
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ДЕФЕКТАЦІЯ ТА РЕМОНТ ПРУЖИННОГО КОМПЛЕКТУ ВІЗКА
12.1 Пружини очищають і оглядають, перевіряють діаметри прутків, число витків, висоту пружин у вільному стані, діаметри пружин, збирають комплекти. Допустимі розміри пружин наведені в таблиці 12.1. Справні пружини вантажних вагонів при наявності клейм заводу-виробника фарбують і направляють на позицію складання, допускається їхнє фарбування в складі візка. Таблиця 12.1
12.2 Висота зовнішніх пружин у комплекті, що встановлюється на бокову раму, повинна мати різницю не більше 4 мм при всіх видах планового ремонту. Висота внутрішньої пружини не повинна перевищувати висоту зовнішньої. Контроль висоти пружини у вільному стані проводиться штангенглибиноміром К 15.97-7.204. Під фрикційними клинами повинні бути найбільш високі пружини. Зовнішні дефекти прутків повинні бути зачищені. У випадку змішаного комплектування комплекта із різного діаметра внутрішніх пружин (діаметр 19 мм чи 21 мм), кількість їх в комплекті по обидві сторони візка повинна бути однаковою. Вимірювання параметрів пружин проводити згідно з вимогами Методичних вказівок ЦВ-0067. 12.3 На візках моделі 18-7020 встановлюється білінійне ресорне підвішування, яке складається з 14 зовнішніх пружин (кресленик 7020.30.001-0), чотирьох внутрішніх пружин (кресленик 7020.30.002-0) та 10 внутрішніх пружин (кресленик 7020.30.003-0). Технічні параметри пружин наведені в таблиці 12.1. Під фрикційні клини встановлюються: зовнішня пружина (кресленик 7020.30.001-0) та внутрішня (кресленик 7020.30.002-0), а під надресорну балку встановлюються пружини - зовнішні (кресленик 7020.30.001-0) та внутрішні (кресленик 7020.30.003-0). 12.4 Не допускається встановлення пружин у ресорний комплект при всіх видах ремонту, якщо пружини мають такі дефекти: - злами, відколи, тріщини витків будь-якого характеру; - потертості, корозійні пошкодження понад 10% або більше 0,6 мм на глибину площі перерізу витків. 12.5 Ремонт пружин проводити відповідно до "Інструкції на ремонт пружин вантажних вагонів" Т 17.02 (далі - Інструкція Т 17.02). При відсутності клейм заводу - виробника пружини випробовують згідно з Інструкцією Т 17.02. Виготовлені підприємствами-виробниками пружини повинні відповідати вимогам ДСТУ ГОСТ 1452 з обов'язковим термічним обробленням і зміцненням наклепом дробом або іншими методами згідно з п.4.9 ДСТУ ГОСТ 1452. 12.6 При виявленні просівших та перекошених пружин допускається їхнє відновлення відповідно до Інструкції Т17.02 шляхом нагрівання, розведення кроку, термооброблення та калібрування. Твердість термічно оброблених пружин повинна бути в межах від 375 НВ до 444 НВ. Розміри виправлених і термічно оброблених пружин повинні відповідати кресленикам.
