|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Передвижные штукатурные станции
Такие станции обычно работают с качественным товарным раствором и применяются на объектах с большими объемами внешних и внутренних штукатурных работ. С помощью штукатурных станций осуществляют высокопроизводительный непрерывный процесс подачи и нанесения раствора. Они представляют собой комплект оборудования для приемки, побуждения, просеивания, перекачивания и нанесения штукатурных растворов, смонтированного в технологической последовательности внутри металлического утепленного кузова, установленного на полозьях или пневмоколесном шасси. Доставляют станции на объекты грузовыми автомобилями. Передвижные штукатурные станции различают по конструкции и производительности растворонасоса, способу загрузки приемного бункера, типу побудителя-смесителя в приемном бункере. Основным параметром станций является производительность установленных на них растворонасосов. При загрузке приемных бункеров станций раствором транспортные средства (авторастворовоз, автосамосвал) располагаются на уровне стоянки станции или на подъездном пандусе. В качестве побудителей-смесителей, устанавливаемых в приемных бункерах станций, применяют винтовые конвейеры и роторные устройства.
Рис.18. Кинематическая схема штукатурной станции СШ-6 (вертикальная компоновка): 74. Машины и оборудование малярной станции. Работа оборудования для малярных работ. Передвижные малярные станции являются в настоящее время основным высокопроизводительным и эффективным средством переработки, транспортировки и нанесения малярных составов на объектах промышленного, гражданского и сельского строительства с большими объемами малярных работ. Они предназначены для приема товарных полуфабрикатов малярных составов, приготовления, механизированной подачи к рабочим местам и нанесения на обрабатываемые поверхности водных, водно-клеевых и масляных красок, грунтовок, клеевых и масляных шпаклевок при централизованном приготовлении малярных составов. Малярные станции используют на объектах строительства, обеспеченных электроводоснабжением и подъездными путями и устанавливаются в непосредственной близости (5... 10 м) от здания, где ведутся малярные работы.
Оборудование передвижных малярных станций размещается в утепленном кузове-фургоне, смонтированном на двухосном автомобильном прицепе-шасси. Различаются станции между собой в основном комплектующими машинами и оборудованием, которые подбираются в зависимости от видов исходного сырья, поставляемого на строительный объект, технологии и способов отделки. В состав основного технологического оборудования малярных станций входят, как правило, серийно выпускаемые строительно-отделочные и ручные машины: мелотерки, краскотерки, электроклееварки, смесители, вибросита, малярные агрегаты, дозирующее оборудование, поршневые и винтовые насосы, красконагнетательные баки, компрессоры, краскораспылители, расходные и приемные для готовой продукции емкости, загрузчики расходных емкостей, рукава, инструмент и т. п. Кроме технологического оборудования в состав станций входят системы электрооборудования, автоматики, управления, вентиляции, отопления и водоснабжения. Станции могут работать круглогодично. В кузове / станции (рис. 7.23) смонтированы три технологические линии: 1) водных, водно-клеевых красок и грунтовок, клеевых красок; 2) клеевых и масляных шпаклевок; 3) масляных и эмалевых красок. В состав линии масляных красок входят жерновая краскотерка 8 для перетирания жидких и пастообразных малярных материалов, вибросито 7 для процеживания малярных составов и красконагнетательные баки 9 и 10. Остальные две линии однотипны, универсальны, взаимозаменяемы и укомплектованы малярными агрегатами 3 на базе винтовых насосов для перемешивания, процеживания, транспортирования и нанесения малярных составов, электроклееваркой 5 для приготовления клея и двумя дозаторами. Полуфабрикаты загружаются в малярные агрегаты загрузчиком, выполненным на базе винтового насоса и развивающим давление 0,5 МПа. Производительность загрузчика до 0,6 м3/ч и его можно размещать на расстоянии до 15 м от малярной станции. Это позволяет при работе в зимних условиях устанавливать загрузчик в утепленном помещении и обеспечивать непрерывную загрузку малярных составов. Полуфабрикаты загружаются в бункер загрузчика и по рукаву перекачиваются в бункера смесителей малярных агрегатов. Туда же из водопровода и дозатора поступает вода (а при необходимости другие компоненты) или клей из клееварки. В комплект оборудования станции входит также набор материальных рукавов, воздушных шлангов и распылительных устройств для нанесения малярных составов на поверхности. Потребность станции в сжатом воздухе обеспечивается двумя компрессорами. В кузове смонтированы также инструментальный шкаф 2 для хранения инструмента, электроводоподогреватель 4, весы 6, лабораторный стол 11, электрошкаф 12. При работе с масляными красками красконагнетательный бак и компрессор снимаются со станции и устанавливаются непосредственно на объекте. Станция оборудована системами обогрева и вентиляции кузова, системой водоснабжения (холодной и горячей водой) и рассчитана на круглогодичную эксплуатацию. Электрооборудование станции включает электрошкаф и пускорегулирующую аппаратуру. Станцию обслуживают три человека. Малярный агрегат станции (рис. 7.24) укомплектован механизмами для приготовления из полуфабрикатов, процеживания, транспортирования к рабочим местам и нанесения на обрабатываемые поверхности клеевых, масляных и синтетических шпаклевок, грунтовочных составов, водно-клеевых, масляных и синтетических красок.
Агрегат включает смонтированные на общей раме с колесным ходовым устройством лопастной смеситель 7 цикличного действия с бункером 6, вибросито 9, бункер-накопитель 10, шнек-питатель 14, винтовой насос 13, электрооборудование, напорный рукав 12 с удочкой 11, пусковую аппаратуру. Привод винтового насоса со шнеком-питателем осуществляется от электродвигателя 3, через клиноременную передачу 2 и зубчатый редуктор 1. Лопастной вал смесителя приводится во вращение электродвигателем 4 через редуктор 5. Колебания сменным плоским ситам вибросита сообщаются от дебалансного вибровозбудителя, приводимого во вращение гибким валом от электродвигателя 15. Агрегат комплектуется двумя удочками с набором форсунок для нанесения малярных составов как с помощью сжатого воздуха, так и бескомпрессорным способом. Полуфабрикаты загружаются в смеситель загрузчиком, выполненным на базе винтового насоса. Туда же добавляются необходимые компоненты, после чего малярный состав доводится перемешиванием до нужной консистенции. Готовый малярный состав через открытый шибер 8 поступает из смесителя на вибросито 9, а затем в бункер-накопитель 10 шнека-питателя 14 винтового насоса 13, которым подается к рабочим местам. Вибросито комплектуется набором сменных сит с ячейками различных размеров, позволяющими процеживать побелку, грунтовку, шпаклевку и другие малярные составы. Малярные агрегаты комплектуются универсальными малярными удочками (рис. 7.25, а) с набором форсунок воздушного (рис. 7.25, б) и безвоздушного (рис. 7.25, в) распыления. Удочки присоединяются к материальному рукаву с помощью штуцера. Составными частями удочки являются корпус 1 распылителя, воздухопровод 2 с воздушным краном 4, материалопровод 3 с пусковой скобой 5.
