
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МЕТОДЫ ОБРАБОТКИ ПОВЕРХНОСТЕЙ. Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
Лекция № 5 Тема: МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОКОНЧАТЕЛЬНЫЕ МЕТОДЫ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
К этим методам относятся: тонкое точение; притирка; суперфиниширование (сверхдоводка); полирование.
ТОНКОЕ ТОЧЕНИЕ
1. Обработка ведётся при малых глубине резания t = 0,02.. .0,2 мм и продольной подаче S пр = 0,01... 0,02 мм/об. 2. Скорость резания очень высокая V рез=120...1000м/мин (n=2000...4000об/мин). 3. Используются алмазные резцы или твердосплавные пластины. Поэтому стойкость режущего инструмента высокая (до 200...300 часов) при малом размерном износе. 4. Метод обеспечивает точность обработки 5 кв. и ниже, шероховатость R а=0,16...0,32мкм, погрешность формы в поперечном направлении до 0,001мм. 5. Обработка может осуществляться, как на обычных универсальных станках (точность ниже), так и на специальных алмазно-расточных станках. Метод обеспечивает высокую производительность обработки.
ПРИТИРКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Припуск, удаляемый при притирке, 0,01...0,02мм. Иногда при обработке материал снимается в пределах допуска. Метод обеспечивает точность 5 кв. и ниже, погрешность формы в поперечном направлении в пределах 0,5... 1мкм, шероховатость Ra=0,05 мкм. Поэтому часто притирка применяется для изготовления прецизионных деталей (плунжерных, золотниковых пар и т.п.).
СУПЕРФИНИШИРОВАНИЕ
Примерные характеристики обработки следующие: скорость вращения заготовки V заг = 10…120 м/мин; скорость продольного перемещения брусков V пр = 10...15 м/мин; скорость колебания брусков V кол = 2...5 м/мин; амплитуда колебаний а = 2...6мм; число двойных колебательных движений n кол.бр. = 250…1200 дв.х./мин. Обработка ведётся при обильном охлаждении и смазке керосином. Удаляемый припуск 0,02...0,03мм. В результате обработки на поверхности заготовки образуется сетка, tgα = 2 а n кол.бр. / π D n заг , где n заг - число оборотов заготовки. Суперфиниширование обеспечивает точность в пределах 5 кв., Rа=0,01-0,04 мкм. В поверхностном слое образуются остаточные напряжения сжатия в пределах 200-900Мпа с глубиной залегания 5-15мкм. Данный метод исправляет погрешности первого рода от предшествующей обработки, но не исправляет погрешности размеров второго рода (взаимного расположения).
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 280; Нарушение авторского права страницы
 Данный метод используется для окончательного формирования качественных показателей поверхностей. Он характеризуется следующими основными показателями:
Данный метод используется для окончательного формирования качественных показателей поверхностей. Он характеризуется следующими основными показателями: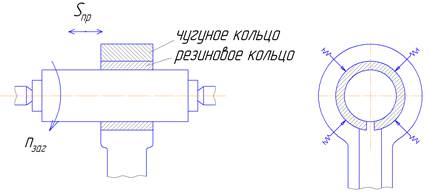 Метод применяется для обеспечения высокой точности размеров детали. Осуществляется при помощи абразивного порошка нанесённого на поверхность притира выполненного из чугуна, а иногда из других мягких материалов. Притирка может выполняться либо вручную, либо на станке. При обработке на станке заготовка медленно вращается V заг = 5...10 м/мин. Притир перемещается относительно заготовки в продольном направлении. В
Метод применяется для обеспечения высокой точности размеров детали. Осуществляется при помощи абразивного порошка нанесённого на поверхность притира выполненного из чугуна, а иногда из других мягких материалов. Притирка может выполняться либо вручную, либо на станке. При обработке на станке заготовка медленно вращается V заг = 5...10 м/мин. Притир перемещается относительно заготовки в продольном направлении. В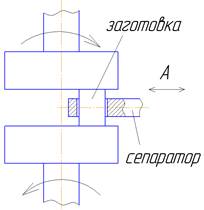 Для механизации данного метода в крупносерийном производстве используется автоматизированная притирка на специальных станках. Заготовка устанавливается в специальный сепаратор и располагается между двумя чугунными притирами, вращающимися в разные стороны. Сепаратор совершает возвратно-поступательные движения в радиальном направлении. По мере готовности, заготовки с помощью сепаратора удаляются из зоны обработки.
Для механизации данного метода в крупносерийном производстве используется автоматизированная притирка на специальных станках. Заготовка устанавливается в специальный сепаратор и располагается между двумя чугунными притирами, вращающимися в разные стороны. Сепаратор совершает возвратно-поступательные движения в радиальном направлении. По мере готовности, заготовки с помощью сепаратора удаляются из зоны обработки. 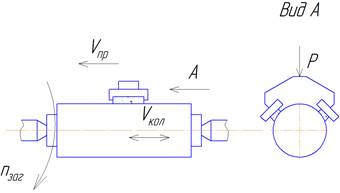 Этот метод применяется для отделочной обработки шлифованных поверхностей и получения шероховатости R а=0,01...0,04 мкм. Его другое название - притирочное шлифование или сверхдоводка. Обработка осуществляется на токарных станках, снабжённых специальным приспособлением, либо на специальных станках. При обработке используются мелкозернистые абразивные бруски (размер зерна 3 - 4 мкм) из электрокорунда или карбида кремния. Бруски прижимаются к поверхности вращающейся детали с усилием Р = 0,05...2,5 кг/см2 и совершают движение вдоль обрабатываемой поверхности, а также колебательные движения определённой частоты и амплитуды.
Этот метод применяется для отделочной обработки шлифованных поверхностей и получения шероховатости R а=0,01...0,04 мкм. Его другое название - притирочное шлифование или сверхдоводка. Обработка осуществляется на токарных станках, снабжённых специальным приспособлением, либо на специальных станках. При обработке используются мелкозернистые абразивные бруски (размер зерна 3 - 4 мкм) из электрокорунда или карбида кремния. Бруски прижимаются к поверхности вращающейся детали с усилием Р = 0,05...2,5 кг/см2 и совершают движение вдоль обрабатываемой поверхности, а также колебательные движения определённой частоты и амплитуды.