
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ ЧАСТЬ I ⇐ ПредыдущаяСтр 5 из 5
1. Изучить содержание методического указания части I.
2. На образце сварного соединения определить сварочные деформации и причины их появления. Перечислить их в отчёте.
3. Зарисовать схематично образец и показать на схеме предполагаемые порядок и направление наложения сварных швов, которые привели к деформациям образца.
4. Перечислить конструктивные и технологические мероприятия для уменьшения напряжений при ручной дуговой сварке данного образца сварной конструкции. 5.Зарисовать схематично образец и показать на схеме порядок и направление наложения сварных швов, места воздействия для снятия сварочных напряжений и устранения деформаций.
ЧАСТЬ II
1. Изучить содержание методического указания части II.
2. Определить способы устранения сварочных напряжений для данного образца сварной конструкции и записать их.
3. Определить способы устранения сварочных деформаций для данного образца и записать их.
4. Зарисовать схематично образец и показать на схеме места воздействия на металл для устранения сварочных деформаций.
Отчёт должен быть оформлен в тетради к лабораторным работам и содержать: цель работы, краткое изложение теоретического материала, ответы на задания к практической части лабораторных работ с указанием необходимых схем образца сварного соединения и выводы. Заключение Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами. К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может - неравномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и около шовной зоны и т. д. К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся неправильные решенная конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. п.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. п. 0Кристаллизационная усадка металла шва вызывается тем, что при охлаждении металл шва уменьшается в объеме, но поскольку одновременно шов имеет жесткую связь с относительно холодным основным металлом, его усадка вызывает появление внутренних напряжений. Список использованной литературы 1. Сварка. Введение в специальность / В.А. Фролов, В.В. Пешков, А.Б. Коломенский [и др.]. – М., 2004. – 230 c.
2. Чернышов, Г.Г. Сварочное дело. Сварка и резка металлов
/ Г.Г. Чернышов. – М.: ИРПО; ПрофОбрИздат, 2002. – 496 с.
3.Оботуров, В.И. Сварочные работы в строительстве: учеб-ное пособие для вузов / В.И. Оботуров.– М.: АСВ, 2006. – 224 с.
4. Виноградов, В.М. Основы сварочного производства: учеб-ное пособие для вузов/ В.М. Виноградов, А.А. Черепахин, Н.Ф. Шпунькин. – М.: Академия, 2008. – 270 с.
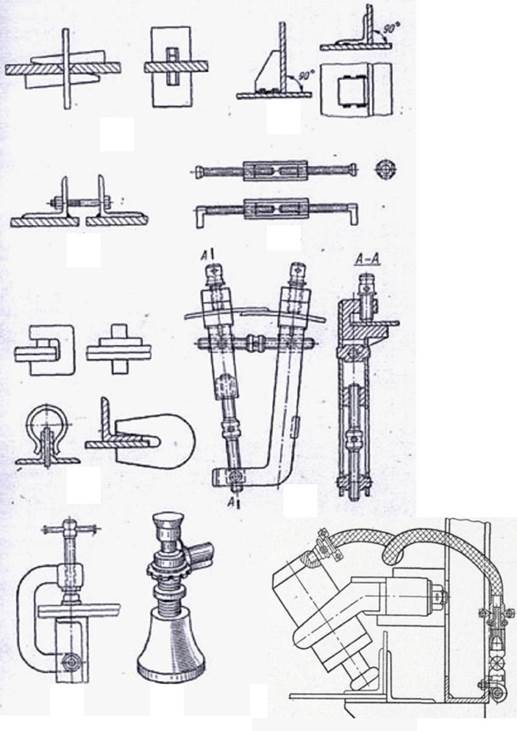
б а
г в
д е
з ж и
Универсальные сборочные приспособления:
а – клинья; б – упоры из листов и угловых профилей;
в– угловая сталь на прихватках с болтом; г – стяжка винтовая; д – скобы; е – рычажно-винтовая стяжка; ж – струбцина откидная; з – домкрат; и – пневматический прижим Приложение 2
Схемы исправления деформированных сварных изделий
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 541; Нарушение авторского права страницы
 Приложение 1
Приложение 1