13 ДЕФЕКТАЦІЯ ТА РЕМОНТ ДЕТАЛЕЙ ГАЛЬМОВОЇ ВАЖІЛЬНОЇ ПЕРЕДАЧІ ВІЗКА 13.1. На дільниці ремонту візків повинні проводитись наступні роботи: -знімання з візка всіх деталей та вузлів гальмової важільної передачі; -дефектація та визначення обсягів ремонту деталей, вузлів гальмової важільної передачі; - передача деталей та вузлів гальмової важільної передачі візка для ремонту на відповідній позиції; -збирання справних деталей і вузлів гальмової важільної передачі на відремонтованій рамі візка. 13.2 Ремонт деталей гальмової важільної передачі візка, при деповському й капітальному ремонтах візків вантажних вагонів повинен проводитися відповідно до вимог Інструкції ЦВ-ЦЛ-0013. Дефектація, допустимі зноси, тріщини, методи їхнього усунення, вимоги при виконанні цих робіт, вимірювальні засоби, обладнання, матеріали наведені в Комплекті документів ЦВ-0091 для наступних деталей: - вертикальних важелів - Комплект документів на ремонт вертикальних важелів (01.200.00037) з обов'язковим проведенням модернізації від западання серги мертвої точки. - тріангелів - Комплект документів на ремонт тріангеля (01.200.00038); - башмака неповоротного - Комплект документів на ремонт башмака неповоротного (01.200.00040); - підвіски тріангеля - Комплект документів на ремонт підвіски тріангеля (01.200.00039); - затяжки вертикальних важелів (розпірної тяги) - Комплект документів на ремонт затяжки вертикальних важелів (01.200.00042). 14 СКЛАДАННЯ ВІЗКІВ ПІСЛЯ РЕМОНТУ 14.1 На складання поступають відремонтовані й скомплектовані вузли, деталі візків, перевірені та прийняті бригадирами, майстрами в депо і працівниками відділу технічного контролю на вагоноремонтних заводах. Деталі візків, що надходять на позиції складання, повинні мати розміри згідно з креслениками або зноси, що не перевищують указаних у цій Інструкції для відповідних видів планових ремонтів. Дефекти, що були виявлені при дефектації, повинні бути усунені. Складання візків, їхніх вузлів необхідно виконувати згідно з креслениками. Допуск розмірів деталей вузлів візка в цілому повинні відповідати вимогам креслеників та діючої нормативної документації. 14.2 Підбір бокових рам і надресорної балки (елементів) у візку повинен проводитися по вікових групах , в залежності від потреб, що пред'являються до елементів на період дії "Норм для расчёта и проектирования вагонов железных дорог МПС колеи 1520 мм" (несамоходных) (далі по тексту "Норми") М.ГосНИИВ - ВНИИЖТ: -візки нульової групи, побудовані з 1997 року, відповідають вимогам "Норм" видавництва 1996 р.; -візки першої групи, побудовані з 1985 р. по 1996 р., відповідають вимогам "Норм" видавництва 1983 р.; -візки другої групи, побудовані з 1974 р. по 1984 р., відповідають вимогам "Норм" видавництва 1972 р.; -візки третьої групи, побудовані до 1974 р., відповідають вимогам "Норм" видавництва 1969 р. Дозволяється в кожній міцністній групі візків підбирати елементи із інших міцністних груп, при цьому номер вікової групи візків повинен установлюватися по елементу, що має самий ранній період виготовлення. 14.3 Складання рами візка вагона моделі 18-100 проводиться в послідовності (рисунки 7.1, 7.2, 7.3): - установити надресорну балку 19 на стенд, насунути бокові рами 30 на балку за допомогою кран-балки і навісити на кінці надресорної балки; - установити на бокові рами скомплектовані пружини 21; -установити фрикційні клини 20 на найбільш високі пружини, опустити надресорну балку на пружинно-фрикційний ресорний комплект. Не допускається встановлення в ресорний комплект візка клинів різного типу. Різниця довжини основи (повноти) фрикційних клинів в одному ресорному комплекті не повинна перевищувати 2 мм; -установити відремонтовані або нові підвіски 3 в пази гальмових башмаків 17, підвісити тріангелі 1 із скобою рівномірного зносу колодок 4 на раму візка; -установити запобіжні скоби, проволоку, поставити валики 11, 14, 16, на них