|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формование объёмных изделий из листов
Существует три разных схемы формования объёмных изделий из листов термопласта: механическая вытяжка, вакуумное формование, пневмоформование.
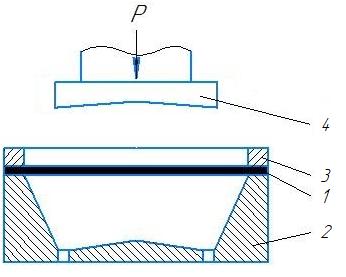
Рисунок 11. Схема формования изделия из листа механической вытяжкой
Разогретый до высокоэластичного состояния лист термопласта 1 (заготовка) укладывается на матрицу 2 и прижимается к ней по периметру рамой 3. Над матрицей находится пуансон 4. Опускаясь вниз, пуансон вдавливает лист-заготовку в углубление матрицы. Заготовка превращается в изделие, форма которого копирует углубление матрицы. Для выпуска воздуха из-под листа-заготовки в дне матрицы предусмотрены сквозные отверстия. По рисунку 11 понятно, что толщина дна изделия примерно равна толщине листа-заготовки, а боковые стенки много тоньше.
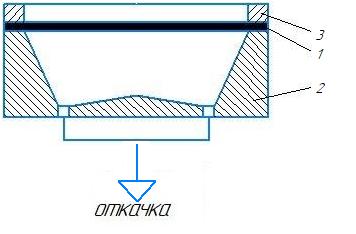
Рисунок 12. Схема вакуумного формования изделия из листа
Эта схема (рисунок 12) похожа на предыдущую (рисунок 11), но в ней отсутствует пуансон. Формование происходит потому, что из-под нагретого до высокоэластичного состояния листа термопласта 1 откачивается воздух и атмосферным давлением лист вдавливается в углубление матрицы 2. Стенки изделия получаются не равномерными по толщине. Наиболее толстые они вверху, у рамы 3. Здесь лист-заготовка быстро охлаждается матрицей и рамой, заготовка теряет эластичность. Самые тонкие стенки в углах, на стыке с дном. Здесь лист, чтобы прижаться к матрице, должен вытянуться много больше.
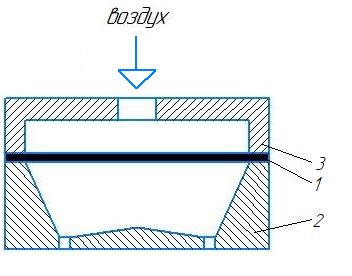
1 – лист термопласта; 2 – матрица; 3 – крышка.
Рисунок 13. Схема пневмоформования изделия из листа. Отличие этой схемы (рисунок 13) от предыдущей (рисунок 12) в том, что рама заменена крышкой. В полость между листом и крышкой подаётся сжатый воздух и лист вдавливается в углубление матрицы. Воздух из-под листа уходит через отверстия в дне матрицы. Разнотолщинность стенок изделия, получаемого по схеме пневмоформования, в точности такая же, как и при вакуумном формовании его. Штамповка объёмных изделий из листов
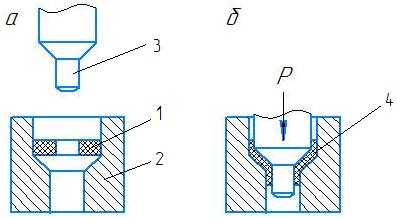
Рисунок 14. Схема штамповки объёмного изделия из листа термопласта: а – исходное положение; б – завершение процесса штамповки.
Заготовка 1, нагретая до высокоэластичного состояния, укладывается в холодную матрицу 2. Холодный пуансон 3 движется вниз и вминает заготовку в отверстие матрицы. Получается изделие 4. В нижнем положении пуансон стоит какое-то время. Изделие охлаждается, форма его фиксируется (термопласт переходит из высокоэластичного в стеклообразное состояние). Штамповкой получают сравнительно мелкие фасонные изделия простой формы.