Рис. 7.25. Универсальная удочка для нанесения малярных составов К корпусу распылителя сменные форсунки крепятся накидными гайками 8. Форсунка воздушного распыления состоит из сопла 10 со сменной износостойкой вставкой 11 и завихрителя воздуха 9 со сквозным осевым каналом для подачи материала в зону смешивания и спиральными канавками на наружной конической поверхности. Сжатый воздух из воздушной камеры 7 по спиральным канавкам завихрителя подается в зону смешивания, где он насыщает поступающий из камеры б материал и' осуществляет закрутку аэрированного состава. Образующийся при выходе из сопла насыщенный факел переносится на отделываемую поверхность. Составными частями форсунки безвоздушного распыления являются сопло со сменной калиброванной вставкой и цилиндрический завихритель с центральным и периферийными каналами. Центральный канал насыщает материалом центральную часть факела, а периферийные каналы осуществляют закрутку поступающего в сопло материала. Передвижные малярные станции являются в настоящее время основным и эффективным средством переработки, транспортировки и нанесения малярных составов на объектах городского строительства с большими объемами малярных работ. На объектах со сравнительно малыми объемами работ применяют передвижные малярные агрегаты на базе винтовых насосов.
75. Устройство и работа оборудования для торкретирования бетонной смеси. Торкретирование или устройство набрызгбетона применяют при возведении с односторонней опалубкой тонкостенных железобетонных конструкций (резервуаров, сводов-оболочек) и для безопалубочного закрепления туннельных выработок, образования плотного поверхностного слоя в сооружениях с повышенными требованиями к водонепроницаемости, замоноличивания швов, устранения дефектов в бетоне при ремонтно-восстановительных работах. Торкретирование заключается в нанесении на поверхность бетона, железобетона, скалы под давлением сжатого воздуха одного или нескольких слоев цементно-песчаного раствора (торкрета), устройство набрызгбетона — в нанесении бетонной смеси. Торкретирование и устройство набрызгбетона выполняют цементными смесями на плотных или пористых заполнителях по неармирован-ной или армированной поверхности. В состав раствора входят цемент, песок или гравий предельной крупностью до 5 мм (в виде исключения допускается применять заполнитель крупностью до 8 мм), а также добавки, ускоряющие схватывание и твердение его, в состав бетонной смеси, помимо цемента и песка, — крупный заполнитель размером не более 20 мм. Растворы или бетонные смеси приготовляют на портландцементах любых видов марки не ниже 400, а также на расширяющемся и безусадочном цементах. Из ускорителей схватывания и твердения цемента применяют хлористый кальций, жидкое стекло и другие добавки, вводимые в воду затворения. Толщина слоев, одновременно наносимых при торкретировании, должна быть не более 15 мм при нанесении раствора на горизонтальные потолочные (снизу вверх) или вертикальные неармиро-ванные поверхности, 25 мм — на вертикальные армированные поверхности, а при набрызгбетоне 50 мм при нанесении бетонных смесей на горизонтальные потолочные поверхности (снизу вверх), 75 мм — на вертикальные поверхности. При нанесении растворных или бетонных смесей на горизонтальные поверхности сверху вниз толщина слоя не ограничивается. Число и толщина слоев, характер смеси (раствор или бетонная смесь, вид и максимальная крупность заполнителя и др.), тип армирования определяются проектами сооружения и производства работ. Оборудование для торкретирования и устройства набрызгбетона. Раствор йаносят цемент-пушкой непрерывного действия СБ-117 (рис. 63) производительностью 2 м3/ч по сухой смеси. Дальность подачи сухой смеси по горизонтали — 45 м, по вертикали—10 м. Для нанесения бетонной смеси (безопалубочное бетонирование) применяют машину СБ-67А (рис. 64) производительностью 4 м3/ч сухой смеси. Дальность подачи сухой смеси по горизонтали до 200 м, по вертикали до 35 м. Оборудование для торкретирования или устройства набрызгбетона (рис. 65) состоит из машины для набрызга, компрессора, воздухоочистителя, бака для воды, шлангов, сопла.
Рис. 63. Цемент-пушка СБ-117
Рис. 64. Машина для безопалубочного бетонирования СБ-67А Загруженная в машину 4 сухая смесь цемента и заполнителя под давлением сжатого воздуха от 0,15 до 0,35 МПа поступает по шлангу 5 к соплу 6 и смешивается с водой, образуя растворную (бетонную) смесь, а затем с большой скоростью вылетает из сопла наружу. Сжатый воздух поступает от компрессора. Приготовляют сухую смесь в смесителях. Вода подается к соплу шлангом 7 под давлением, превышающим на 0,05—0,15 МПа давление воздуха в машине. Частицы раствора (бетонной смеси), вылетая из сопла, ударяются о торкретируемую поверхность и остаются на ней, образуя плотный слой торкрета (набрызгбетона). Некоторая часть раствора (бетонной смеси), называемая отскоком и состоящая главным образом из песчинок и гравия, отскакивает от поверхности и падает. Расход воды регулируют с таким расчетом, чтобы свежеприготовленная смесь для набрызга не сползала с вертикальных поверхностей, а отскок частиц был минимальным. Уменьшение отскока достигается также регулированием давления воздуха в машине. Для уменьшения отскока и улучшения смачивания сухой смеси в сопле применяют поверхностно-активные добавки (например, мылонафт) в количествах, определяемых предварительными опытами. Машины БМ-68 и БМ-70 предназначены не только для набрыз-га, но и для подачи бетонной смеси за опалубку. Производительность машин при набрызге достигает 6 м3/ч, а при укладке бетонной смеси за опалубку соответственно 14 и 12 м3/ч. Машины БМ-68 и БМ-70 позволяют применять заполнители с максимальным размером зерен до 40 мм при укладке бетонной смеси за опалубку.
Рис. 65. Схема расположения оборудования для торкретирования: Максимальная дальность подачи сухой смеси по горизонтали машиной БМ-68 составляет 300 м, машиной БМ-70 — 200 м, а по вертикали соответственно—100 и 50 м. Сухая бетонная смесь транспортируется по шлангу под давлением сжатого воздуха до 0,5 МПа. Машина БМ-70 оборудована поворотным гидравлическим грейферным устройством для загрузки сухой бетонной смеси в приемный бункер. Производство работ. Для обеспечения хорошего сцепления раствора или бетонной смеси с торкретируемой поверхностью с последней удаляют крупные неровности, заполняют большие вывалы породы в скальных выработках, насекают бетонную поверхность пневматическими отбойными молотками, очищают и промывают водой под давлением. До начала работ устанавливают арматуру, закрепляя ее от смещений, и защитные щитки на прилежащих к торкретируемым площадям сооружениях. Регулируют подачу воды и величину давления воздуха в машине пробным нанесением смеси на переносной щит. При нанесении раствора сопло цемент-пушки держат на расстоянии 0,7—1 м от торкретируемой поверхности, а при нанесении бетонной смеси сопло машины СБ-67А — на расстоянии 1—1,2 м. Струю направляют перпендикулярно поверхности. Во время работы сопло непрерывно перемещают круговыми движениями. На вертикальные, наклонные и криволинейные поверхности раствор или бетонную смесь наносят снизу вверх. Толщину наносимого слоя контролируют по маякам. При нанесении нескольких слоев каждый последующий слой наносят с таким интервалом, чтобы под действием свежей смеси не разрушался предыдущий слой. Максимально допускаемый перерыв не должен превышать времени схватывания цемента, чтобы обеспечить втапливание свежего слоя в предыдущий и хорошее сцепление между ними. Величины допускаемых перерывов перед нанесением очередных смежных слоев устанавливает строительная лаборатория. Если поверхность конструкции большая и необходимо устройство швов, то работы выполняют участками между швами послойно на всю проектную толщину, а стыки отдельных слоев располагают вразбежку (с небольшим смещением один относительно другого), образуя ступенчатый рабочий шов. Поверхность нанесенного слоя обрабатывают (выравнивают или затирают) после его затвердения. Торкретирование и устройство набрызгбетона выполняют также способом «пневмобетон», основанным на транспортировании мелкозернистых бетонных смесей во взвешенном состоянии, укладке и уплотнении смесей в бетонируемой конструкции. 1 Смесь, подлежащая транспортированию и укладке с помощью установки «пневмобетон», должна быть однородной, нерасслоив-шейся по структуре в момент использования, иметь требуемую подвижность. Поскольку в процессе набрызга часть воды затворения из смеси удаляется вместе со сжатым воздухом, готовят смесь подвижностью примерно на 5 см выше требуемой. Максимальная крупность зерен заполнителя не должна превышать 8 мм. Зерновой состав смеси определяется расчетом в строительной лаборатории. Установка «пневмобетон» включает в себя питатель (плунжерный растворонасос производительностью 2; 4 или б м3/ч), раство-росмеситель и компрессор. Питатель предназначен для равномерного шлюзования смеси в трубопровод, компрессор — для снабжения сжатым воздухом, с помощью которого смесь транспортируется по трубопроводу во взвешенном состоянии, укладывается и уплотняется в конструкции. Для качественного уплотнения смеси, наибольшего ее обезвоживания и получения минимального отскока частиц сопло в процессе работы держат на расстоянии 75—80 см от бетонируемой поверхности.