шайби, зашплінтувати валики шплінтами 13, 15, розвести обидва кінці шплінтів під кутом не менше 90 °; -установити вертикальні важелі 5 та з'єднати їх з тріангелями 1, валиками 11 з шайбами та шплінтами (12, 13); - з'єднати вертикальні важелі з сергою мертвої точки, вставити валик та встановити шайбу і шплінти (14, 15), розвести обидва кінці шплінтів під кутом не менше 90°; -установити гальмові колодки 17, вставити чоки гальмових колодок в перемички гальмових башмаків і колодок; -установити затяжку вертикальних важелів 2, з'єднати з нею вертикальні важелі, поставити валики, шайби, шплінти; - установити ковпаки ковзунів, вставити болт, шайбу, закріпити болт гайкою, установити та розвести шплінт; - установити балку опорну 34 на гумометалевий комплект 26, планку регулювальну 28 та контактну 27, установити болт 25, шайбу 24, гайку 23. - гайка 23 стопориться від відкручування шплінтом та зварюванням (прихоплюванням). 14.4 Складання візків, модернізованих згідно з Інструкцією С 03.04, виконується подібним чином, як і складання візка моделі 18-100, тільки на цей візок встановлюється надресорна балка з корпусом під пружно-котковий ковзун, у підп'ятник встановлюється зносостійка поліуретанова прокладка і чавунні фрикційні клини з полімерною накладкою. Змащувати поверхню поліуретанової прокладки, а також поверхню підп'ятника заборонено. 14.5 Складання візків моделі 18-7020 (рисунок 5.3) виконується таким самим чином, як і візка моделі 18-100, тільки на цей візок установлюється надресорна балка з корпусом під пружно-котковий ковзун, у підп'ятник установлюється зносостійка поліуретанова прокладка, а на бокові рами встановлюються запобіжні пристрої від випадання колісних пар при підійманні візка. Змащувати поверхню поліуретанових накладок, а також поверхню підп'ятника заборонено. 14.6 При складанні чотиривісного візка з'єднують важільні передачі двох двовісних візків нижньою тягою, установлюють з'єднувальну балку на підп'ятники двовісних візків, установлюють шворінь. При складанні верхньої тяги та вертикальних важелів гальмової важільної передачі валики, шайби, шплінти ставляться згідно з вимогами Інструкції ЦВ-ЦЛ-0013. 14.7 При підкочуванні візка під вагон у підп'ятник закладається графітове мастило УСсА ГОСТ 3333 або солідол ГОСТ 1033 з додаванням 10% графіту мастильного ГОСТ 1033, окрім візків, модернізованих згідно з Інструкцією С 03.04, підп'ятники яких змащувати заборонено. 14.8 Колісні пари з буксовими вузлами, що підкочуються під раму візка, повинні відповідати вимогам Інструкції ЦВ-ЦЛ-0062, Інструкції ЦВ-ЦЛ-0058, ЦВ-0092. 14.9 Регулювання важільної передачі виконують згідно з вимогами Інструкції ЦВ-ЦЛ-0013. Перед підкочуванням візків під вагон перевіряють, щоб вертикальні важелі (в загальмованому стані) мали нахил в сторону надресорної балки від 5°до 10°, а відстань від центру шворневого отвору балки до отвору натягнутого вертикального важеля була в межах від 350 мм до 450 мм. 14.10 При складанні візка моделі 18-101, після установки з'єднувальної балки, перевіряють зазор між нижніми поверхнями балки та середньою частиною осей внутрішніх колісних пар візків. Ця відстань повинна бути не менше 85 мм із кожного кінця балки. Вимірювання проводити під тарою вагона після підкочування візка. 14.11 Забороняється підкочувати колісні пари під візки з різницею діаметрів по кругу катання: - у одного двовісного візка понад 20 мм; - у двох двовісних візків понад 40 мм; - у одного чотиривісного візка понад 20 мм, при цьому колісні пари з меншими діаметрами коліс повинні бути поставлені всередину візка; - у двох чотиривісних візків більше 40 мм. 14.12 Сумарний зазор між напрямками бокової рами візка і корпусом однієї букси повинен бути: -при деповському ремонті - вздовж візка від 5 мм до 14 мм, а впоперек - від 5 мм до 13 мм; -при капітальному ремонті - вздовж візка від 5 мм до 12 мм, а впоперек - від 5 мм до 11 мм.
