|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Типовой маршрут технологический процесс изготовления зубчатых колес
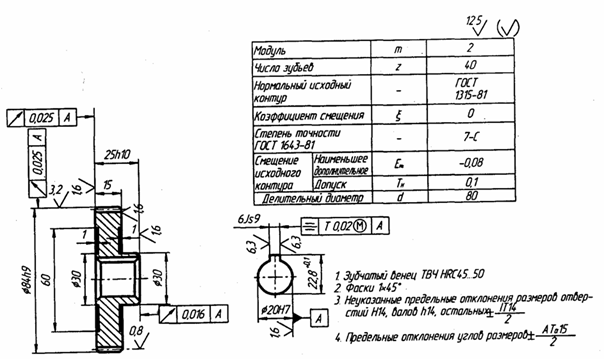
Основные операции механической обработки зубчатого колеса со ступицей 7-й степени точности (рис. 63) следующие. 005 Заготовительная. Для заготовок из проката – резка проката, для штампованных заготовок – штамповка. Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более 3-х диаметров. Заготовки из чугуна и цветных сплавов (иногда из сталей) получают литьем. 010 Токарная. Точить торец обода и торец ступицы с одной стороны начерно, точить наружную поверхность обода до кулачков патрона начерно, расточить начерно на проход отверстие (или сверлить и расточить при отсутствии отверстия в заготовке), точить наружную поверхность ступицы начерно, точить фаски. Технологическая база – наружная поверхность обода и торец, противолежащий ступице (закрепление в кулачках токарного патрона). Оборудование: единичное производство – токарно-винторезный станок; мелкои среднесерийное – токарноревольверный, токарный с ЧПУ; крупносерийное и массовое – одношпиндельный или многошпиндельный токарный полуавтомат (для заготовки из прутка – прутковый автомат).
Рис. 63 Цилиндрическое зубчатое колесо с односторонней ступицей 015 Токарная. Точить базовый торец обода (противолежащий ступице) начерно, точить наружную поверхность обода на оставшейся части начерно, расточить отверстие под шлифование, точить фаски. Технологическая база – обработанные поверхности обода и большего торца (со стороны ступицы). Оборудование – то же (см. операцию 010). 020 Протяжная (долбежная). Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие. Технологическая база – отверстие и базовый торец колеса. Оборудование – горизонтально-протяжной или долбежный станки. Применяются варианты чистового протягивания отверстия на данной операции вместо чистового растачивания на предыдущей операции. 025 Токарная. Точить базовый и противолежащие торцы, наружную поверхность венца начисто. Технологическая база – поверхность отверстия (реализуется напрессовкой на оправку, осевое положение на оправке фиксируется путем применения подкладных колец при запрессовке заготовки). Необходимость данной операции вызывается требованием обеспечения соосности поверхностей вращения колеса. Оборудование – токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многорезцовый полуавтомат. 030 Зубофрезерная. Фрезеровать зубья начерно (обеспечивается 8-я степень точности). Технологическая база – отверстие и базовый торец (реализуется оправкой и упором в торец). Оборудование – зубофрезерный полуавтомат. 035 Зубофрезерная. Фрезеровать зубья начисто (обеспечивается 7-я степень точности). 040 Шевинговальная. Шевинговальная операция повышает на единицу степень точности зубчатого колеса. Операции применяют для термообрабатываемых колес с целью уменьшения коробления зубьев, так как снимается поверхностный наклепанный слой после фрезерования. Технологическая база – отверстие и базовый торец (реализуется оправкой). Оборудование – зубошевинговальный станок. 045 Термическая. Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить – согласно техническим требованиям. Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу. 050 Внутришлифовальная. Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность. Технологическая база – рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий базовому. Реализация базирования осуществляется специальным патроном, у которого в качестве установочных элементов используют калибровочные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла и зубьев при их последующей отделке с базированием по отверстию на оправке.
