|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы сборки-сварки кузовов на различном оборудовании
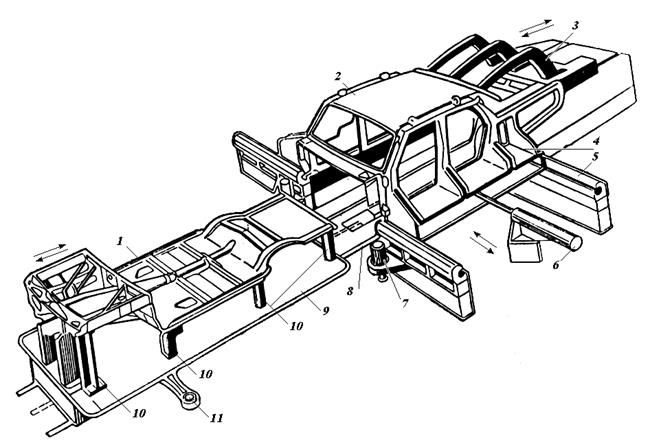
В настоящее время используется несколько способов сборки-сварки кузовов: в стационарных главных кондукторах; в главных кондукторах челночного типа с двумя сборочными тележками, на конвейерах. Кузова собирают путем последовательной установки, фиксации и закрепления сборочных единиц. При первом и третьем способе сварку сборочных единиц осуществляют последовательно, а во втором случае одновременно. Применяют преимущественно точечную сварку подвесными сварочными машинами, но находит применение и сварка на многоточечных сварочных машинах. Характерной особенностью производственной сборки кузовов является деление процесса соединения деталей и сборочных единиц на подгруппы и группы с последующей сборкой подгрупп и групп в законченную сборочную единицу. Сборка-сварка кузовов в главных кондукторахпроизводится из крупных сборочных единиц и является предварительной сборкой. В этих кондукторах имеется сложная выдвижная фиксация проемов дверей, крышки багажника и капота, а также проемов заднего и ветрового окон. Предусмотрены фиксаторы основания кузова по базовым отверстиям, которые являются местом крепления деталей при общей сборке автомобилей. Схема сборки кузова легкового автомобиля в главном кондукторе показана на рис. 12.6. главный кондуктор включает в себя подвижные фиксаторы 4 боковин (правой и левой), движение которых осуществляется по направляющим 5 при помощи гидроцилиндра 6, подвижного фиксатора 3 заднего окна и крышки багажника. В кондукторе из отдельных сборочных единиц собирают оболочку 2. Сначала боковины и окна устанавливают в кондукторе в заданном положении и закрепляют прижимами. Затем сборочные единицы сваривают между собой точечной сваркой изнутри кузова. После этого устанавливают крышу и сваривают все единицы снаружи оболочки.
Одновременно на тележке 9, выдвинутой из кондуктора, закрепляют основание 1, предварительно сваренное из отдельных сборочных единиц. Тележку с основанием задвигают по направляющим 8вкондуктор, фиксируют при помощи штока гидроцилиндра 7 и фиксационного отверстия 11 тележки и приподнимают тележку до соединения основания с оболочкой. Точное положение последних достигается фиксацией тележки относительно кондуктора. Затем основание приваривают к оболочке по местам сопряжений. Сварку производят подвесными машинами различных типов. Режимы сварки выбирают в зависимости от толщины свариваемых деталей и указывают в технологических картах сборки и сварки. После сварки освобождают все прижимы кондуктора, раздвигают их, тельфером снимают кузов и передают его на дальнейшую обработку. В главных кондукторах используется большое число фиксаторов, зажимов и других механизмов, что не всегда позволяет выполнить весь объем сварочных работ. В этом случае сварку производят только в доступных местах, создают жесткую конструкцию, а на доводочных конвейерах кузов доводят до полной готовности. Обычно на этих конвейерах приваривают шовно-шаговой сваркой водосточные желобки к крыше и боковинам. Точечную и шовно-шаговую сварку выполняют на подвесных сварочных машинах. Сборку-сварку крупногабаритных деталей и сборочных узлов, таких как двери, крышка багажника, капот, верхняя панель передка, отдельные единицы основания, боковины производят на крупных кондукторах. Кондукторы состоят из жесткой рамы, на которой закреплены фиксаторы, зажимы, механизмы для вращения деталей в процессе сварки и механизм съемника для удаления детали из кондуктора после сварки. Фиксаторы обычно выполнены в виде отдельных упоров или выдвижных штырей несложной формы. Сварочное оборудование на крупных кондукторах включает в себя: сварочные блоки или отдельные сварочные пистолеты (в виде сварочных клещей) различных конструкций. Сборку-сварку кузова (например, на ВАЗе) осуществляют на двухпозиционных автоматизированных кондукторах челночного типа с возвратно-поступательным движением тележек, на которых производят подсборку и предварительную фиксацию основных сборочных единиц кузова. На первой позиции кондуктора производится сварка, а на второй в это время – разгрузка сваренного кузова и автоматическая загрузка новых сборочных единиц, сборка и фиксация кузова. Захват сваренного кузова и подъем осуществляются по команде оператора. Подгонка и предварительная фиксация сборочных единиц (боковин, крыши, крыльев) выполняют вручную. Ответственные сварные швы при сборке уплотняются мастикой с помощью специальных шприц - пистолетов. В главном кондукторе свариваются 278 точек, 98 из которых выполняются многоточечной автоматической сваркой по порогу пола в нижней части, а остальные 180 - шестью подвесными сварочными машинами с клещами. Сварка мелких и средних сборочных единиц осуществляется на карусельных установках двух типов: Первый - для сборки-сварки относительно больших сборочных единиц со значительным числом сборочных точек (брызговиков задних колес, передка в сборе) используются напольные карусели, имеющие от трех до пяти приспособлений, соединенных между собой цепью и перемещающихся на поворотных колесах по кольцевым направляющим. Второй - для сварки сравнительно небольших деталей (стойка передка, верхняя поперечина, верхняя панель передка) применяют поворотные многопозиционные столы непрерывного вращения. |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 252; Нарушение авторского права страницы