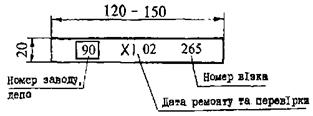
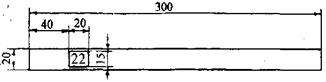
15 ПЕРЕВІРКА ЯКОСТІ РЕМОНТУ 15.1 Проміжній перевірці якості ремонту підлягають: -колісні пари, що підкочують під візок (виконують бригадири та майстри колісного цеху); -буксові вузли колісних пар, що підкочують під візок (виконують бригадири та майстри дільниці ремонту та комплектування букс з роликовими підшипниками всіх типів); - з'єднувальні балки чотиривісних візків; - надресорні балки; - бокові рами візків з фрикційними планками; - фрикційні клини; - пружини та їхнє комплектування; -деталі гальмової важільної передачі. 15.2 Перевірку якості ремонту деталей та вузлів повинні проводити бригадири, майстри й керівники ремонтних підприємств, а також працівники ВТК та заводської лабораторії на заводах, інженери з приймання вагонів у депо. 15.3 Перевірку якості ремонту виконувати візуально, а також із використанням шаблонів, засобів вимірювальної техніки згідно з Проектом К15.97 та інших, за методикою, викладеною у "Збірнику технічних описів на засоби вимірювання, які використовуються Для ремонту двовісних візків моделі 18-100 вантажних вагонів" Kl5.97-0.000.00.00 ТО, Методичних вказівках ЦВ-0067, Комплекті Документів ЦВ-0091 та Керівництві ЦВ-0032. 16 НАНЕСЕНИЯ ТАВР, ЗНАКІВ МАРКОВАННЯ ТА КОДІВ НАЛЕЖНОСТІ ДО ДЕРЖАВИ 16.1 На деталях візка, після проведення неруйнівного контролю, завершення ремонтних робіт та їхнього прийняття робітниками ВТК й інженерами з приймання вагонів, повинні бути поставлені тавра і знаки маркування відповідно до Інструкції ЦВ-0052 та цієї Інструкції. Деталі з нанесеними таврами та знаками маркування вважаються відремонтованими. 16.2. Маркування справних деталей візків проводить бригадир. 16.3 Справні і відремонтовані бокові рами та надресорні балки, які пройшли неруйнівний контроль, підлягають маркуванню ударним способом з указанням присвоєного номера заводу, депо й дати перевірки (рисунки 16.1, 16.2). Для всіх підприємств установлені однакові форми і розміри тавр. Цифри, що вказують умовний номер заводу або депо, які проводили неруйнівний контроль деталі, повинні бути розташовані в рамці 14x10 мм. Висота цифр тавр 6 мм, глибина - 0,25 мм.
Рисунок 16.1 - Тавра підприємства, яке робило ремонт
Рисунок 16.2 - Тавра підприємства, яке робило ремонт
16.4 Тавра наносити на кожній боковій рамі візка на верхньому поясі, на ділянці зліва від початку приливка, вище приймальних клейм підприємства-виготовлювача (рисунок 16.3).
Рисунок 16.3 - Місця розташування тавр на боковій рамі
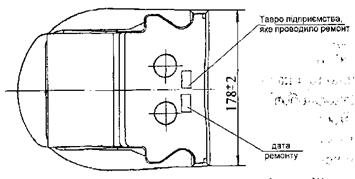
Крім того, на вагоноремонтних заводах на бокових рамах зібраного візка, після тавра номера заводу, дати перевірки, наноситься порядковий номер візка, наростаючий з першого числа кожного місяця. Висота цифр тавра від 10 мм до 12 мм. Номер візка наноситься без рамки. 16.5 Місце поставлення тавр на надресорних балках розташовується на верхньому поясі праворуч від полиці для кріплення кронштейна важеля мертвої точки, між підп'ятником та правою опорою ковзуна (рисунок 16.4).