76. Машины для устройства и отделки полов. Принципиальные схемы. Работа. При устройстве цементно-песчаных и бетонных стяжек, бетонных и мозаичных полов для подачи и нанесения готовых жестких цементно-бетонных смесей (осадка конуса 3…5 см) используют машины-пневмонагнетатели. Для выравнивания, уплотнения и предварительного заглаживания стяжек и полов применяют электромеханические поверхностные вибраторы — виброрейки и площадочный вибратор (при малых объемах работ), которые передвигают по уплотняемой поверхности с помощью гибких тяг. Для заглаживания и железнения бетонных и цементно-песчаных полов используют универсальную машину. При устройстве и отделке монолитных бетонных полов методом вакуумирования применяют вакуумный комплекс. Предварительную обработку (обдирку) бетонных полов осуществляют фрезерными машинами (серийно не выпускаются), последующее чистовое шлифование поверхности пола — мозаично-шлифовальными машинами: ручными при небольших объемах работ и самоходными (крупными партиями не выпускаются) при больших объемах работ. Для очистки обработанной мозаично-шлифовальными машинами поверхности используют шламоуборочную машину. Для устройства наливных полов применяют передвижные станции. Виброрейки однотипны по конструкции, максимально унифицированы и различаются между собой шириной обрабатываемой полосы (1,5; 3,0 и 4,0 м), габаритами, массой и производительностью. Они обеспечивают проработку слоя бетонной смеси на глубину до 150 мм и оснащаются одинаковыми мотор-вибраторами мощностью 0.25 кВт и регулируемой вынуждающей силой 2…5.6 кН. Каждая виброрейка (рис. 7.31) состоит из двух параллельных алюминиевых Z-образных пустотелых рабочих профилей 4, мотор-вибратора с регулируемым статическим моментом дебалан-сов, пусковой электроаппаратуры и органов управления. Рабочие профили, передающие колебания от мотор-вибратора непосредственно бетону, уплотняют бетонную смесь и жестко связаны между собой стяжками и основанием 6, на котором крепится мотор-вибратор. Для обеспечения жесткости рабочие профили имеют специальное поперечное сечение. Для предотвращения их прогиба при установке на направляющие и в процессе работы предусмотрено специальное натяжное устройство. Для переноса виброрейки на концах рабочих профилей закреплены скобы, к которым с помощью карабинов крепятся тросы-тяги с обрезиненными рукоятками управления. Рукоятки управления крепятся к тягам через резиновые втулки, что обеспечивает защиту обслуживающего персонала от вибрации. Виброрейки подключаются к трехфазной электрической сети переменного тока напряжением 380 В, частотой 50 Гц посредством гибкого кабеля.
Рис. 7.31. Схема виброрейки В комплект электрооборудования виброреек входят: понижающий трансформатор с защитно-отключающей аппаратурой, размещенной в специальном передвижном шкафу, и пакетный выключатель, установленный непосредственно на виброрейке. При работе виброрейку перемещают со скоростью 0,5… 1,0 м/мин по кромкам смежных полос уложенной бетонной смеси (раствора) или по направляющим (маячным) рейкам. Скорость перемещения выбирают исходя из того, что время вибрации малой толщины слоя уплотняемой смеси должно быть минимальным во избежание ее расслоения и оседания крупного заполнителя. Универсальная заглаживающая машина (рис. 7.32) укомплектована чугунным диском диаметром 880 мм для предварительного заглаживания и железнения бетонных и цементных полов и лопастным рабочим органом диаметром 800 мм для чистовой отделки пола с четырьмя (тремя) металлическими заглаживающими лопастями, расположенными в одной плоскости под углом 90° (120°) друг к другу. Лопастной рабочий орган крепится на выходном валу червячного редуктора привода и состоит из планшайбы 8, в направляющих втулках которой установлены оси с лопастедержате-лями и заглаживающими лопастями, и регулирования угла наклона лопастей, обеспечивающего плавное изменение угла наклона лопастей к заглаживаемой поверхности при работе в пределах от 0 до 10°.
Рис. 7.32. Универсальная заглаживающая машина механизма При необходимости диск с помощью лопастедержателей закрепляется на лопастном рабочем органе, который превращается в дисковый. Привод рабочего органа состоит из двухскоростного электродвигателя, клиноременной передачи и червячного редуктора. Для передвижения машины оператором служит складная рукоять (складывается в транспортном положении) с двумя ручками управления, регулируемая по высоте. На верхней части рукояти установлены механизм управления приводом и электропусковая аппаратура, состоящая из пакетного переключателя, пускателя, микропереключателя и защитно-отключающего устройства. Механизм управления приводом состоит из ручной педали 10, шарнирно установленной на правой ручке и связанной с помощью тросика с нажимным рычагом, воздействующим на микровыключатель, который при нажатии на ручную педаль замыкает цепь управления приводом, осуществляя пуск электродвигателя. Машина подключается к трехфазной сети переменного тока напряжением 380 В, частотой 50 Гц через защитно-отключающее устройство с помощью кабеля и штепсельных разъемов. Вакуумный комплекс (рис. 7.33) предназначен для устройства монолитных бетонных полов и их обработки методом вакуумирова-ния. Сущность вакуумирования заключается в удалении избыточной воды затворения в смеси с воздухом (водовоздушной смеси) из свежеуложенного и виброуплотненного слоя бетона под воздействием вакуума. Удаляемая из бетона водовоздушная смесь увлекает за собой частицы цемента, которые заполняют поры и скапливаются на поверхности. Это приводит к повышению прочности вакуумиро-ванного бетона по сравнению с обычным на 20…25%, уменьшению усадки и ускорению твердения бетона, увеличению водонепроницаемости, морозо- и износостойкости его поверхностного слоя, а также позволяет производить окончательную обработку поверхности пола заглаживающими машинами практически сразу же после завершения процесса вакуумирования.
