
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВСтр 1 из 5Следующая ⇒
Система допусков на зубчатые передачи Для регламентации точности созданы системы допусков на отдельные виды зубчатых передач (цилиндрические, конические, червячные), так как точность работы механизма зависит не только от точности отдельных элементов (зубчатых колес), но и от точности расположения осей в корпусах. Для цилиндрических зубчатых передач с m ³ 1 система допусков определена в ГОСТ 1643, а для мелкомодульных - в ГОСТ 9178. Для конических зубчатых передач с m ³ 1 система допусков определена в ГОСТ 1758, а для мелкомодульных - в ГОСТ 9368. Для червячных передач при m ³ 1 система допусков определена в ГОСТ 3675, а для мелкомодульных – в ГОСТ 9774. Системы допусков для различных видов зубчатых передач имеют много общего. Далее рассмотрена система допусков на цилиндрические зубчатые передачи с модулем m > 1 (ГОСТ 1643). Для всех видов зубчатых передач установлено 12 степеней точности (с 1 по 12) в порядке увеличения допусков, в разных стандартах особо точные и грубые степени не оговорены допусками, т.е. оставлены как резервные. Для цилиндрических передач первая, вторая и 12 степени точности резервные. Степень точности – заданный уровень допустимого несоответствия значений их действительных параметров расчетным (номинальным) значениям. В каждой степени выделены три нормы точности согласно эксплуатационным группам: кинематическая точность, плавность работы и контакт зубьев. В каждой норме определены независимые, равноправные показатели точности и допуски на них (см. рис. 6.3). Кинематическая точность оценивается нормами кинематической погрешности зубчатой передачи и кинематической погрешностью колеса. Кинематическая погрешность передачи есть разность между действительным и номинальным углами поворота ведомого зубчатого колеса, выраженная в линейных величинах длиной дуги делительной окружности. Все показатели кинематической точности оцениваются за один оборот колеса. Кинематическая погрешность зубчатого колеса определяется погрешностью кинематической цепи деления зубообрабатывающего станка.
½
½
Контакта Зубьев | |||||||||||||||||||||||||||||||||
| Fi ¢ ; F ¢ io ; Fp Fr; Fc ; Fpk Fv W = Fc Fi ¢ ¢ = 1, 4Fr
|
| fi ¢ ; f’ ¢ io ; fpt ; fpb ; ff ; fi ¢ ¢ ; fzko; fzzo |
| Пятно контакта в %%
fx = F b fy=0, 5F b Fk
| |||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||
|
|
Виды сопряжений |
| |||||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||||
| H | E | D | C | B | A | ||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||||
|
Нормы бокового зазора
| |||||||||||||||||||||||||||||||||
|
|
| ||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||
Рис. 6.3. Показатели точности зубчатых колес и передач
Кинематическая погрешность оценивается следующими показателями: накопленной погрешностью шага, радиальным биением зубчатого венца, колебанием длины общей нормали, колебанием измерительного межосевого расстояния за оборот колеса.
Плавность работы передачи характеризуется циклическими погрешностями при повороте колеса на один зуб. Наличие циклически повторяющихся погрешностей (шага, профиля зуба и др.) вызывает в процессе работы передачи шум и вибрацию. Чистовая обработка боковой поверхности зубьев (шлифованием, шевингованием и др. методами) позволяет повысить плавность работы передачи, так как улучшается профиль зуба. Отклонение шага зацепления, зависящее от погрешности зуборезного инструмента, также влияет на плавность передачи.
Контакт зубьев характеризуется размерами пятна контакта на боковых поверхностях зубьев при работе передачи и определяет величину передаваемой нагрузки. Пятно контакта зависит от погрешностей самих колес и от погрешностей их монтажа в корпус.
Независимо от степени точности выбирается вид сопряжения, который характеризуется нормой бокового зазора между нерабочими профилями зубьев колес, находящихся в зацеплении.
