|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Организация и управление инструментальным хозяйством
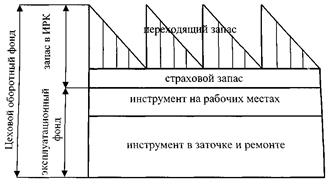
Значение и задачи инструментального хозяйства. Задачами инструментального хозяйства являются: · определение потребности и планирование обеспечения предприятия оснасткой; · нормирование расхода оснастки и поддержание на необходимом уровне размеров ее запасов; · комплектное обеспечение рабочих мест оснасткой, организация ее рациональной эксплуатации и восстановления; · организация собственного производства высокопроизводительной и эффективной оснастки; · учет и анализ эффективности использования технологического оснащения. Определение потребности и структуры запасов инструмента. Под потребностью в инструменте понимается суммарное количество инструмента по каждому типоразмеру, которое необходимо для выполнения запланированного объема и номенклатуры продукции, а также создания запасов, требующихся для бесперебойного обеспечения цехов и рабочих мест. Расчет потребности в инструменте ведется исходя из норм расхода и годовой производственной программы. Норма расхода инструмента Нр, т.е. количество его на выполнение определенного объема работ, устанавливается в зависимости от типа производства: · в массовом производстве - на каждую операцию, деталь или изделие с учетом величины машинного времени tM и нормативного износа инструмента Тиз; · в единичном и мелкосерийном производстве - укрупненно, например, на 1000 станко-часов работы данного вида оборудования. Для организации планомерного использования инструмента, бесперебойного обеспечения цехов и рабочих мест рассчитывается необходимый запас инструмента - оборотный фонд. Под оборотным фондом понимается количество инструмента, которое необходимо иметь в эксплуатации (на рабочих местах, заточке) и в запасе в различных подразделениях инструментального хозяйства. Оборотный фонд инструмента предприятия состоит из цеховых оборотных фондов и запасов центрального инструментального склада (ЦИС). Оборотный фонд инструмента цеха состоит из эксплуатационного фонда и запасов инструмента в цеховой инструментально-раздаточной кладовой (ИРК), которые, в свою очередь, включают переходящий и страховой запасы (рис. 6). Величина переходящего запаса определяется как произведение среднесуточной потребности на периодичность поступления инструмента в ИРК. Переходящий запас изменяется от максимальной величины (партии поступления) до нуля, когда происходит очередное поступление инструмента. Страховой запас инструмента в ИРК устанавливается в размере 5-10% от партии поступления.
Рис. 6. Структура и движение цехового оборотного фонда инструмента
Запасы инструмента на центральном инструментальном складе определяются с учетом установленных масштабов оборотных средств. Обычно они устанавливаются в размере 3-4 месячного расхода инструмента. Текущее регулирование запасов в ЦИС осуществляется по системе " максимум-минимум", которая поддерживает запасы инструмента на постоянном уровне, гарантирующем бесперебойное снабжение производства. Система " максимум-минимум" устанавливает три нормы запаса: максимальный Zmax, минимальный Zmin и запас " точки заказа" Zт.з. Запас " точки заказа" отражает такую величину запаса, при достижении которой выдается заказ на изготовление или приобретение инструмента. Организация инструментального обслуживания непосредственно в производственных подразделениях предприятия предполагает бесперебойное снабжение рабочих мест инструментом и оснасткой, их правильную эксплуатацию, своевременный и качественный ремонт. Рабочие места производственных цехов и участков обслуживаются ИРК, которые выполняют следующие функции: · получение инструмента из ЦИС, его хранение и учет; · выдача на рабочие места и прием с рабочих мест; · организация переточки и ремонта инструмента; · списание изношенного инструмента. ИРК оборудуются для удобного и надежного хранения инструмента. В кладовых по специальным карточкам ведется учет движения каждого вида инструмента. Доставка инструмента из ИРК на рабочие места производится в соответствии с типом производства; · в массовом и автоматизированном производствах - централизованная доставка инструмента специальными рабочими с принудительной заменой используемого инструмента независимо от фактического состояния режущей поверхности; · в единичном и мелкосерийном производствах - децентрализованная доставка самими рабочими и смена инструмента по требованию (по износу); · в серийном производстве - централизованная или децентрализованная доставка инструмента комплектами по сменно-суточным заданиям к моменту начала обработки партии деталей; принудительная или по требованию смена инструмента. Организационная структура управления инструментальным хозяйством определяется размерами предприятия, типом производства и представляет собой совокупность общезаводских и цеховых подразделений, занятых проектированием, изготовлением, приобретением и эксплуатацией инструмента. К общезаводским подразделениям относятся инструментальный отдел, инструментальные цехи, центральный инструментальный склад, измерительные лаборатории; к цеховым - бюро инструментального хозяйства, инструментально-раздаточные кладовые и мастерские по заточке и ремонту инструмента. Методами быстрой переналадки технологического оборудования и оснастки являются: 1. Стандартизация процессов " внешней" переналадки 2. Унификация необходимых элементов оснастки и оборудования 3. Использование вспомогательных приспособлений и приемов быстрого крепления оснастки 4. Переналадка оснастки с привлечением специальных рабочих 5. Использование механических систем для смены оснастки. |
Последнее изменение этой страницы: 2019-06-08; Просмотров: 219; Нарушение авторского права страницы