Рисунок 16.4 - Місця розташування тавр на надресорній балці 16.6 Тавра повинні наноситись на поверхню, зачищену шліфувальною машинкою. При черговому плановому ремонті раніше поставлені тавра щодо попередніх капітальних чи деповських ремонтів видаляються зачищенням шліфувальною машинкою. Місце поставлення тавр повинне бути обведене білилом. 16.7 Поставлення тавр належності державі повинне проводитись при капітальному і деповському ремонтах шрифтом №10 в рамці 20x15 мм з обрамленням білилом (рисунок 16.5).
Рисунок 16.5 - Тавро держави-власника
16.8 Місця доставлення тавр належності державі на боковій рамі візка вказані на рисунках 16.3. 16.8.1 Тавра на боковій рамі візка наносяться на ділянці від початку приливка вище приймальних тавр заводу-виготовлювача. 16.8.2 Місце нанесення тавр визначається за допомогою трафарету або металевої лінійки і зачищається шліфувальною машинкою з абразивним кругом шириною 20 мм. 16.8.3. Тавра наносяться на кожній боковій рамі візка. 16.8.4 Місця поставлення тавр належності державі на надресорній балці візків вантажних вагонів показано на рисунку 16.4. 16.8.5 Тавра на надресорній балці наносяться на видимій частині верхньої горизонтальної площини на відстані 20 мм від її торця та бокової грані. 16.8.6 Місця поставлення тавр визначаються за допомогою трафарету або металевої лінійки. Перед поставленням тавр проводиться зачищення місця шліфувальною машинкою. 16.9 Фрикційні клини, які пройшли дефектацію та ремонт підлягають маркуванню ударним способом таврами шрифтом №10 із нанесенням присвоєного номера підприємства, яке проводило ремонт, місяця і року проведення ремонту на верхній поверхні клина (рисунок 16.6).
Рисунок 16.6 - Місце розташування тавра на фрикційному клині
16.10 Контроль за якістю нанесення тавр і відповідністю місць їхнього поставлення при деповському і капітальному ремонтах здійснює майстер або бригадир дільниці ремонту візків. При прийманні вагонів після ремонту наявність та якість тавр належності державі та відповідність місць їхнього поставлення контролюються інженерами з приймання вагонів у депо, майстрами ВТК та інспектором-приймальником - на заводах.
17 ФАРБУВАННЯ ВІЗКІВ 17.1 Фарбування візків у чорний колір здійснюється по поверхнях, очищених від відшарованої іржі, зруйнованої старої фарби, шлаків, окалини, жирових та інших видів забруднень. 17.2 Лакофарбові матеріали, що використовуються для фарбування візків (емалі, фарби), повинні відповідати стандартам і технічним умовам. 17.3 Поверхні деталей візка, які готуються до фарбування повинні бути сухими. 17.4 При капітальному ремонті візки фарбуються повністю, а при деповському - тільки в місцях з пошкодженим фарбуванням. 17.5 Ґрунтовками для візків можуть бути: емалі ПФ-115, Пф-133, олійні фарби ГС-1, ГС-2 (ГОСТ 6586). Ці ж матеріали та їхні замінники можуть бути використані і для фарбування візків. 17.6 Колісні пари фарбують відповідно до Інструкції ЦВ-ЦЛ-0062. На бокових поверхнях ободів колісних пар наявність фарби не допускається. 17.7На верхній поверхні бокових рам по центру та на верхній поверхні з обох кінців надресорної балки наносити фарбою білого кольору надписи - після деповського ремонту першу і три останні цифри номера вагона, а після капітального ремонту - рік проведення капітального ремонту, номер вагоноремонтного підприємства та першу і три останні цифри номера вагона (рисунок 17.1). Надпис на деталях візків наносити масляного фарбою білого кольору тільки за допомогою трафаретів із зафарбуванням місць розривів букв та цифр. Знаки і надписи повинні відповідати вимогам проекту "Знаки и надписи на вагонах грузового парка колеи 1520 мм" №632-2000 ПКБ ЦВ. Зразок надписів: 1. Трафарет, який наноситься при капітальному ремонті будівництві вагона 99 - рік проведення капітального ремонту вагона; 115 - номер вагоноремонтного підприємства; 6 - перша цифра номера вагона; 538 - три останні цифри номера вагона; 2. Трафарет, який наноситься при деповському ремонті вагонів 2 - перша цифра номера вагона; 354 - три останні цифри номера вагона. 17.8 Фарбування візків допускається проводити під вагоном при його фарбуванні. 17.9 Візки вагонів, що не належать парку Укрзалізниці і допущені до обороту залізничними коліями загального користування, повинні бути пофарбовані в чорний колір і мати встановлені надписи та коди.