Рис. 7.33. Вакуумный комплекс для устройства монолитных бетонных полов В состав комплекса входят: набор виброреек различной длины (1,5; 3,0; 4,5 м) с опорами и направляющими; вакуумный агрегат с набором шлангов; отсасывающие маты (вакуум-маты) различного размера; две заглаживающие машины с набором дисковых и лопастных рабочих органов для черновой и чистовой обработки поверхности пола; ванна для промывки фильтровально-дренажного слоя вакуум-матов; комплект шлангов и соединительные устройства для соединения вакуум-агрегата с вакуум-матами в процессе работы; передвижной шкаф управления; контейнер для хранения и перевозки оборудования. Технологический процесс устройства чистых бетонных полов с применением вакуумного комплекса осуществляется отдельными и повторяющимися циклами, включающими следующие последовательно выполняемые и взаимосвязанные операции: – подготовку поверхности основания пола; – прием и укладку бетонной смеси с осадкой конуса 9…11 см; – уплотнение бетонной массы и выравнивание поверхности пола вибро рейками; – вакуумирование уложенной бетонной смеси с помощью вакуум-агрегата; – окончательную отделку поверхности пола универсальными заглаживающими машинами. Вакуум-агрегат смонтирован на одноосной двухколесной тележке и состоит из водокольцевого вакуумного насоса с приводным электродвигателем для создания разрежения (не менее 0,095 МПа) и отсасывания водовоздушной смеси из уложенного слоя бетона, водяного бака со всасывающей и нагнетательной камерами, быстро-разъемных переходников для подсоединения отсасывающего и сливного рукавов и пульта управления. Вакуум-мат выполнен в виде эластичного ковра, накладываемого перед вакуумированием на уплотненную бетонную поверхность и состоящего из двух слоев — нижнего фильтрующего, через ячейки которого вода равномерно отсасывается из бетона, и верхнего герметизирующего из водонепроницаемой ткани для изоляции вакуума от атмосферы. В среднюю часть герметизирующего слоя встроен коллектор для сбора отсасываемой воды с патрубком для подсоединения отсасывающего рукава вакуум-агрегата. Вакуумирование проводят при разрежении 0,07…0,08 МПа. Продолжительность процесса вакуумирования зависит от толщины обрабатываемого слоя бетона, т. е. на 1 см толщины слоя затрачивается примерно 1 …1,5 мин. Процесс вакуумирования считается законченным, если прекращается движение воды через прозрачный участок трубопровода, а бетон наберет прочность порядка 0,2…0,3 МПа. Жесткость смеси после вакуумирования 30…40 с. После вакуумирования готовая поверхность затирается и заглаживается машинами через 3…4 ч в зависимости от толщины слоя, температуры окружающего воздуха и т. п. Вакуумный комплекс подключается к сети переменного тока с глухозаземленной нейтралью напряжением 380 В, частотой 50 Гц.
Рис. 7.34. Ручная мозаично-шлифовальная машина: Мозаично-шлифовальная машина (рис. 7.34, а) может работать как с абразивными сегментами 6С9Д, так и алмазными фрезами. Машина состоит из шлифовальной головки с двумя противовра-щающимися траверсами, двух сменных пригрузов, электродвигателя с защитой от перегрузок и коротких замыканий, механизма пуска под нагрузкой, электрооборудования, рукоятки управления и опорной оси с двумя обрезиненными колесами. Рабочим органом машины (рис. 7.34, о) служат противовращаю-щиеся планшайбы, на каждой из которых в державках установлены по три абразивных сегмента 13 типа 6С или алмазные фрезы для шлифования обрабатываемой поверхности. Абразивы установлены в державках и удерживаются пружинами. Каждая планшайба крепится через плоский резиновый амортизатор к соответствующей траверсе. Амортизаторы обеспечивают равномерный нажим на каждый абразивный сегмент, их равномерный износ и самоустановку по обрабатываемой поверхности, а также плавную работу машины. Вращение траверсам передается от электродвигателя через зубчатый редуктор в разные стороны, что обеспечивает прямолинейное поступательное движение машины. К корпусу редуктора с помощью оси и кронштейнов крепится узел управления и ходовое устройство с двумя обрезиненными колесами. Рабочий орган может перемещаться в пазах кронштейнов относительно ходового устройства вертикально вниз по мере износа абразивов. Рабочий орган защищен кожухом 8, который постоянно соприкасается с обрабатываемой поверхностью. На раме ходового устройства закреплен пластмассовый бак вместимостью 20 л, вода из которого подается в зону обработки через шланг И и кран с ручным управлением. Пуск и остановка электродвигателя осуществляются с помощью пакетного выключателя с усиленной электрозащитой. Электробезопасность машины обеспечивается защитно-отключающим устройством. Машины подключаются к трехфазной сети переменного тока напряжением 380 В, частотой 50 Гц с помощью гибкого кабеля. Самоходные мозаично-шлифовальные машины предназначены для выполнения средних и больших объемов работ. Они выпускаются мелкими партиями и характеризуются довольно большим разнообразием конструктивных решений. Распространение получили самоходные мозаично-шлифовальные машины и агрегаты на базе специальных шасси с индивидуальным гидравлическим и электрическим приводом ходовых колес. способных обеспечивать получение и бесступенчатое регулирование «ползучих» рабочих скоростей передвижения в диапазоне 1…10 м/мин, при которых достигается высокое качество обработки поверхности пола при минимальном количестве проходов машины по одному участку. Машины оборудуются двумя или тремя шлифовальными головками с индивидуальным электрическим приводом. оснащенными абразивным или алмазным инструментом. Шлифовальные головки могут быть унифицированы с серийными ручными шлифовальными машинами. Подъем и опускание головок осуществляется гидравлическим или электромеханическим подъемным механизмом. Вода в зону шлифования подводится либо от водяной магистрали через рукав с регулирующим краном, либо от водяного бака, установленного на машине.
Рис. 7.35. Самоходная шлифовальная машина Самоходная мозаично-шлифовальная машина (рис. 7.35) состоит из двух шлифовальных головок, ходовой тележки, механизма подъема головок с траверсой, пускозащитной аппаратуры и пульта управления. Шлифовальные головки, унифицированные с головкой ручной шлифовальной машины, крепятся к ходовой тележке с помощью осей и кронштейнов. Пазы в кронштейнах позволяют шлифовальным головкам по мере износа абразивного инструмента опускаться относительно ходовой тележки. Ходовая тележка имеет два ведущих колеса с раздельным приводом, опорное и поворотное (рояльное) колеса. Привод каждого колеса включает электродвигатель, червячный редуктор, цепную передачу и кулачковую муфту для отключения привода при перекатывании машины вручную. Механизм подъема-опускания шлифовальных головок при переводе их в рабочее и транспортное положения встроен в корпус ходовой тележки и состоит из электродвигателя, клиноременной передачи, червячного редуктора и кулачковой муфты для отключения привода механизма при подъеме шлифовальных головок вручную. В крайних положениях головок при подъеме и опускании привод выключается микровыключателями. Вода в зону шлифования подается от водопроводной магистрали, а ее расход регулируется краном. При небольших объемах работ каждая из головок может быть снята с машины и после дооборудования их рукоятками серийных ручных машин трансформируются в ручную шлифовальную машину. Самоходная шлифовальная машина обеспечивает ширину шлифования 600 мм, производительность при затирке 80 м2/ч, при шлифовании 90 м2/ч (180 м2/ч с алмазными дисками) и движется при шлифовании со скоростью 9,1 м/мин. Установленная мощность двигателей машины 12,3 кВт. С помощью выносного пульта осуществляется дистанционное управление машиной. Передвижные станции для устройства наливных покрытий полов. В современном строительстве процесс устройства наливных поливи-нилацетатных полов комплексно механизирован за счет применения высокопроизводительных передвижных механизированных станций, укомплектованных взаимно увязанными по производительности машинами и механизмами для приготовления (переработки), подачи и нанесения мастичных составов, средствами механизации для подготовки основания пола, а также приборами и приспособлениями для контроля качества производимых работ. Передвижные станции, как правило, комплектуются серийно выпускаемыми строительно-отделочными машинами и механизмами.