В стандартах на все виды зубчатых передач при образовании символов нормируемых отклонений и допусков используются следующие обозначения:
• F – показатели, определяющие кинематическую точность;
• f – показатели плавности работы передачи;
• показатель, относящийся к передачи, обозначается индексом – 0;
• действительное значение измеренного параметра имеет в конце общего символа – r;
• один штрих означает, что показатель определяется в однопрофильном зацеплении;
• два штриха требуют выполнять контроль параметра в двухпрофильном зацеплении;
• показатели без штрихов проверяются у зубчатого колеса без зацепления с другим и характеризуют геометрическую точность.
Рекомендации применения зубчатых колес по нормам плавности работы передачи по ГОСТ 1643
| Степень точности | 11 | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | ||
| Категория точности | Низкая | Понижен ная | Средняя | Точная | Высокоточная | Прецизионная | Особо прецизионная | ||||
| Вид сопряжения | А-В | А-С | А- D | А; В; C; D; E; H | |||||||
| Область применения |
| Измерительные зубчатые колеса*, отсчетные*, делительные механизмы*, прецизионные*, редукторы турбомашин | |||||||||
|
| Авиационные двигатели | ||||||||||
|
| Металлорежущие станки, сменные колеса гитары, дифференциала, шпиндельных пар, коробки скоростей и подач | ||||||||||
|
| Пассажирский железнодорожный состав | ||||||||||
|
| Товарный железнодорожный состав, редукторы общего назначения | ||||||||||
|
| Легковые автомобили, коробки перемены передач, роботы, манипуляторы | ||||||||||
| Прокатные станы, грузовые автомобили, тракторы, транспортеры, литейные машины | |||||||||||
| Крановые механизмы, силовые узлы | |||||||||||
| Сельскохозяйственные машины, ручные передачи | |||||||||||
| Окружная ско- рость, м/с | Прямозу- бые | до 2 | 2…6 | 6…10 | 10…20 | 20…35 | 35..40 | св. 40 | |||
| Косозубые | до 4 | 4…10 | 10…15 | 15…40 | 40…70 | 70..75 | св. 75 | ||||
| Скоростная группа | тихоходные | среднескоростные | скоростные | ||||||||
| Методика нарезания зубчатого венца | Зубонакатывание, метод копирования или обкатки | Метод копирования или зубофрезерования | Обкатка на точных станках | Обработка на прецизионных станках с малой циклической ошибкой | |||||||
| Окончательная обработка зубьев | Не требуется | Зубохонингование, притирка | Шлифование и притирка; зубохонингование | Шлифование и доводка | |||||||
Примечание. * – Задается степень кинематической точности, которая не зависит
от окружной скорости
Таблица 6.4
Таблица 6.8
Нормы плавности работы (показатели  )
)
| Дели-тельный диаметр, мм | Частота зацепления k | Обозначение показателя | Модуль, мм | Степень точности | ||||
| 4 | 5 | 6 | 7 | 8 | ||||
| Допуски в мкм | ||||||||
До 125
Для
fzk
Свыше 8
до 16


Свыше 16
до 32
Свыше 32
до 63
Свыше 32
до 125
Свыше 125
до 400
Свыше 8
до 16
Свыше 16
до 32
Свыше 32
до 63
Свыше 63
до 125
Примечания: 1.  .
.
2. При контроле с измерительным колесом частота k принимается равной числу зубьев контролируемого колеса.
3. Допуск на циклическую погрешность частоты при k = 2z; 3z; 4z за оборот колеса устанавливается равным соответственно 0, 5; 0.4 и 0, 35  .
.
4. fzzo не зависит от делительного диаметра.
