|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Изготовление труб с помощью высокочастотной сварки
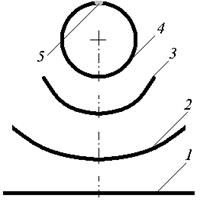
Сварные трубы изготавливают из калиброванной по ширине непрерывной ленты путем поэтапного формования трубной заготовки (рис. 8.9).
Далее возможны 2 варианта сварки трубы: высокочастотная индукционная (ВЧИС) или радиочастотная (РЧС). При ВЧИС (рис. 8.10) используются частоты порядка 6 кГц с питанием от машинных генераторов.
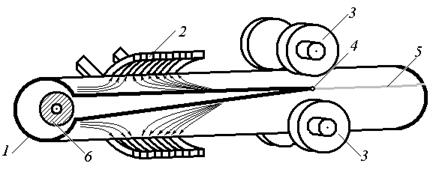
Плоский индуктор3 с магнитопроводом4 располагается над щелью 2 заготовки трубы1 непосредственно перед формирующими валками 5. Под влиянием переменного магнитного поля возникают вихревые токи (показаны прерывистой линией), протекающие в кромках заготовки. Эти токи нагревают кромки до температуры пластического состояния (1370 – 1450º С), а расположенные следом валки5 сжимают заготовки силой Р и завершают сварку в процессе пластического деформирования разогретых кромок. Ширина зоны разогрева кромок при этой технологии довольно большая, т.к. частота тока сравнительно невелика. Кроме того, геометрические размеры магнитопровода и плоского индуктора не позволяют расположить его близко к валкам. Поэтому разогретые кромки до их смыкания в точке схождения контактируют в течение 1-2 секунд с окружающим воздухом. При наличии в металле легкоокисляющихся элементов возникают трудности в получении качественного соединения из-за окисления кромок воздухом. В связи с этим такая технология применима только для сварки труб из низкоуглеродистых сталей (в которых нет легкоокисляющихся элементов). Границы применимости технологии: размеры труб 10 – 350 мм; толщина стенок 1, 5 – 13 мм. Параметры режима: скорость сварки 6 – 60 м/мин; удельная нагрузка на валках 20 – 40МПа. При РЧСприменяют радиочастоты в диапазоне 100 – 450 кГц. Применение высоких частот резко уменьшает глубину проникновения тока в свариваемые детали, в результате чего зона разогрева существенно уменьшается, достигая долей мм. РЧСприменяют в двух технологических вариантах: с бесконтактным индукционным подводом тока и с контактным подводом тока. Схема процесса с бесконтактным индукционным подводом токапоказана на (рис. 8.11).
Под влиянием внешнего высокочастотного электромагнитного поля, создаваемого индуктором 2 в заготовке трубы 1 индуктируются электрические токи. Они замыкаются частично по периметру заготовки, а также по периметру заготовки и далее вдоль кромок через точку схождения4. Для уменьшения потерь на бесполезный нагрев тела трубной заготовки ширину индуктор 2 делают как можно шире. В результате этого уменьшается плотность индуктируемых токов в теле трубной заготовки (замыкающихся по ее периметру). С этой же целью внутрь трубной заготовки вводят водоохлаждаемый магнитный сердечник 6. Сердечник повышает индуктивное сопротивление токам, проходящим по периметру заготовки. Токи, проходящие по кромкам трубной заготовки в результате действия поверхностного эффекта концентрируются вблизи поверхности, в результате чего их плотность в кромках существенно возрастает. Это приводит к быстрому разогреву кромок. Заготовка трубы проходит через формирующие валки 3 и разогретые кромки соединяются в процессе интенсивной пластической деформации. Этот вариант радиочастотной сварки применяют при изготовлении труб сравнительно малого диаметра, т.к. с увеличение диаметра заготовки увеличивается ее периметр и растут потери на бесполезный нагрев тела заготовки. При радиочастотной контактной сварке ток высокой частоты непосредственно от генератора подводится к заготовке через контакты. Такой подвод тока сводит к минимуму напряженность высокочастотного магнитного поля. Часть подводимого тока замыкается по периметру заготовки (сопротивлениеR1).Другая часть проходит вдоль кромок и замыкается через точку схождения4. При таком процессе при увеличении диаметра увеличивается периметр заготовки и, следовательно сопротивление контура R1. Поэтому уменьшается ток, протекающий по периметру заготовки, снижаются потери на нагрев тела заготовки и повышается к.п.д. процесса (заметное снижение потерь в теле трубной заготовки происходит уже при диаметре > 25 мм.). Поэтому такую схему применяют для сварки труб большого диаметра. Контакты применяют скользящие или вращающиеся. Контактный подвод тока является самым экономичным. Однако быстрый износ скользящих контактов усложняет процесс, т.к. возникает необходимость периодической их замены (износ составляет ≈ 0, 2 – 0, 4 мм/км сварного шва). В качестве контактных наконечников используются медные водоохлаждаемые пластины, пластины из бронзы или из специальных сплавов на основе меди. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 238; Нарушение авторского права страницы