Рис. 7.36. Станция для устройства наливных поливинилацетатных полов На рис. 7.36 показана схема передвижной станции для устройства наливных поливинилацетатных полов и приготовления поливи-нилацетатных составов выравнивающего слоя с выгрузкой их в транспортную емкость. Технологическое оборудование станции размещено в металлическом кузове прицепа и обеспечивает выполнение комплекса технологических операций: подготовку основания пола; подачу исходных сыпучих и жидких компонентов мастичных составов в станцию и их дозирования; приготовление мастичных составов, их транспортирование и нанесение на подготовленное основание пола. При подготовке основания пола его поверхность очищают от мусора и пыли подметальной машиной, г. механизированную шлифовку полимерацетатной шпатлевки осуществляют ручной шлифовальной машиной. Сыпучие компоненты (песок, маршалит) из приемных емкостей подаются к весовому дозатору пневмонагнетателями, которые обслуживаются компрессором и могут быть размещены в кузове станции или рядом с ней. Работа дозатора сыпучих материалов и пневмонагнетателей сблокирована так, что при достижении заданной массы поданного материала в дозатор пневмонагнета-тели автоматически отключаются. Разгрузочный лоток дозатора сыпучих материалов подведен к загрузочному отверстию турбулентного растворосмесителя с объемом готового замеса 80 л. Наполнение приемной емкости, подача и дозирование ПВА-эмульсии или полистирольного латекса обеспечиваются насосом-дозатором. Отдозированные ПВА-эмульсию или латекс по трубопроводу подают в дозировочную емкость или непосредственно в растворо-смеситель. Для дозирования и измельчения красящих пигментов служат соответственно весы и жерновая краскотерка. Готовые порции пигмента загружают в смеситель вручную. Воду в смеситель подают из дозировочной емкости. Приготовленный в растворосмеси-теле мастичный состав выгружается на вибросито и после процеживания поступает в приемный бункер винтового насоса Я. Насосом мастичные составы подаются по трубопроводу к месту производства работ, где наносятся на поверхность с помощью пневматической удочки, питаемой сжатым воздухом от второгокомпрессора. Станция оборудована электрической талью для погрузки контейнеров с полуфабрикатами, погрузки-разгрузки передвижных машин, входящих в комплект технологического оборудования станции. Электрооборудование станции состоит из электрошкафа, пультов управления, электродвигателей, нагревателей для обогрева станции в зимнее время и светильников. Оно питается от сети переменного тока напряжением 380 В, частотой 50 Гц. Станция обслуживается одним оператором. Производительность станции при однослойном покрытии 500 м2/смен, дальность подачи мастичных составов по горизонтали 60 м, по вертикали 30 м, установленная мощность 40 кВт.
77. Назначение и классификация ручных машин, особенности индексации. Технологические машины со встроенными двигателями, при работе которых их масса полностью или частично воспринимается руками оператора, производящего подачу и управление машиной, называются ручными машинами. Масса ручных машин 1,5—10 кг. Ручные машины классифицируют по роду энергии питания двигателя, по характеру и виду движения рабочего органа, принципу действия рабочего органа на обрабатываемые материалы, по видам выполняемых строительных работ и другим признакам. Внутри каждого класса (группы) ручные машины могут иметь дополнительные признаки деления на подгруппы, в том числе по видам скорости, обеспечению безопасности работ, способу преобразования энергии, методу применения и др. По роду энергии питания ручные машины разделяют на электрические, пневматические, с двигателем внутреннего сгорания, гидравлические и пиротехнические. Небольшая группа машин без встроенного двигателя, но по эффективности применения близкая к ручным машинам, приводится в движение мускульной силой (тали, домкраты, скобозабивные машины). Электрические ручные машины подразделяются на машины с электрическими двигателями и приводами: постоянного тока, однофазного переменного тока с коллекторными и асинхронными двигателями; трехфазного переменного тока с асинхронными двигателями нормальной и повышенной частоты тока. К ручным машинам с электрическим приводом относят: сверлильные, резьбонарезные, шлифовальные, полировальные, заточные машины, трамбовки, гайковерты, молотки, герметизаторы, перфораторы, пилы дисковые, рубанки, долбежники, вибраторы, ножницы, краскораспылители, краскотерки, вибросита и многие другие машины. Ручные машины пневматические подразделяют на ротационные, турбинные и поршневые. К ручным машинам с пневматическим приводом относят машины сверлильные, шлифовальные, резьбоза-вертывающие и резьбонарезные, ножницы, ломы, молотки, пробойники, вибраторы и др. Ручные машины с двигателями внутреннего сгорания подразделяются на машины с бензиновым и дизельным двигателем. К ручным машинам пиротехническим в основном относятся пистолеты пиротехнические (пистолеты строительно-монтажные поршневые). По характеру и виду движения рабочего органа ручные машины разделяют на машины с вращательным, возвратным и сложным движением рабочего органа. К ручным машинам с возвратным движением рабочего органа относят машины: – с возвратно-поступательным движением рабочего органа (ножницы, напильники, лобзики, шаберы и др.); – с колебательным и возвратно-поступательным движением рабочего органа (вибраторы, виброшлифовальные машины и т.п.); – с ударным действием рабочего органа (молотки, трамбовки, бетоноломы и др.); – с давящим действием рабочего органа (различные прессы и поддержки). По принципу действия рабочего органа на обрабатываемые материалы ручные машины можно подразделить на машины, работающие по принципу резания, скалывания, дробления, выдавливания, распыления, выравнивания. По видам выполняемых строительных работ ручные машины разделяют на машины общего применения, для обработки металлов, для обработки дерева, отделочных, кровельных и гидроизоляционных, железобетонных и бетонных, а также для монтажных санитарно-технических, электромонтажных и других видов строительных работ. К ручным машинам общего применения отнесены машины, применяемые для выполнения нескольких видов строительных работ. К ним относятся сверлильные машины, перфораторы, трамбовки и вспомогательные устройства. К ручным машинам для обработки дерева (опалубочных, плотничных, паркетных, столярных, в том числе стекольных работ и настилки линолеума) относят пилы дисковые, рубанки электрические, долбежники, машины для острожки полов, пистолеты для забивки скоб, аппараты для сварки линолеума и др. К ручным машинам для отделочных работ (малярных, штукатурных, облицовочных) относят вибросита, смесители, краскопульты, краскораспылители, машины штукатурно-затирочные, для окраски фасадов, шпатлевания поверхностей и др. К ручным машинам для бетонных работ и обработки бетонных поверхностей относят вибраторы, машины для заглаживания, железнения, затирки и шлифования бетонных поверхностей. К ручным машинам для кровельных и гидроизоляционных работ относят ножницы для резки металла, машины для удаления воды, для сушки кровли, для перекачивания и нанесения мастик, для раскатки, прикат-ки рулонных материалов. По технической характеристике можно подобрать необходимый тип и модуль ручной машины для выполнения определенного вида работ в конкретных производственных условиях. Директивными документами по строительству указан полный перечень технологических операций по расчетным видам строительно-монтажных работ, который может служить основой при выборе наиболее рациональных средств механизации. Директивные документы включают нормативную потребность ручных машин на 1 млн. руб. стоимости строительно-монтажных работ (по видам и числу машин). Разработанные нормативы существенно облегчают подбор необходимых ручных машин для выполнения определенных видов работ.