Таблица 6.9
Нормы контакта зубьев цилиндрических зубчатых колес и передач
| Ширина зубчатого венца, мм | Обозначение показателя | Модуль, m, мм | Степень точности | ||||||||||||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||||||
| Допуски в мкм | |||||||||||||||||
| До 40 | F b = fx | от 1 до 16 | 5.5 | 7, 0 | 9, 0 | 11 | 18 | 28 | 45 | 71 | |||||||
| fy | от 1 до 16 | 2.8 | 4, 0 | 4.5 | 5.6 | 9, 0 | 14 | 22 | 36 | ||||||||
| Свыше 40 до 100 | F b = fx | от 1 до 16 | 8, 0 | 10 | 12 | 16 | 25 | 40 | 63 | 100 | |||||||
| fy | от 1 до 16 | 4, 0 | 5, 0 | 6.3 | 8, 0 | 12 | 20 | 32 | 50 | ||||||||
| Свыше 100 до 160 | F b = fx | от 1 до 16 | 10 | 12 | 16 | 20 | 32 | 50 | 80 | 125 | |||||||
| fy | от 1 до 16 | 5, 0 | 6.3 | 8, 0 | 10 | 16 | 25 | 40 | 63 | ||||||||
| Относительные размеры суммарного пятна контакта | |||||||||||||||||
| По высоте зуба в % | 60 | 55 | 50 | 45 | 40 | 30 | 25 | 20 | |||||||||
| По ширине зуба в % | 90 | 80 | 70 | 60 | 50 | 40 | 30 | 25 | |||||||||
Примечание. Норма мгновенного пятна контакта (при повороте колеса на один оборот и легком торможении) должна быть не менее 75 % от суммарного пятна контакта.
Выбор контрольного комплекса зависит от принятой технологии изготовления, размеров передачи, состояния средств производства зубчатых колес, серийности производства, требуемой точности и наличия зубоизмерительных приборов.
Контрольный комплекс должен быть оптимальным, т.е. необходимо использовать минимальное количество приборов, а погрешность измерения должна быть допустимой. Предпочтение следует отдавать измерениям, проводимым на базе рабочей оси вращения зубчатого колеса.
Метод двухпрофильного контроля и поэлементные комплексы позволяют оценить, главным образом, геометрическую точность зубчатого колеса, важную с позиций кинематических функций. Однако они не могут обеспечить всесторонней оценки качества работы зубчатой передачи с позиций долговечности, уровня шума. Этот пробел решается в условиях крупносерийного или массового производства за счет обкатки (притирки) и подбора пары колес по уровню шума или пятну контакта, так как не обеспечивается полная взаимозаменяемость.
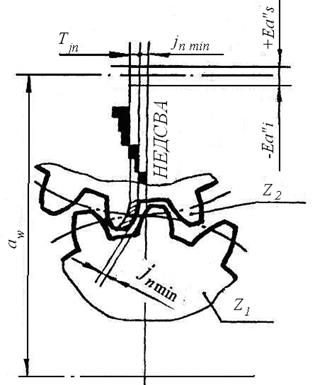
Для проверки гарантированного бокового зазора, определяющего вид сопряжения, широко применяется пять методов косвенного контроля размеров зубьев колеса (рис. 6.4). В таблицах стандартов отклонения и допуски, характеризующие толщину зуба, указаны при измерении их относительно оси колеса, которая выступает в качестве базы.
1. Контроль вида сопряжения (размеров зубьев) на межцентромере при двухпрофильном зацеплении контролируемого и измерительного колес дает наиболее полные результаты во всех возможных фазах зацепления (рис.6.4, а). При этом нормируются предельные отклонения измерительного межосевого расстояния: верхнее Ea " s и нижнее Ea " i в зависимости от вида зацепления. Этот метод контроля широко используется в условиях массового и крупносерийного производства зубчатых колес 7-й и более грубых степеней точности.
2. Исходному контуру (режущему инструменту) сообщается дополнительное радиальное смещение от номинального положения в тело зубчатого колеса, что приводит к уменьшению толщины зуба.
Стандартом регламентируется наименьшее дополнительное смещение исходного контура - EHs (или +EHi для колес с внутренним зацеплением) и величина допуска на смещение исходного контура TH..
Контроль может выполняться на базе оси колеса универсальным зубоизмерительным прибором для мелкомодульных и среднемодульных колес с диаметром до 300 мм.
На результатах контроля на базе окружности выступов тангенциальным зубомером сказываются отклонения диаметра и несоосность его относительно рабочей оси колеса. Требуется вводить производственный допуск на E Hs и TH с учетом принятых допусков на da (см. табл.6.14).