Рисунок 17.1- Місця нанесення трафарету на боковій рамі та надресорній балці візка після планових видів ремонту
18 ВИХІДНИЙ КОНТРОЛЬ ВІЗКІВ ПРИ ВИХОДІ З РЕМОНТУ 18.1 Вихідний контроль відремонтованих візків проводити після закінчення планового виду ремонту і після підкочування під вагон. 18.2 При випуску всіх вантажних вагонів із планових видів ремонту, відремонтовані візки повинні бути укомплектовані надресорними балками і боковими рамами, що забезпечують експлуатацію вагона до наступного планового ремонту або його виключення з інвентаря за строком служби, забезпечивши у цьому періоді експлуатації вагона строк служби бокових рам і надресорних балок 32 роки включно (рік побудови не враховувати). 18.3 При капітальному ремонті під вагон підкочують візки з боковими рамами та надресорними балками, з установленими зносостійкими елементами згідно з проектом С14.01 або Інструкцією С 03.04. 18.4 Після складання і підкочування під вагон візка завищення фрикційних клинів відносно нижньої опорної поверхні надресорної балки допускається не більше 2 мм, а заниження - не більше 12 мм при деповському ремонті (рисунок 18.1). б а - довжина основи фрикційного клина; б - відстань між фрикційними клинами; с - розмір базовий для визначення зносу похилих площин;
Рисунок 18.1 - Взаємне положення надресорної балки і фрикційних клинів
При капітальному ремонті фрикційні клини одного ресорного підвішування повинні бути занижені відносно нижньої опорної поверхні надресорної балки на відстань від 4 мм до 12 мм. Розмір визначається як середня величина вимірювань рівнів правого і лівого клинів ресорного комплекту відносно опорної площини надресорної балки (рисунок 18.1). Клин повинен прилягати до надресорної балки по всій похилій площині. Повне прилягання крайок ребер карманів надресорної балки до упорних поверхонь клинів допускається тільки до одного з двох суміжних клинів з кожної сторони візка. 18.5 Вихідному контролю підлягають усі візки, на які встановлені зносостійкі елементи. 18.5.1 При цьому перевіряють: -прилягання нерухомої фрикційної планки до привалкової поверхні бокової рами. Місцеві зазори допускаються не більше 1 мм; -прилягання планки рухомої до нерухомої. Місцеві зазори допускаються не більше 1 мм; - прилягання вертикальної поверхні фрикційного клина до фрикційної планки під тарою вагона. Місцеві зазори допускаються не більше 1мм; - прилягання похилої площини фрикційного клина до похилої площини надресорної балки під тарою вагона. Місцеві зазори допускаються не більше 1,0 мм у верхній частині надресорної балки на глибину не більше 30 мм; - прилягання прокладки змінної на опорну поверхню букси. Місцеві зазори допускаються не більше 1 мм; 18.6 Зазор між ковзунами візка і рами вагона в сумі з обох сторін кожного кінця вагона повинен бути не менше 6 мм і не більше 16 мм для всіх типів чотиривісних вагонів, крім цистерн, вагонів-хоперів для зерна, цементу, мінеральних добрив, окатишів, хоперів-дозаторів ЦНИИ-ДВЗ, зазори у яких при планових видах ремонту повинні бути в межах від 4 мм до 10 мм, а у хоперів інших типів і думпкарів зазор між ковзунами повинен бути в межах від б мм до 12 мм діагоналі, не допускається. Величина сумарного зазору по діагоналі повинна бути не менше 6 мм. Відсутність зазорів між ковзунами, розташованими по діагоналі, не допускається. Величина сумарного зазору по діагоналі повинна бути не менше 6 мм. Для регулювання зазорів використовують регулювальні прокладки з листової сталі товщиною від 1,5 мм до 5,0 мм у кількості не більше чотирьох. 