78. Электрофицированный и пневматический инструмент. Его назначение, устройство, схемы работы. Электрифицированным называется ручной инструмент с резцами, приводимыми в движение от электродвигателя. Электрифицированный инструмент может быть безредукторным, т. е. число оборотов его режущего инструмента совпадает с числом оборотов электродвигателя, потому что режущий инструмент укрепляется непосредственно на валу электродвигателя. Электрифицированный инструмент изготовляют также р е-дукторным в том случае, когда надо чтобы число оборотов режущего инструмента не совпадало с числом оборотов электродвигателя. Назначение редуктора — передавать вращение от электродвигателя к резцам с изменением числа оборотов, а также изменять направление вращения. Так, например, число оборотов электродвигателя у электросверла 3000 в минуту, а число оборотов сверла 500. Понижение числа обротов с 3000 до 500 достигнуто специальным подбором передаточных шестерен. Электрифицированный ручной инструмент используется в тех случаях, когда по условиям работы нельзя применить стационарные деревообрабатывающие станки, например при выполнении монтажных работ. Обработка электрифицированным инструментом производится преимущественно при подаче инструмента на закрепленный обрабатываемый материал. Однако многие виды электрифицированного инструмента применяются практически в качестве стационарного оборудования. В этом случае инструмент закрепляют неподвижно, а обрабатываемый материал подают от руки. Электрифицированный инструмент может работать от осветительной сети. К числу электрифицированных инструментов, применяемых при обработке древесины, относятся дисковые и ленточные электропилы, электрофрезеры, электрорубанки, электродолбежники, электросверла, электроотвертки и электрошлифовальные аппараты. Электрифицированная дисковая пила состоит из следующих частей: корпуса с электродвигателем, опорной панели, пильного диска, рукоятки, ограждения, состоящего из двух частей: неподвижной и подвижной, автоматически закрывающейся. Опорная панель инструмента служит одновременно направляющей и ограничителем глубины пропила. Наибольшая глубина пропила дисковых пил 60—90 мм. Диаметр пильного диска 150—260 мм. Скорость резания 15—30 м/сек. Электрифицированные дисковые пилы изготовляют с диском, насаженным непосредственно на вал электродвигателя (безре-дукторные), или с пильным диском, насаженным на вал редуктора (редукторные). Дисковая электрифицированная пила применяется для распиливания досок вдоль и поперек волокон,для вырезки четвертей, шпунтов, проушин и пр. Электрифицированный рубанок. Рабочим валом электрорубанка служит вал электродвигателя. Электрорубанок имеет опорную панель, состоящую из двух частей, которые могут подниматься и опускаться. Режущие кромки ножей выступают над передней панелью на толщину снимаемой стружки, что практически составляет 1—2 мм. Ширина строгания электрорубанком составляет 60—100 мм.
Рис. 1. Электрифицированная дисковая пила Электрорубанок, установленный на опорные лапки, может быть использован как стационарный фуганок. В этом случае обрабатываемый материал передвигается по панели закрепленного неподвижно электрорубанка. Иногда применяют сдвоенные электрорубанки, установленные под прямым углом один к другому. Сдвоенные рубанки позволяют обрабатывать материал сразу с двух сторон под углом. Скорость резания при работе электрорубанком 20 м/сек. Вес электрорубанка 7,5 кг.
Рис. 2. Электрифицированный рубанок: 1 — коробка выключателя, 2 — опорные панели, 3 — съемная направляющая линейка, 4 — строгальный нож, 5 — ножевой вал, 6 — винты, регулирующие подъем и опускание опорных панелей, 7 — статор двигателя
Рис. 3. Электросверло Электросверла и электроотвертки представляют собой инструмент, наиболее широко применяемый на мебельных фабриках. Электросверло состоит из электродвигателя, редуктора, рабочего шпинделя с патроном на конце и вставного сменного сверла. Сверла применяют винтовые или спиральные. Электросверло делает 350—500 об/мин. Глубина сверления до 200 мм, диаметр до 15 мм. Электроотвертка устроена так же, как и электросверло. Но в патрон шпинделя вставляется железка отвертки или торцовый гаечный ключ. Кроме того, электроотвертка имеет переключатель хода, поэтому может работать в обе стороны. Электрофрезер предназначен для производства фрезерных, сверлильных и долбежных работ. Для выборки гнезд, шпунтов, углублений, проушин, профилировки деталей, сверления отверстий электрофрезер снабжается соответствующим сменным режущим инструментом. Наибольшая глубина фрезерования 100 мм, инструмент делает 2650 об/мин. Вес инструмента 11,35 кг.
Рис. 4. Электрофрезер Установленный на специальном верстаке электрофрезер может быть использован как стационарный инструмент.
Рис. 5. Ленточный электрошлифовальный аппарат И-106 по дереву: 1 — электродвигатель в корпусе, 2 — задняя рукоятка с выключателем, 3 — редуктор, 4 — передний ролик, 5 — шлифовальная лента, б — передняя рукоятка Ленточный электрошлифовальный аппарат (рис. 138) применяется для шлифования поверхностей бесконечной абразивной лентой, натянутой на два ролика. Внутренняя поверхность нижней рабочей ветви абразивной ленты скользит по стальной пластинке, укрепленной на площадке корпуса. Между корпусом и пластинкой имеется резиновая прокладка. Такое устройство обеспечивает гладкую шлифующую поверхность. В заднюю ручку встроен двухполюсный выключатель. Расход абразивной ленты 0,6 м2 на 100 м2 обрабатываемой поверхности. Скорость движения ленты 4,3 м/сек; ширина ее 75 мм. 3. Электроинструмент должен быть снабжен специальным проводом со штепсельной вилкой. Ручные пневматические инструменты рассчитаны на работу при давлении сжатого воздуха от 4 до 7 ати. В СССР для большинства таких инструментов в качестве нормального давления принято давление 5 ати. Все показатели, помещенные в паспорте инструмента, соответствуют указанному в нем давлению. [1] Ручной пневматический инструмент широко применяется при механизации трудоемких работ в литейных, механосборочных и других цехах машиностроительных заводов. [2] Ручные пневматические инструменты ( клепальные и рубильные молотки, сверлильные и шлифовальные машинки) должны иметь эффективные глушители шума выхлопа воздуха. [3] Ручной пневматический инструмент является источником локальной вибрации. По принципу действия его условно можно разделить на два класса: ударного и вращательного действия. Вибрация ручных ударных машин вызывается действием на корпус машины переменного по значению давления сжатого воздуха, ударами бойка по корпусу машины и соударениями корпуса с рабочим инструментом. [4] Ручные пневматические инструменты работают под давлением сжатого воздуха 4 - 6 кгс / см2, подаваемого от стационарных или передвижных компрессорных установок. [5] Ручные пневматические инструменты необходимо снабжать защитными приспособлениями: шлифовальную машину - защитным кожухом для абразивного камня, пневмозубило - устройством от вылета зубила. [6] Ручные пневматические инструменты и приспособления с пневмоприводом работают под действием сжатого воздуха с давлением 0 4 - 0 6 МПа ( 4 - 6 кгс / см2), который подается к рабочим местам по стальным трубопроводам или по резиновым шлангам от стационарных или передвижных компрессорных установок. [7] Ручные