Оборудование – внутришлифовальный станок. При базировании колеса на данной операции за наружную поверхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке). Технологическая база – отверстие и базовый торец. Оборудование – круглошлифовальный или торцекруглошлифовальный станки. Необходимость отделки наружной поверхности венца колеса часто вызывается также и тем, что контроль основных точностных параметров зубьев производится с использованием этой поверхности в качестве измерительной базы. 055 Плоскошлифовальная. Шлифовать торец, противолежащий базовому (если необходимо по чертежу). Технологическая база – базовый торец. Оборудование – плоскошлифовальный станок с прямоугольным или круглым столом. 060 Зубошлифовальная. Шлифовать зубья. Технологическая база – отверстие и базовый терец. Оборудование – зубошлифовальный станок (обработка обкаткой двумя тарельчатыми или червячным кругами или копированием фасонным кругом). При малом короблении зубьев при термообработке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или вообще отсутствовать. Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При потере точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохонингования необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень. 065 Контрольная. Применяются варианты техпроцесса с однократным зубофрезерованием, но с двукратным зубошлифованием. Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колес на одну единицу, что требует введения дополнительной отделочной операции. Для незакаливаемых зубчатых колес шевингование является последней операцией; перед термообработкой шевингуют зубья в целях уменьшения деформации колеса в процессе термообработки и повышения степени на одну единицу. 18. Шпиндели. Служебное назначение. Технические требования. Материалы. Шпи́ндель— вал, имеющий правые и левые обороты вращения. Шпинделя металлорежущих станков предназначены для базирования обрабатываемых заготовок или режущего инструмента при передачи им требуемого крутящего момента с заданной частотой вращения. Основные технические требования на изготовление шпинделей: - точность диаметральных размеров опорных шеек и исполнительных поверхностей по IT6; погрешность геометрической формы указанных поверхностей для обычных станков 0,01 мм, для станков повышенной точности 0,003¸0,005 мм, а для прецизионных 0,001¸0,003 мм; - отклонения от соосности опорных шеек и исполнительных поверхностей в пределах 0,006¸0,001 мм; - торцевое биение исполнительных поверхностей (опорных фланцев) 0,01¸0,005 мм для обычных станков и 0,003¸0,001 мм для прецизионных станков; - шероховатость поверхности опорных шеек Ra = 0,32…0,04 мкм и исполнительных поверхностей Ra = 0,63…0,04 мкм; - поверхностная твердость исполнительных поверхностей и опорных шеек в пределах HRC 55…69. Материалы Выбор материала для шпинделя определяется типом станка и условиями работы шпинделя. Шпиндели, работающие на опорах скольжения, должны обладать не только высокими прочностью и жесткостью, но и высокой износостойкостью. В качестве материала для изготовления шпинделей применяют конструкционную сталь 45 с последующей закалкой и высоким отпуском. При повышенных требованиях применяют сталь 40Х, 40ХН, а также малоуглеродистую сталь типа 20Х с последующей цементацией, закалкой и отпуском, что позволяет получить высокую поверхностную твердость исполнительных поверхностей и опорных шейках HRC 56…62. Для нагруженных шпинделей применяют марганцовистые стали типа 50Г2 с последующей нормализацией, закалкой и высоким отпуском. Для шпинделей повышенной точности, работающих на высоких оборотах, применяют сталь 12ХН3 и сталь 35ХМЮА с последующим азотированием. В ряде случаев для шпинделей токарных станков, работающих в обычных условиях, применяют высокопрочный (магниевый) чугун, который по прочности не уступает стали. Для изготовления пустотелых шпинделей некоторых тяжелых станков также используют отливки из серого чугуна типа СЧ 15, CЧ 21, а также отливки из модифицированного чугуна. В зависимости от серийности в качестве заготовок для шпинделей применяют поковки, реже стальные отливки, прутковый материал и трубы. Заготовки чугунных полых шпинделей получают центробежным литьем в металлические формы. 