Каландрование
Каландрование – процесс получения из бесформенной пластической массы листов, плёнок, слоистых пластиков в валках-каландрах.
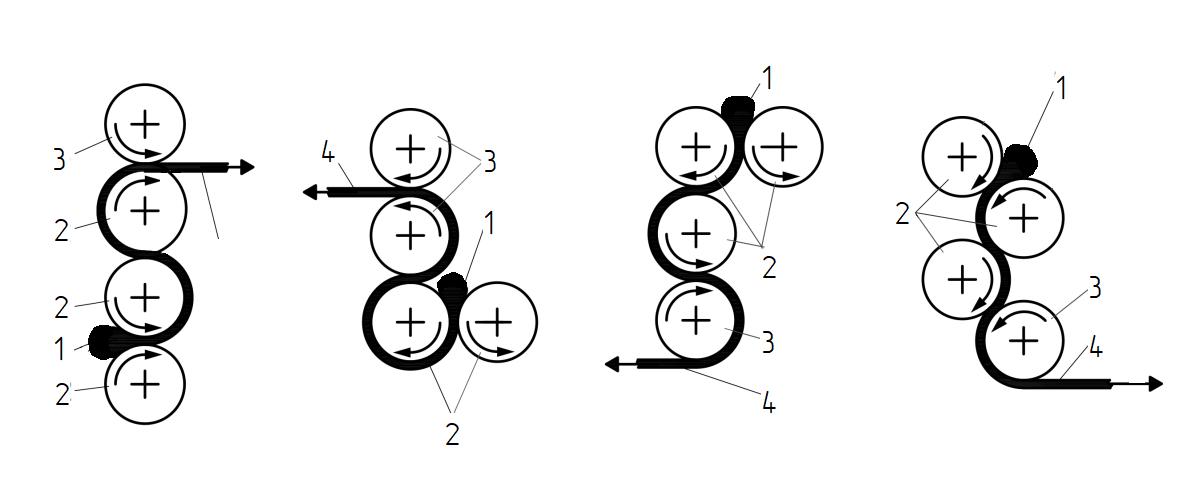
Рисунок 15. Четырёхвалковые схемы каландрования 1 – бесформенная пластическая масса; 2 – горячий валок-каландр; 3 – холодный валок-каландр; 4 – изделие (лист, лента, плёнка).
На рисунке приведены наиболее часто встречающиеся четырёхвалковые схемы каландрования. Иногда используют двух –, трёх – и пятивалковые схемы. Бесформенная пластическая масса 1 (полимер с различными добавками) подаётся от устройства смешивания и пластикации в первый зазор, равномерно по всей длине валков-каландров. Вращающимися горячими валками она втягивается в первый зазор и превращается в изделие 4 (лист, ленту, плёнку). Далее изделие огибает горячий валок и попадает во второй зазор, затем, огибая ещё один валок, проходит через третий зазор между горячим 2 и холодным 3 валками.
Такой сложный путь изделия через каландр не случаен. Каландрованием получают широкие (1000…2000 мм) тонкие (0, 08…0, 8 мм) изделия с малым допуском по толщине (0, 01…0, 03 мм). Чтобы достигнуть этого результата, необходимо равномерно (1…2о С) прогревать заготовку по всей ширине и толщине и выдать изделие из последнего зазора каландра в высокоэластичном состоянии без каких-либо внутренних напряжений.
После выхода из каландра обработка изделия продолжается. Его поверхность или глянцуют, или тиснят. Затем изделие охлаждают, подрезают его боковые кромки и сматывают в рулон. Толстые листы (0, 5…0, 8 мм) не сматывают, а режут на мерные куски и складывают в пачки. Каландрованию подвергают поливинилхлорид, полиуретан, полистирол, сополимеры винилхлорида, винилацетата, акрилонитрила, стирола.
|
Последнее изменение этой страницы: 2019-10-03; Просмотров: 260; Нарушение авторского права страницы