пневматические инструменты рассчитаны на работу при давлении сжатого воздуха от 4 до 7 ати. В СССР для большинства таких инструментов в качестве нормального давления принято давление 5 ати. Все показатели, помещенные в паспорте инструмента, соответствуют указанному в нем давлению. [8] В ручных пневматических инструментах рабочий орган приводится в действие за счет работы пневматического двигателя, а вспомогательные движения и управление инструментом выполняет рабочий вручную. [9] Характер шума большинства ручного пневматического инструмента - высокочастотный, с общим уровнем, достигающим 118 дб. Ниже приведены характеристики шума некоторых пневматических инструментов. [10] Слесарям-инструментальщикам, пользующимся ручным пневматическим инструментом, запрещается самим разбирать его и ремонтировать. [11] Слесарям-инструментальщикам, пользующимся ручным пневматическим инструментом, запрещается разбирать и ремонтировать его. [12] При обработке крупных штампов ручными пневматическими инструментами с числом оборотов от 12 до 50 тысяч в одну минуту Ф. Ф. Горбачевский ( 1960) описал клинически и капилляроскопически подтвержденную картину атонии периферических сосудов. [13] Значительное применение в авиапромышленности находят ручные пневматические инструменты. Они отличаются меньшими габаритами, меньшим весом и большей безопасностью, однако потребляют больше энергии и создают сильный шум, утомляющий рабочего. [14] Клепку производят вручную с помощью ручного пневматического инструмента, но там, где это возможно, лучше применять прессовую клепку. [15]
79. Порядок приема, испытания и ввода в эксплуатацию строительных машин. Основные правила хранения машин. Машины и оборудование, прибывшие в строительную организацию, являющуюся владельцем машины, должны быть приняты в эксплуатацию отделом главного механика. При приемке в эксплуатацию машину тщательно осматривают для установления ее технического состояния и выявления дефектов, которые могли возникнуть при доставке машины от завода-изготовителя. Проверяют комплектность машины, наличие основного и вспомогательного оборудования, инструмента, запасных быстроизнашивающихся частей и технической документации (паспорта машины и инструкции по эксплуатации), а также наличие записи в паспорте машины о результатах заводских испытаний машины. При необходимости прибывшую машину испытывают на холостом ходу и под нагрузкой. После осмотра и испытания машины приемка в эксплуатацию оформляется специальным актом. Принятая в эксплуатацию машина регистрируется в инвентарной книге с присвоением ей инвентарного номера. Аналогичную приемку проходит машина и при возвращении ее с ремонтного завода после капитального ремонта. В случае обнаружения дефектов составляется акт-рекламация и доводится до сведения завода-поставщика. Некоторые машины, по условиям перевозки по железной дороге, поступают с завода в разобранном на укрупненные узлы виде. Экскаваторы с ковшом емкостью 0,5—1 м3 отправляют с завода заказчику со снятым рабочим оборудованием и противовесом. Более крупные экскаваторы для транспортирования разбирают на большее число узлов. Поступившие в разобранном виде машины монтируют на месте работы при помощи автомобильного или пневмоколесного крана. Машины и оборудование, подвергающиеся контролю со стороны инспекции Госгортехнадзора (грузоподъемные машины и др.), после монтажа на месте работы должны быть испытаны. Каждая новая машина, поступившая в эксплуатацию, должна быть обкатана, т. е. пройти особый, сравнительно короткий по времени период эксплуатации, в течение которого рабочие нагрузки и скорости движений постепенно увеличиваются до номинального значения. В процессе обкатки трущиеся поверхности шарнирных и подвижных соединений, а также зубчатых колес постепенно прирабатываются. Продолжительность обкатки зависит от вида и сложности машины и составляет для простых машин от 8 до 10 ч, а для сложных машин (экскаваторы) от 60 до 80 ч. Обкатка машины начинается с работы на холостом ходу (15—20% общего времени обкатки), затем с небольшой нагрузкой (20—25%), со средней по величине нагрузкой (35—40%) и остальное время с нагрузкой, постоянно повышающейся до номинальной (паспортной). Во время обкатки машины необходимо обеспечивать интенсивную емазку трущихся поверхностей с тем, чтобы частицы износа, появляющиеся в процессе приработки, своевременно удалялись. Необходимо особо тщательное наблюдение за состоянием узлов и постоянный контроль за нагревом трущихся частей, состоянием разъемных соединений, за работой системы управления и защиты. После обкатки смазку в ответственных узлах машины заменяют свежей, проверяют состояние всего крепежа и производят подрегулировку системы управления защиты и других узлов. Режимы обкатки для каждой машины приводятся в заводском паспорте или инструкции по эксплуатации. При длительном хранении строительных машин на гусеничном ходу соблюдают общие правила и, кроме того, выполняют следующие дополнительные мероприятия: Особенности хранения строительных машин, установленных на шасси автомобилей или на пневматических шинах, заключаются в следующем: Эксплуатационные изделия строительных машин (канаты, шины, резиновые шланги, транспортерные ленты, прорезиненные ремни и др.) хранят в затемненных помещениях с температурой воздуха 5…15 °С и влажностью 50…60% (канаты обязательно хранят в сухом закрытом помещении). При консервации стальных канатов проверяют их состояние в соответствии с нормами выбраковки, рекомендованными Госгор- технадзором. Данные о работоспособности каната, а также его характеристику заносят в карточку консервации. После этого канат смазывают канатной мазью или натуральным березовым дегтем. Канаты диаметром до 30 мм можно хранить в бухтах, прочно перевязанных в четырех-шести местах. При большем диаметре и значительной массе канат наматывают на специальный деревянный барабан. Новые стальные канаты хранят в заводской упаковке. Состояние каната контролируют дважды в год. Резиновые изделия отмывают от грязи, насухо вытирают и укладывают на стеллажи, соблюдая при этом определенные правила. Резиновые шланги со спиралью укладывают во всю длину на стеллажах или непосредственно на полу складов или хранилищ. Шланги и рукава без спирали и транспортерные ленты сворачивают и в таком виде хранят в бухтах. Бухты укладывают на стеллажи в штабеля таким образом, чтобы их образующие были вертикальны. Тонкую листовую резину толщиной до 12 мм можно хранить свернутой в рулоны в вертикальном положении; более толстую листовую резину укладывают на стеллажи во всю длину без перегибов. Электродвигатели и генераторы малой и средней мощности снимают с машин, моют протирают, при необходимости подкрашивают наружные поверхности, маркируют и после замены смазочного материала сдают на хранение. Электродвигатели большой мощности хранят на месте. Их также обрабатывают, после чего укрывают брезентом или другим покрытием. Консервационные покрытия машин и оборудования, хранящиеся в помещениях, проверяют каждые 5…6 месяцев, а каждые 10… 12 месяцев проверяют работоспособность всей машины. Сроки проверки машин, хранящихся на открытом воздухе, сокращаются в два раза. Объем и сроки проверки фиксируются в паспортах машин. Расконсервированную машину испытывают на холостом ходу и под нагрузкой.