19. Исходная информация для разработки ТП сборки Исходными данными для разработки ТП сборки явл.: 1) программа выпуска изделий и условия осуществления ТП; 2) сборочные чертежи изделия и узлов, спецификации деталей, входящих в изделие; 3) технические условия сборки и испытания изделия; 4) рабочие чертежи деталей, входящих в изделие; 5) объем кооперирования; 6) каталоги и справочники по сборочному оборудованию и технологической оснастке; 7) образец собираемого изделия; 8) данные о сборочном пр-ве, где предполагается собирать изделие. Анализ исходной информации. Главным в служебном назначении явл. определение области рационального использования и определение параметров в зависимости от степени специализации машины: универсальная или специальная. При анализе служебного назначения необходимо: 1) оценить технологичность сборочных единиц; 2) произвести точностной анализ (по размерным цепям); 3) выявить обоснованность технологических требований; 4) найти оптимальные решения по видам и методам организации процесса сборки. Из всех технические условия следует выделить и проанализировать те, от которых в первую очередь зависит кач-во сборки и точность машин. Технические условия должны содержать: 1) данные о точности сборки; 2) требуемое кач-во сопряжений, их герметичность; 3) плотность и жёсткость стыков; 4) требуемая точность балансировки вращающихся узлов; Параллельно с анализом технологических условий производят технологический контроль рабочих чертежей. На чертежах сборочных и общих видов должны быть указаны: 1) допуски на линейные и угловые размеры; 2) особые требования к сборке; 3) все проекции и разрезы, необходимые для полного понимания сборки. 20.ТП сборки разраб-ся в след. послед-сти: 1) устан-ся целесообр-я орг-ная форма сборки. 2) производят технолог-кий анализ сб-х и раб-х чертежей дет-ей; 3) произв-ят размерный анализ конструкций собир-х изд-ий, уст-ют рациональные методы достиж-я точности замык-х звеньев; 4) вып-ют разбивку изделия на сб-е ед-цы с учетом след. обстоятельств: выделение соединения в сб-ю ед-цу д.б. целесообразным как в конструктивном, так и в технолог-ом отношении; д.б. обесп-на прав-ая технолог-ая связь и последовательность сб-х операций; Сб-м операциям должны предшествовать подгот-ные пригон-ые операции на спец-х местах вне потока. 5) уст-ют последовательность соед-я всех сб-х ед-ц и дет-ей изд-ия, сост-ют схемы общей сборки и узл-х сборок изд-я; 6) опред-ют наиболее производит-е, эконом-е способы соед-я. 7) разраб-ют необходимую для выполнения ТП нестандартную тех. оснастку; 8) производят рассчёт экономич. показатели процесса сборки; 9) оформляют технич-ю докум-цию процесса сборки. Последовательность сборки м.б. представлена в виде технол -кой схемы сборки – наглядного изображения порядка сборки машины и входящих в нее деталей сборочных единиц. На схемах каждый элемент изделия обозначают прямоугольником, в котором указывают наименование составной части, позицию на сборочном чертеже изделия. Деталь или собранная ранее сборочная единица, с которой начинают сборку изделия, наз. базовой деталью. Процесс сборки изображается на схеме горизонтальной (вертик-ой) линией, направленной от прямоугольника с изображ-ем базовой детали к прямоугольнику, изображающему готовое изделие. Сверху и снизу от горизонтальной (справа и слева от вертикальной) линии показывают прямоугольники, условно обозначающие детали и сборочные единицы в соответствии с последовательностью их присоединения к базовой детали. На схеме сборки также условными значками показывают места регулировки, пригонки и др. операции. Использование таких схем в масс. и сер. производствах позволяют быстрее освоить сборку сложных машин, когда еще не налажено ритмичное поступление деталей. При ед. пр-ве тяжелых машин наличие схемы обычно достаточно для осуществления сборочного процесса. Технологическая схема сборки разрабатывается технологом и явл. основной для проектирования ТП сборки. 21. 1) такт выпуска изделия – интервал времени, через которое периодически производится выпуск изделия. Может быть номинальный: Тн=60Fг/Nг (мин/шт), где Nг – год.производственная программа, шт; Fг=Д*С*Тсм*𝜂р – годовой фонд раб.времени, ч. (Д – число раб.дней в году, С – число раб.