|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Значення коефіцієнта пропорційності залежно від діаметра електрода
Для підбору сили зварювального струму можна використати дещо спрощену формулу:
де Ізв — сила зварювального струму, A; de — діаметр електрода, мм. Якщо товщина металу менша 1,5 de при зварюванні в нижньому положенні, то Іявзменшують на 10-15% порівняно з розрахунковим. Якщо товщина металу більша 3 de ,то Ізв збільшують на 10-15% порівняно з розрахунковим. При зварюванні на вертикальній площині струм зменшують на 10-15%, а в стельовому положенні — на 15-20% порівняно з нормально вибраною силою струму для зварювання у нижньому положенні. При виконанні зварювання якісними електродами силу струму необхідно встановлювати відповідно з даними, вказаними в паспортах або сертифікатах на ці електроди. Встановлену силу зварювального струму перевіряють контрольним наплавленням пробних валиків, визначаючи при цьому глибину провару, ширину шва та стійкість горіння дуги. Глибина провару повинна становити 1-4 мм, а ширина шва має бути в межах, яку визначають за формулою:
де е – ширина шва, мм. Горіння дуги повинне бути стійким при незначному розбризкуванні рідкого металу. Відносно малий зварювальний струм призводить до нестійкого горіння дуги, не провару, низької продуктивності, а надмірно великий струм — до сильного нагрівання електрода, збільшення швидкості плавлення електрода і не провару, підвищеного розбризкування металу та погіршення формування шва. Тип і марку електрода вибирають залежно від необхідної міцності шва, надання йому спеціальних властивостей, марки металу, товщини деталі, жорсткості виробу, температури навколишнього середовища, просторового розташування, умов експлуатації виробу. Електроди повинні забезпечувати однорідність хімічного складу наплавленого металу з основним. Напруга на дузі прямо залежить від довжини дуги і становить 16—10 В. Зварювати слід коротшою дугою з напругою 16-20 В. Нормальною вважається дуга довжиною (0,5 ÷ 1,1) de , залежно від типу і марки електрода і положення зварювання у просторі. Рід струму й полярність установлюють залежно від зварюваного металу і його товщини. При зварюванні звичайних вуглецевих сталей застосовують змінний струм, як дешевший порівняно з постійним. Застосовуючи постійний струм, установлюють пряму або зворотну полярність. На прямій полярності зварюють товсті метали, тому що на основному металі виділяється більше тепла. Зворотну полярність використовують для зварювання тонких металів, щоб уникнути пропалів і при зварюванні високолегованих сталей для зменшення їх перегрівання. Швидкість зварювання встановлюється залежно від вибраного способу зварювання, властивостей основного металу, характеристики електрода тощо. Для уникнення перегрівання металу високолеговані сталі зварюють на більших швидкостях, ніж звичайні низько вуглецеві і низьколеговані. Швидкість переміщення електрода встановлює зварник. Розташування шва у просторі має велике значення при виборі основних режимів зварювання. Ручне дугове зварювання використовують у всіх просторових положеннях шва. Найзручнішим є нижнє положення, яке забезпечує високу якість зварного шва. Попередній підігрів і наступна термічна обробка призначені для зварювання середньо - і високо вуглецевих сталей, схильних до утворення гартованих структур, чавунів, кольорових металів та їх сплавів. Температура й способи підігріву та термічної обробки залежать від хімічного складу, товщини й розмірів виробу. Розглянемо об'ємний елемент наплавленого шару з прямокутним (при деяких допущеннях) перерізом де
З другого боку маса елемента наплавленого шару дорівнює масі розплавленого за одиницю часу електроду без втрат на угар і розбризкування, які враховуються коефіцієнтом втрат
Із формул залежностей (1.5) і (1.6) одержимо:
Для суцільного дроту можна прийняти, що
Розмірність у залежності (1.8): Враховуючи, що швидкість наплавлення чисельно дорівнює коловій швидкості деталі, можна записати [2]:
де
п — частота обертання деталі, хв З формули (1.9) одержимо:
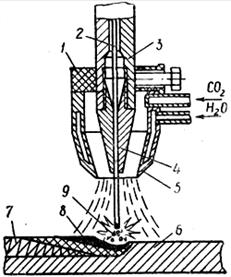
Слід мати на увазі, що розглянуті розрахункові технологічні залежності мають наближений характер, оскільки на формування наплавленого валика впливають й інші фактори складного дугового процесу наплавлення. Разом з тим при налагодженні технологічного процесу наплавлення розрахункові залежності дозволяють регулювати процес у потрібному напрямку, оскільки в них відображений взаємозв'язок основних параметрів. При наплавленні тіл обертання необхідно також враховувати можливість стікання наплавленого металу у напрямку обертання деталі. У зв'язку з цим дугу (електрод) зміщують із зеніту деталі у бік, протилежний її обертанню. На формування валика впливає також виліт електроду, тобто довжина вільного кінця від мундштука. Із його збільшенням збільшується опір, а сила струму і глибина проплавлення зменшуються і за певних умов може бути не проварювання основного металу. Отже, до основних технологічних параметрів режимів механізованого наплавлення деталей відносяться: напруга електричної дуги, сила струму наплавлення, швидкість подачі електродного дроту і наплавлення (частота обертання деталі), крок наплавлення (поздовжня подача електроду), зміщення електроду із зеніту, виліт електроду. Вихідними параметрами є діаметри деталі електроду. Для окремих видів механізованого наплавлення до режиму можуть відноситись й інші параметри, наприклад амплітуда і частота коливань електроду при вібродуговому наплавленні. Вибір параметрів режимів механізованого наплавлення залежить від його виду, величини зношеного шару, матеріалу і діаметра деталі, вимог до фізико-механічних властивостей наплавленого металу. Наплавлення в середовищі захисних газів можна проводити як плавлю вальними так і не плавлю вальними електродами. В якості захисних газів застосовується аргон і гелій (для всіх металів), азот (для міді та її сплавів) вуглекислий газ, водяну пару (для сталі і чавуну). Наплавлення в середовищі вуглекислого газу зображена на. Установка складається із газової апаратури, механізму подачі проволоки, джерела живлення струмом. Електродний дріт безперервно подається в зону наплавлення. Струм до дроту підводиться через наконечник, розміщений в середині мундштука.