80. Основы эксплуатации строительных кранов. Роль Госпромнадзора в эксплуатации грузоподъемных машин. До пуска в работу автомобильный кран должен быть зарегистрирован в органах Госгортехнадзора. Цель регистрации— поставить кран на учет в местной инспекции Госгортехнадзора для наблюдения и надзора за его эксплуатацией. Кроме того, кран Должен быть зарегистрирован в органах ГАИ. После реконструкции или ремонта (если на кран был составлен новый паспорт), а также при передаче новому владельцу кран вновь подлежит регистрации (перерегистрации). В органах Госгортехнадзора краны регистрируют на основании письменного заявления руководства предприятия-владельца и паспорта крана. Владельцем автомобильного крана считается предприятие (организация), на балансе которой находится кран. При передаче крана во временное пользование другой организации функции владельца могут быть переданы этой организации, но в этом случае факт передачи функций владельца должен быть отражен в договоре на передачу крана. Паспорт, на основании которого производится регистрация крана, составляется заводом-изготовителем, владельцем крана (если паспорт завода-изготовителя утерян) или организацией, проводившей реконструкцию крана. Во всех случаях паспорт крана составляют в соответствии с требованиями Правил. Если кран пришел в негодность, то он подлежит снятию с регистрации. Снятию с регистрации подлежат и краны, передаваемые на баланс другому владельцу. Разрешение на пуск в работу автомобильного крана, поставленного владельцу заводом в собранном виде, выдается при его регистрации на основании записанных в паспорте результатов испытания крана на заводе-изготовителе и технического освидетельствования (без испытания грузом), проведенного владельцем. Разрешение на пуск в работу вновь зарегистрированного крана (после реконструкции, ремонта или передачи крана новому владельцу) выдает участковый инспектор технадзора на основании результатов полного технического освидетельствования крана, произведенного предприятием. Инспектор производит контрольную проверку состояния крана и в его паспорт записывает разрешение на работу. Техническое освидетельствование имеет целью установить, что кран и его установка соответствуют Правилам Госгортехнадзора и представленной при регистрации документации; край находится в исправном состоянии, обеспечивающем его безопасную работу; обслуживание крана соответствует Правилам. Полное техническое освидетельствование автомобильного кра-ка включает осмотр, статические и динамические испытания; при частичном освидетельствовании статические и динамические испытания не производятся. Осмотру и проверке в работе подлежат все механизмы, электрооборудование, приборы безопасности, тормоза и остальная аппаратура управления, освещение, сигнализация и регламентируемые Правилами габариты. Кроме того, проверяют состояние металлоконструкций и их соединений, кабин, лестниц, площадок и ограждений, состояние канатов, крюка и деталей его подвески. Статические испытания крана производят грузом, на 25% превышающим его грузоподъемность. Цель таких испытаний — проверить прочность отдельных узлов и грузовую устойчивость машины. Динамические испытания производят грузом, на 10% превышающим грузоподъемность крана с целью проверки действия механизмов крана и их тормозов. Вновь установленные краны до пуска в работу подвергаются полному техническому освидетельствованию. Краны, находящиеся в работе, подвергаются периодическому техническому освидетельствованию: частичному — не реже одного раза в 12 месяцев и полному — не реже одного раза в три года. После реконструкции крана, ремонта его металлических конструкций с заменой расчетных элементов и узлов, установки вновь полученных видов сменного рабочего оборудования, в том числе и крюковых подвесок, а также после капитального ремонта или замены лебедок автомобильный кран подвергают внеочередному полному техническому освидетельствованию. После смены изношенных канатов, а также во всех случаях их перепасовки (например, установка вместо крюка грейфера, установка вставки стрелы, установка гуська) проверяют правильность запасовки каната, надежность крепления его концов и производят обтяжку канатов рабочим грузом.Полное первичное техническое освидетельствование изготовленного автомобильного крана производит ОТК завода-изготовителя перед отправкой машины владельцу. Если кран прошел ремонт на специализированном ремонтном предприятии, то полное первичное техническое освидетельствование после ремонта выполняет ОТК этого предприятия перед отправкой машины владельцу. Дату освидетельствования и его результаты записывают в паспорт крана. Периодическое техническое освидетельствование производит предприятие — владелец крана: инженерно-технические работники по надзору за грузоподъемными машинами с участием ответственного за исправное состояние автомобильного крана. Правильность запасовки канатов, надежности крепления их концов и обтяжку проверяет ответственный за исправное состояние машины. Результаты технического освидетельствования записывают в паспорт автомобильного крана с указанием срока следующего освидетельствования. Запись должна подтверждать, что кран изготовлен (смонтирован и установлен) в соответствии с Правилами и техническими условиями и выдержал испытания на прочность и устойчивость. Паспорт крана и инструкция по эксплуатации являются важнейшими техническими документами, в которых машинист может найти ответ практически на любой вопрос, связанный с конструкцией и устройством крана и его эксплуатацией. В паспорте крана содержатся основные данные о кране: сведения о его изготовлении регистрации и.разрешении на пуск в работу; технические характеристики крана и данные об основных комплектующих (двигатели, тормоза, канаты, крюки) и материалах; характеристика приборов безопасности. В процессе эксплуатации в паспорт заносят сведения о местонахождении крана, о лицах, ответственных за его исправное состояние, о ремонте металлоконструкций и замене механизмов, канатов, грузозахватного органа, результаты освидетельствования крана, сведения о его регистрации. Инструкция по эксплуатации содержит техническое описание крана, собственно инструкцию по его эксплуатации, а также инструкцию по техническому обслуживанию, монтажу, пуску, регулированию и обкатке крана на месте его использования. В инструкции по эксплуатации приведены сведения о назначении крана и его техническая характеристика; описание конструкции и принципа действия всех основных его узлов, механизмов и систем (приводов, трансмиссий управления, рабочего оборудования, приборов и устройств обеспечения безопасности, электрооборудования и основных металлоконструкций); указания по управлению краном, основные правила его эксплуатации, указания по монтажу и демонтажу рабочего оборудования; основные правила технического обслуживания крана с указанием допустимых величин износов и повреждений, а также возможных отказов (или их признаков) основных узлов и вызывающих их неисправностей; сведения о регулировках основных узлов, механизмов и систем; сведения о хранении и транспортировании кранов, а также данные о гарантиях завода-изготовителя и порядке предъявления рекламаций.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 696; Нарушение авторского права страницы
 .
.
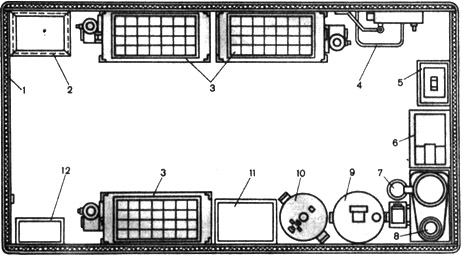 Рис.7.23. Схема передвижной малярной станции
Рис.7.23. Схема передвижной малярной станции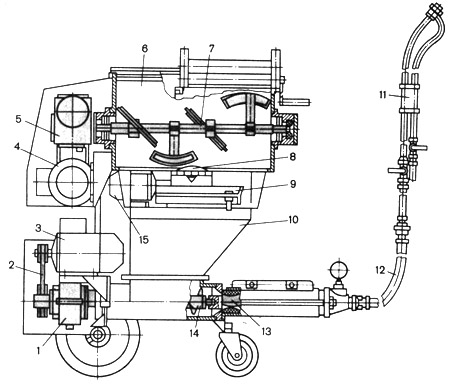 Рис. 7.24. Малярный агрегат станции
Рис. 7.24. Малярный агрегат станции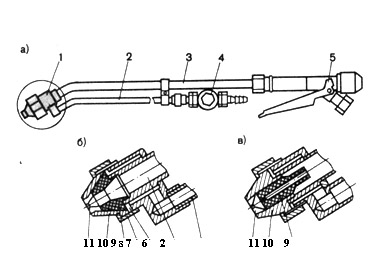

 Двухскоростной электродвигатель обеспечивает вращение дискового рабочего органа с частотой 1 сг1 и лопастного с частотой сг1. Рабочий орган имеет защитное ограждение.
Двухскоростной электродвигатель обеспечивает вращение дискового рабочего органа с частотой 1 сг1 и лопастного с частотой сг1. Рабочий орган имеет защитное ограждение.