смен за день, Тсм – длительность смены, ч, 𝜂р – коэф., учитывающий потери времени на ремонт оборудования) и действительный: Тд=[60ДС(Тсм 𝜂р-Тобс-Тотд) ]/ Nг, где Тобс – потери времени в течение смены на обслуживание раб.мест,ч, Тотд – потери времени на перерывы в работе,ч; 2) ритм выпуска – кол-во изделий определенного наименования, выпускаемых в единицу времени. Может быть номинальный: Rн=1/Тн (шт/мин) и действительный: Rд=1/Тд; 3) производительность сб. раб.места – кол-во объектов, узлов или изделий, собираемых на раб.месте в единицу времени: Q=t*Вн/Тш (шт/мин), где t – раб.время, к которому отнесена производительность(мин.), Вн- число рабочих, выполняющих операцию на данном раб.месте, Тш- штучн.время выполнения сб.операции (мин.); 4) коэффициент загрузки – степень загруженности работы. Опр-ся для раб.места: Кр=Тш/(Тд*Вн) и для поточной линии: Кпл=1/nп∑Кni; 5) коэф.качества сб.процесса: Ккач=(Тс+Тр+Тшт)/Тсб, где Тс – трудоемкость сб.операций, Тр – трудоемкость операций по производственному перемещению или поворотам детали с последующим их закреплением, Тшт – трудоемкость операции с последующей штифтовкой изделий, Тсб – общая трудоемкость сборки. Чем больше Ккач, тем выше уровень ТП; 6) коэф . расчлененности сб.процесса: К расчл=Тсб.ед/Тсб, где Тсб.ед. – суммарная трудоемкость сборки сб.единиц; 7) коэф.значимости пригоночных работ: Кпр=Тпр/Тс.сб, где Тпр- трудоемкость пригоночных работ, Тс.сб. – трудоемкость собственных сб.операций. чем больше Кпр, тем выше кач-во сб.процесса; 8) коэф.трудоемкости слесарно-сб.работ: Ктр=Тсл.сб/Тм.сб, где Тсл.сб. – трудоемкость слесарно-сб.работ, Тм.сб – общ.трудоемкость механо-сб.работ. Последовательность сборки машины опр-ся ее конструктивными особенностями и заложенными в конструкцию методами получения требуемой точности. Общая сборка машины должна начинаться с установки базирующей детали (рамы, станины, основания). Ее можно устанавливать в любом положении, если ее упругие деформации настолько малы, что их влиянием на точность машины можно пренебречь. Далее разрабатывают последовательность установки всех ее сб.единиц и деталей. Для этого исп-ся схемы размерных цепей и руководствуются след.положениями: 1) сборку следует начинать с тех.сб.единиц, размеры и относительн.повороты поверхностей которых явл.общими звеньями, принадлежащие наибольшему кол-ву размерных цепей; 2) сборку следует начинать с тех сб.единиц, размеры и отн.повороты пов-стей кот.явл. звеньями осн.ветви (ветви, не содержащей исх.или замыкающего звена); 3) сборку следует начинать с той размерной цепи, при помощи кот.решается наиболее ответственная задача; 4) в размерных цепях, где в конструкции машины намечены получить требуемую точность замыкающего звена, находят компенсирующие звенья, выполняющие роль неподвижн.или подвижн.компенсаторов; 5) в размерных цепях, где в конструкции машины намечены получить требуемую точность замыкающего звена методом пригонки, необходимо проверить правильность выбора компенсирующего звена; 6) в размерных цепях, где в конструкции машины намечены получить требуемую точность замыкающего звена методом взаимозаменяемости, необходимо проверить правильность расчета допусков. На основе перечисленных положений надо проверить возможность общей сборки на реальной машине.
22. ТП сборки неподвижных соединений Сборка двух или нескольких деталей или узлов можно выполнить в виде неподвижного или подвижного соединения. При неподвижном соединении собранные детали сохраняют неизменное взаимное расположение. Неподвижные соединения могут быть неразборным (разборка машины не предусматривается) и разборным. Неподвижное неразборное соединение получают различными способами: сваркой, пайкой (мягким, твёрдым припоем), склепыванием, посадкой под пресс, нагреванием, охлаждением. Склепывание осуществляется пневматическими молотками, пневмогидравлическими прессами, клепальными машинами. Посадка под прессом или с натягом осуществляется путем запрессовывания (охватываемую деталь – вал, под давлением пресса вводят в отверстие охватывающей детали) и напрессовывания (охватывающая деталь – втулка, насаживается на охватываемую деталь). Способ посадки нагреванием. При этом способе охватывающая деталь в нагретом состоянии свободно надевается на охватываемую деталь и при остывании прочно соединяется, образуя прессовую посадку. Нагревание можно производить в кипящей воде, масле, паром. Если по производственным условиям нагревание охватывающей детали не допустимо, то соединение выполняют путем охлаждения охватываемой детали. При этом способе охватываемая деталь охлаждается до требуемой низкой t-ры и сжимается, она свободно входит в отверстие охватывающей детали. Когда t-ра охлажденной детали повысится до температуры окр. среды, произойдет прочное соединение сопряженных деталей. Охлаждение до t-ры -70-80° происходит в углекислоте (лед) 15-60 мин. Если необходимо получить более низкие t-ры, охлаждение производится в жидком азоте или кислороде. 