Рис.11
1- мундштук; 2 - електродний дріт; 3 - мундштук; 4 – наконечник; 5 –сопло; 6 – деталь; 7 – наплавлений шар; 8 – зварювальна ванна рідкого металу; 9 – електрична дуга. Мал.11 – Схема наплавлення у середовищі вуглекислого газу Під дією високої температури електричної дуги на поверхні деталі утворюється рідка ванна, в якій перемішується метали електроду і деталі. У зону наплавлення через сопло пальника надходить вуглекислий газ, який захищає рідкий метал від контакту з киснем повітря. З одного боку вуглекислий газ захищає метал від навколишнього середовища, з іншого розкладається при високій температурі дуги і окислює розплавлений метал. Робочий тиск газу 0,05 ...0,2 МПа, витрата газу при наплавленні 10...16 л/хв. Наплавлення в вуглекислому газі проводиться при постійному струмі і зворотній полярності. Для живлення установки постійним струмом застосовується джерело струму з жорсткою характеристикою: перетворювач ПСГ – 500, ПСУ – 500, селеновий випрямляч ВСС – 300 та ін.; наплавлю вальні головки АБС, А – 384, А – 580; підігрівач та осушувач газу, редуктор-витратомір ДРЗ – 1-5 – 7 або ротаметри з вуглекислим газом (тиск 7,5 МПа). Напруга при наплавленні спрацьованих деталей невеликого діаметра знаходиться в межах 17...22 В при діаметрі проволоки 0,5...1,2 мм і в межах 23...28 В при діаметрі проволоки 1,2...2 мм. Щільність струму 150...200 А на 1 мм квадратний перерізу електрода. Швидкість наплавлення зазвичай 25...50 м/год, швидкість подачі проволоки в залежності від її діаметра 100...300 м/год. Подача електрода в напрямку деталі при наплавленні циліндричних поверхонь рівна 2,0...3,5 діаметра проволоки за один оберт. В якості електродного матеріалу при наплавленні у вуглекислому газі використовують суцільні і порошкові проволоки. Для наплавлення середньо вуглецевих сталей застосовують дроти Св – 0,8 ГС, Св – 0,8 Г2С, НП – 30ХГСА діаметром 0,5...2,5 мм, які дозволяють одержати твердість наплавленого шару НВ 220-290. Щоб отримати більш високу твердість, необхідно провести цементацію, гартування СВЧ або використати порошкові дроти. На якість наплавленого шару поряд з матеріалом електродного дроту впливають також режими наплавлення (табл. 8) Режими наплавлення у середовищі вуглекислого газу Таблиця8
Виліт електродного дроту суттєво впливає на якість наплавлю вального металу і залежить від діаметра дроту та його питомого електричного опору. При великому вильоті сопло пальника віддаляється від поверхні деталі, захист зони наплавлення погіршується, внаслідок чого з’являються дефекти у наплавленому шарі – електричний дріт перегрівається і перегорає, при малому – сопло закупорюється бризками металу і обгорає. Наплавлення у середовищі газів має і ряд переваг: високу продуктивність; відсутність шлакової кірки; високий ступінь щільності дуги, що сприяє незначним нагріванню деталі і її деформації; можливість наплавлення шару невеликої товщини (0,8...1,5 мм); низьку вартість робіт при використанні активних газів.
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 326; Нарушение авторского права страницы

 і довжиною, рівною швидкості наплавлення. Маса такого елемента визначається співвідношенням [3]:
і довжиною, рівною швидкості наплавлення. Маса такого елемента визначається співвідношенням [3]: , (1.5)
, (1.5) — питома маса наплавленого металу;
— питома маса наплавленого металу; — швидкість га-плавлення (колова швидкість деталі).
— швидкість га-плавлення (колова швидкість деталі). . Тому, використовуючи залежність для те, можна записати [3]:
. Тому, використовуючи залежність для те, можна записати [3]: , (1.6)
, (1.6) , (1.7)
, (1.7) е =
е = 
 (для порошкового дроту
(для порошкового дроту  е =6,5 г/см3, а
е =6,5 г/см3, а  , (1.8)
, (1.8) —мм,
—мм,  — у м3/год.
— у м3/год. , (1.9)
, (1.9) — швидкість наплавлення, м/год;
— швидкість наплавлення, м/год; — діаметр деталі, мм (для розрахунку приймається номінальний);
— діаметр деталі, мм (для розрахунку приймається номінальний); .
. , (1.10)
, (1.10)