18.7 Зазори в ковзунах при складанні чотиривісного візка моделі 18-101 між ковзунами з'єднувальної балки і ковпаками ковзунів надресорних балок візків у сумі з обох сторін кожного візка при деповському ремонті допускаються в межах від 4 мм до 10 мм. При підкочуванні візків під вагон зазор між ковзунами рами вагона і з'єднувальною балкою візка в сумі з обох сторін кожного кінця вагона повинен бути не більше 12 мм і не менше 4 мм. При капітальному ремонті зазори, відповідно, повинні бути в межах від 5 мм до 10 мм і від 4 мм до 10 мм. 18.8. При складанні і підкочуванні під вагон візка моделі 18-7020 (з пружно-котковими ковзунами) та візка моделі 18-100, модернізованого згідно з Інструкцією С 03.04, розмір Н (рисунок 5.5) між опорного поверхнею надресорної балки під корпус ковзуна та зносостійкою планкою ковзуна шворневої балки на всіх чотирьох ковзунах повинен бути 130+J. 18.9. Бокова рама повинна щільно опиратися на корпуси букс. Допускаються місцеві зазори не більше 1 мм. 18.10. Бокові рами візка повинні мати однакову або з різницею не більше 2 мм базу, яка визначається шаблоном при складанні і фіксується в журналі працівниками, що проводили складання. 18.11 Сумарний зазор між напрямними бокової рами візка і корпусом однієї букси повинен бути: - при деповському ремонті - вздовж візка від 5мм до 14 мм, а впоперек - від 5 мм до 13 мм; -при капітальному ремонті - вздовж візка від 5 мм до 12 мм, а впоперек - від 5 мм до 11 мм. 18.12 Забороняється випуск вагонів із ремонту, у яких відсутній зазор (впоперек візка) по діагоналі, чи в сумі менше 5 мм між боковими поверхнями зовнішньої напрямної буксового прорізу бокової рами та напрямними корпусу букси по вертикалі (рисунок 18.2а), аналогічно по горизонталі між боковими поверхнями зовнішньої і внутрішньої напрямних буксового прорізу бокової рами та напрямними корпусу букси (рисунок 18.2 б). 18.13 Перевіряють наявність кодів належності державі-власнику на литих деталях візка та на рамі вагона. 18.14 Деталі гальмової важільної передачі візка повинні відповідати вимогам Інструкції ЦВ-ЦЛ-0013. 18.15 При оснащенні вагоноремонтних підприємств автоматизованими стендами, приймання візків вантажних вагонів при планових видах ремонту проводиться, виходячи з технічних можливостей стендів з обов'язковою реєстрацією параметрів (розмірів) у спеціальних журналах.
а) зазор між зовнішньою б) зазор між зовнішньою і напрямною бокової рами і внутрішньою напрямними напрямними букси по вертикалі буксового прорізу бокової рами і напрямними букси буксового 1. Зовнішня напрямна прорізу 1 Напрямні букси бокової рами 2. Напрямні букси 2. Зовнішня напрямна прорізу бокової рами 3. Внутрішня напрямна буксового прорізу бокової рами буксового Рисунок 18.2 - Вимірювання зазорів між напрямними буксового прорізу бокової рами та букси
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-05-08; Просмотров: 383; Нарушение авторского права страницы












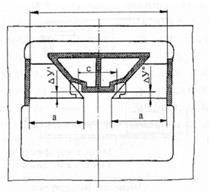
 У1 - завищення або заниження лівого клина;
У1 - завищення або заниження лівого клина;