23. Подш-ки скольж-ия прим-ся цельными в виде втулок и разъёмными. Уст-ка цельного подш-ка в корпус закл-ся в его запрессовке, закреплении от проворачивания и в восстановлении размеров отв-ия втулки. Запрессовка вып-ся в холод-м виде, с нагревом корпуса или с охлажд-ем втулки. Втулка запрес-ся на пресс с помощью оправок или спец-х присп-ний. После запрессовки втулок внутр-й Ø часто умен-ся, поэтому их необх-мо развернуть или расточить. Для норм-ой работы подш-ков при многоопорном вале большое знач-е имеет их соосность. Наруше-е соосности может вызвать изгиб вала, деформировать масляный слой, вызвать появление трения без смазочного материала, снизить несущую способность подш-ка. Установка разъёмного подш-ка в корпус закл-ся в пригонке ниж-го вкладыша к корпусу, пригонке верх-го вкладыша к крышке, пригонке верх-го и ниж-го вкладышей к шейке вала и в контроле плотности прилегания собир-х дет-ей. Правильность формы отв-ия вкладыша контрол-ют по краске при номин-ой нагрузке. Нижние вкладыши закрепляют в корпусах, на них уклад-ют вал с нанесённым тонким слоем краски и вал поворачивают. При правильном прилегании вала и вкладыша пятна краски должны покрывать 80 -90% поверхности вкладыша. Оконч-ную пригонку вкладышей подш-ка вып-ют в собр-ом виде с крышками. После сборки в зазоры между вкладышами подают смазку и производят приработку. В процессе приработки уменьш-ся и сглаж-ся микронеров-сти, и уплотняется повер-сть вкладышей. Подш-ки кач-я на вал и в корпус могут устан-ся с зазорами и с натягами. При уст-ке усилие необх-мо прикладывать к тому кольцу подш-ка, к-ое устан-ся с натягом, равномерно по всему торцу кольца. Если запрес-ют оба кольца, усилие прикл-ют одновр-но к торцам обоих колец с помощью оправки. Для напрессовки подш-ка на вал кроме спец-х оправок исп-ся стаканы, винтовые устр-ва и др. Примен-е стаканов и оправок обесп-ет равномерную уст-ку подш-ка на шейку вала, предотвращает возможность перекосов и предохраняет подш-к от повреждений. При сборке сб-х ед-ц с конич-ми ролик-ми подш-ками необх-мо предусмотреть требуемый зазор между кольцами и роликами. Неправильно уст-ный зазор м.б. причиной его преждевр-го износа. Радиальный зазор в конич-х ролик-х подш-ках регул-ся путем осевого смещения наруж. или внутрен. кольца с помощью набора прокладок. 24. Особенности ТП сборки зубчатых передач. Для качественной сборки зубчатой передачи оси шестерен должны быть в одной плоскости на правильном расстоянии, а радиальное и торцевое биение шестерен, а также зазор в зацеплении — в допустимых пределах и контактное пятно должно соответствовать треб-ям. Биение шестерен проверяют индикат-ми часами. Для выявления контактного пятна зацепления на зубья меньшего колеса наносят тонкий слой краски и поворачивают передачу. В передаче создается нагрузка, чтобы краска перенеслась на зубья ведомого колеса. По форме и расположению пятна заключают о характере зацепления. При правильном зацеплении пятно контакта располагается симметрично относительно делительной линии по всей длине зуба. В конических передачах пятно должно находиться ближе к узкому концу зубьев, т.к. эта сторона легче деформируется при нагружении и зубья прирабатываются быстрее. После приработки зона контакта смещается и занимает среднее положение. Чтобы расположение контактного пятна было постоянным, подшипники валов шестерен должны быть предварительно правильно отрегулированы.Зазор в зацеплении измеряют щупом или через зацепление пропускают кусок свинцовой проволоки, толщина которой позже измеряется. |
Последнее изменение этой страницы: 2019-05-08; Просмотров: 575; Нарушение авторского права страницы