружкой и задней поверхности с поверхностью резания естественным путем создаются термопары, электродами которых являются материал обрабатываемой детали и материал режущей части инструмента. Если обрабатываемую деталь и инструмент включить в замкнутую электрическую цепь, то величина термоэлектродвижущей силы, возникающей в термоэлементе, будет пропорциональна температуре скользящего «спая» образовавшейся термопары. Методом естественно образующейся термопары измеряют не максимальную, а некоторую среднюю контактную температуру на передней и задней поверхностях инструмента. Действительно, «спай» термопары можно представить как большое количество параллельно соединенных термопар (термоэлементов), имеющих различное внутреннее сопротивление R1, R2 … Rn. Различные точки площадок контакта нагреты неодинаково, а поэтому в каждом термоэлементе будет генерироваться различная термоэлектродвижущая сила e1, е2 ... еп. На основе принципа суперпозиции напряжение U гальванометра, включенного в цепь, для любого количества термоэлементов определяется выражением
где q =1/ R проводимость термоэлемента. Величина электродвижущей силы и направление термотока зависят от рода инструментального и обрабатываемого материалов, образующих термопару. Например, при обработке углеродистой стали инструмент является положительным электродом, если он изготовлен из быстрорежущей стали, и отрицательным - если из твердого сплава.
Схема измерения температуры при точении методом естественно образующейся термопары изображена на рис. 6. Обрабатываемая болванка 1 изолирована от патрона 3 и центра задней бабки эбонитовыми прокладками и пробкой 5. Цельный резец 2 из быстрорежущей стали или твердого сплава изолирован от резцедержателя эбонитовыми прокладками 5. Резец делают цельным для того, чтобы в месте приваривания или припаивания режущей пластинки к корпусу резца не образовались паразитные термопары. Болванка медным проводником 10 соединена с гибким валом 6, закрепленным в эбонитовой втулке, установленной на конце шпинделя станка 4. Контактный наконечник 7 гибкого вала опущен в ванночку со ртутью 8. Милливольтметр 9 одной клеммой соединен с торцом резца, а вторым - с ртутным токосъемником. Замкнутая электрическая цепь состоит из болванки - проводника - гибкого вала - токосъемника - милливольтметра - резца - болванки. Болванку изолируют от станка для устранения влияния паразитных термопар, могущих возникнуть между отдельными деталями станка. Однако роль паразитных термопар при высокой температуре контактных поверхностей инструмента незначительна, и за счет некоторого снижения точности измерения установку можно упростить, отказавшись от изоляции болванки, сохранив изоляцию только резца. Достоинством метода естественно образующейся термопары является то, что его легко осуществить не только при точении, но и при сверлении, нарезании резьбы метчиком, строгании, фрезеровании, протягивании и других видах работ. Для перевода показаний милливольтметра в градусы Цельсия естественно образующаяся термопара должна быть предварительно подвергнута специальной тарировке. Схемы двух способов тарировки термопары приведены на рис. 7 и 8.
При первом способе тарировку производят в расплавленном металле (рис. 7). В электропечь 1 помещают тигель 2 с расплавленным металлом, имеющим низкую температуру плавления (свинцом, оловом, сурьмой, сплавом Вуда и г. п.). Стержни 3 и 4 из обрабатываемого и инструментального материалов опускают на одинаковую глубину в расплавленный металл, а к их концам присоединяют милливольтметр 6, применяемый в опытах по измерению температуры при резании. Между стержнями помещают контрольную термопару 5, гальванометр 7 которой проградуирован в градусах. Нагревая и охлаждая расплавленный металл, сравнивают показания милливольтметра 6 в милливольтах и гальванометра 7 в градусах и строят тарировочный график т v - °С. При втором способе (см. рис. 8) для тарировки используют пластинчатый нагреватель. Стержни 1 и 2 из обрабатываемого и инструментального материалов с определенной силой прижимают к нихромовому нагревателю 3. К нагревателю приварены две тонкие пластинки, представляющие собой расплющенные концы проводов из меди и константана и образующие контрольную термопару 4. Нагрев пластины 3 осуществляется переменным током через трансформатор 7. Для регулирования температуры нагрева служит реостат 6. Задавая различную температуру нагрева торцов тарируемой термопары, сравнивают показания рабочего милливольтметра 5 с показаниями контрольного гальванометра 8 и строят тарировочный график. Температура, измеряемая естественно образующейся термопарой, выше, чем подведенной, и приближается к истинной температуре контактных поверхностей инструмента. В отличие от метода подведенной термопары, при котором измеряемая температура возрастает с течением времени, температура, измеряемая естественно образующейся термопарой, стабилизируется в течение 2-3 с после начала резания и в дальнейшем не зависит от времени работы инструмента. Большим неудобством при применении метода естественно образующейся термопары является необходимость новой тарировки термопары при изменении материалов детали или инструмента. Влияние материала обрабатываемой детали на вид тарировочного графика можно исключить, применяя двухрезцовый метод, предложенный В. Рейхелем.
Рис. 9. Схема измерения температуры резания методом двух резцов При этом методе точение производят двумя одинаковыми по размерам и геометрическим параметрам резцами 1 и 2 (рис. 9), изготовленными из твердого сплава и быстрорежущей стали и подключенными к клеммам милливольтметра 3. Термоэлектродвижущая сила, возникающая вследствие отличия термоэлектрических свойств инструментальных материалов резцов, по закону аддитивности не зависит от рода обрабатываемого материала болванки, который в этом случае выполняет функцию только электрического проводника. Электродами естественно образующейся термопары являются материалы резцов; величина электродвижущей силы зависит от их свойств и температуры нагрева контактных поверхностей резцов. Тарировку термопары производят только один раз. По точности метод уступает однорезцовому, так как предполагает строго одинаковые температуры контактных поверхностей обоих резцов". Однако вследствие различных коэффициентов трения на передней и задней поверхностях резцов и теплопроводности инструментальных материалов температуры на контактных поверхностях резцов не могут быть одинаковыми.
Рис. 10. Схема измерения температуры «бегущей» термопарой Так называемые «бегущие» термопары (рис. 10) применяют для изучения закона распределения температур на контактных поверхностях инструмента. Деталь 4 выполняют в виде винтового гребня прямоугольного профиля. В ней сверлят отверстие диаметром 0,5 - 0,7 мм, в которое вставляют электроды 1 и 2 термопары в защитной трубке 3 из материала детали. Электродами термопары служат проволочки диаметром 0,1 мм из меди и константана, изолированные эмалью. Концы термопар K1, К2, К3 и К4 через передающую систему подключены к осциллографу. При перерезании резцом защитной трубки и термопары электроды замыкаются на контактной поверхности стружки и поверхности резания. Часть электродов, двигаясь со скоростью стружки, через контакты К1 и К2 фиксирует на пленке осциллографа температуры по ширине площадки контакта стружки с резцом. Другая часть электродов, перемещаясь со скоростью, равной скорости резания, через контакты К3 и К4 фиксирует температуры по ширине площадки контакта поверхности резания с резцом. |
|||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 304; Нарушение авторского права страницы






 и
и  ,
,