
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка маршрутно-технологического процесса ⇐ ПредыдущаяСтр 3 из 3
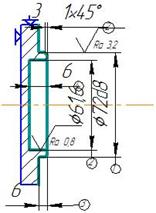
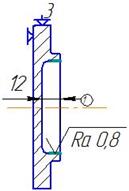
При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к совмещению конструкционных и технологических баз. 3. ведется подбор оборудования для всех этапов обработки 4. выбирается приспособления, режущий и мерительный инструмент. Наружные и внутренние, соосные с наружными, поверхности будут обрабатываться на токарных станках точением, отверстия – сверлением на сверлильных станках, лыску – фрезерованием. Для получения точности по наружным и внутренним поверхностям по 8 квалитету точности, эту поверхность нужно обрабатывать либо тонким точением, либо шлифованием. В качестве баз на первой операции используем наружную цилиндрическую поверхность и торец. На последних операциях, чистого точения или шлифования, сверления и фрезерования принимаем либо ранее обработанные цилиндрические наружные поверхности и их торцы, либо внутренние цилиндрические поверхности и их торцы. Намечаем следующий маршрут обработки. Токарная операция: обработку поверхности вести за два установа: I установ: Подрезать внутренний торец большого фланца и торец центрирующего пояска, выдерживая размер 3. Точить наружную поверхность центрирующего пояска, выдерживая размеры 1и 3. Расточить внутреннюю поверхность, выдерживая размер 2 и 4.
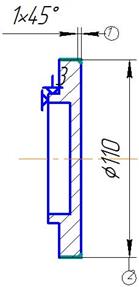
В зависимости от точности оставить припуск на чистовую обработку. Точить фаску, выдерживая размер 5. II установ: Точить наружную поверхность, выдерживая размер 2.
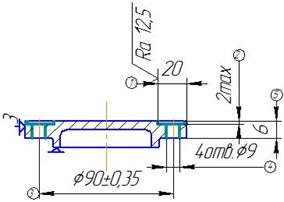
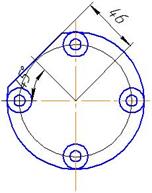
Точить фаску, выдерживая размер 1. Оборудование: станок токарно-винторезный 16К20. Приспособления: токарный самоцентрирующийся патрон (механизированный или немеханизированный); режущий инструмент: резцы проходные упорные, подрезные, расточные. Материал резцов – твердый сплав. Мерительный инструмент: штангенциркуль, штангенглубиномер. Сверлильная операция. Сверлить 4 отверстия, выдерживая размер 4, 5 и 3. База – наружная цилиндрическая поверхность центрирующего пояска. Зенковать 4 отверстия, выдерживая размер 1, 2 и 3.
Оборудование: вертикально-сверлильный станок 2Н125. Приспособления: переналаживаемый кондуктор с поворотным столом. Мерительный инструмент: штангенциркуль, пробки, глубиномер. Фрезерная операция. Фрезеровать лыску. База – наружная цилиндрическая поверхность центрирующего пояска и торец.
Оборудование: вертикально-фрезерный станок 6Н12. Режущий инструмент: фрезы дисковые, торцевые, концевые. Вспомогательный инструмент: оправки или переходные втулки, цанговые патроны. Мерительный инструмент: штангенциркуль. Шлифовальная операция. Шлифовать поверхность 10, выдерживая размер 1 с припусками. Технологическая База – наружная цилиндрическая поверхность большего фланца и его торец.
Оборудование: внутришлифовальный станок 3P228. Приспособления: токарные или магнитные. Режущий инструмент: шлифкруги формы ПВ, ПВД. Вспомогательный инструмент: оправки для крепления шлифкруга. Мерительный инструмент: микрометр, скобы, пробки. Расчет режимов резания
Режимы резания назначаются на основании справочных материалов, приводимых в справочниках технолога-машиностроителя, нормировщика и другой технической литературы. В курсовой работе будем производить выбор режимов резания по справочнику технолога-машиностроителя под ред. Косиловой, том 2. При назначении режимов резания учитываются: - характер обработки; - тип и размер производства; - материал его режущей части; - тип и состояние оборудования. Токарная обработка: для точения режимы резания выбираем в следующей последовательности: - глубина резания, мм (t),
- подача, мм/об. (S), S зависит от глубины резания и обрабатываемой поверхности. - скорость, м/мин. (v)
где Т – стойкость инструмента (время между двумя переточками инструмента, принимаем Т= 60 мин.)
Kv – поправочный коэффициент.
где
Кт–коэффициент, характеризующий группу стали по обрабатываемости, Кт = 1, nv = 1, sв = 780Мпа – предел прочности материала,
- частота вращения( n), об/мин.
где D – диаметр обрабатываемой поверхности. Обработка ведется на станке 16К20. Для этого станка выбираем резцы подрезные с сечением 16´ 25, материал режущей части – твердый сплав Т15К6 (титано-кобальтовый). Обработку поверхностей будем вести за два прохода: черновая обработка и чистовая обработка. 1)Подрезание торца, выдерживая размер 3.
2)Растачивание наружной цилиндрической поверхности с размерами 1 и 3. Черновая: t черн = 1, 2 мм S = 0, 8 мм/об.
Чистовая: tчист = 0, 4 мм S = 0, 14 мм/об.
3)растачивание внутренней цилиндрической поверхности с размерами 2 и 4.
Черновая: t черн = 1, 2мм S = 0, 35 мм/об. Чистовая: tчист = 0, 7 мм S = 0, 12 мм/об.
Установ II: 1)Растачивание наружной цилиндрической поверхности с размером 2. Черновая: t черн = 1, 2мм S = 0, 8 мм/об.
Чистовая: tчист = 0, 5 мм S = 0, 14 мм/об.
Сверление:
Материал сверла – быстрорежущая сталь. 1) сверление 4 отверстий с размерами 4, 5, 3.
Т = 25 при D =9 мм.
2)зенкерование 4 отверстий с размерами 1, 2 и 3.
Т = 30 при D =20 мм.
Значение коэффициентов |
Последнее изменение этой страницы: 2019-10-04; Просмотров: 214; Нарушение авторского права страницы

 ,
,  , х = 0, 15, у = 0, 35, m = 0, 2. [таб. 17 – справочник Косиловой].
, х = 0, 15, у = 0, 35, m = 0, 2. [таб. 17 – справочник Косиловой]. ,
,  – коэффициент, учитывающий материал заготовки,
– коэффициент, учитывающий материал заготовки,  ,
, 
 – коэффициент, учитывающий состояние поверхности заготовки,
– коэффициент, учитывающий состояние поверхности заготовки,  (при поковке с коркой, черновой),
(при поковке с коркой, черновой),  (при обработке без корки, чистовой).
(при обработке без корки, чистовой). – коэффициент, учитывающий качество материала заготовки,
– коэффициент, учитывающий качество материала заготовки,  .
.
 ,
, 





 - для чистовой обработки
- для чистовой обработки






 - для чистовой обработки
- для чистовой обработки




 S=0, 15 мм/об.
S=0, 15 мм/об. [таб. 28 – справочник Косиловой]
[таб. 28 – справочник Косиловой]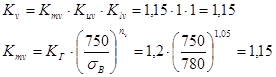


 S=0, 6 мм/об.
S=0, 6 мм/об.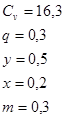 [таб. 29 – справочник Косиловой].
[таб. 29 – справочник Косиловой].

 и
и  из таб.32 справочника Косиловой.
из таб.32 справочника Косиловой.