Производственный допуск рассчитывается по следующим формулам:
E Hs пр = |E H s | + 0, 35 Fda ; T H пр = T H - 0, 7 Fda -0, 5 Tda .
3. Контроль бокового зазора методом контроля толщины зуба по хорде оценивается как весьма грубый, поскольку выполняется на базе окружности выступов колеса, а не от оси колеса. Измерение производится кромками зубомера, а результаты зависят от того, какая хорда выбрана для измерения. Для контроля вводится производственный допуск. Нормируется наименьшее отклонение толщины зуба Ecs и допуск на толщину зуба Tc [4, 12].
Производственные отклонения и допуск можно определить по следующим формулам при α = 20о:
Ecs =0, 73 E Hs пр; Tc пр = 0, 73 T H пр.
4. Контроль через измерение длины общей нормали осуществляется нормалемерами. Положительным моментом при этом является отсутствие требований к окружности выступов зубчатого колеса. Но при этом измерение длины общей нормали производится независимо от оси колеса, следовательно, не учитывается влияние радиального биения зубчатого колеса на величину бокового зазора. Кроме того, колебание длины общей нормали не сказывается на величине смещения исходного контура и бокового зазора. Поэтому оценка колеса в отношении размера зубьев должна производиться по средней длине общей нормали, а не по наибольшей или наименьшей.
Номинальная длина общей нормали W характеризует размеры зубьев, входящих в зацепление без бокового зазора.
Средняя длина общей нормали Wmr более точно характеризует размеры зубьев колеса и величину бокового зазора, который зависит непосредственно от радиального биения зубчатого венца.
Отклонения длины общей нормали W r от номинального значения непосредственно определяют боковой зазор, который равен сумме отклонений сопрягаемых колес.
Для колеса с внешними зубьями нормируется наименьшее (верхнее) отклонение средней длины общей нормали, равное сумме двух слагаемых (табл. 6.10 и табл. 6.11) EWms = - ( E ′ Wms + E ′ ′ Wms ). Величина первого слагаемого зависит от делительного диаметра d и вида сопряжения, а второе слагаемое учитывает погрешность от радиального биения. Нижнее отклонение с учетом допуска  (табл. 6.11) равняется EWmi = − (│ EWms│ + TWm ).
(табл. 6.11) равняется EWmi = − (│ EWms│ + TWm ).
Для колес с внутренними зубьями значение нижнего отклонения Ewi в стандарте указывается как исходное, а верхнее EWs получается суммированием со значением допуска TW. Таким образом, для колес с внешними зубьями все отклонения задаются со знаком минус « − », а для колес с внутренними зубьями со знаком плюс « + ».
5. Контроль мелкомодульных зубчатых колес осуществляется через измерение размера поверх роликов M с высокой точностью, что является положительным качеством этого метода (рис.6.4, д). Недостатком является то, что измерения производятся независимо от оси колеса, вследствие чего исключается влияние радиального биения зубчатого венца. Для данного метода контроля также рассчитывается производственный допуск. Нормируются наименьшее отклонение размера EMs по роликам и допуск TM на размер по роликам.
Для контроля передачи с нерегулируемым расположением осей нормируются предельные отклонения межосевого расстояния ± fa (табл. 6.4), а с регулируемым расположением осей – минимальный боковой зазор jnmin (табл. 6.4) и допуск бокового зазора Tjn (определяется видом сопряжения).
В стандартах и справочной литературе приводятся рекомендуемые контрольные комплексы, которые наиболее полно заменяют комплексные показатели.
Рекомендации по выбору контрольных комплексов даны в табл. 6.12. Области применения и базирование универсальных зубоизмерительных приборов указаны в табл. 6.13.
Первый комплекс рекомендуется применять для оценки точности зубчатых колес, работающих в прецизионных парах (измерительные, делительные, отсчетные механизмы) при наличии на фирме прибора для однопрофильного контроля.
Таблица 6.10
Нормы бокового зазора (показатели EHs; EWs; E ' Wms - первое слагаемое)
| Вид сопряжения | Степень точности по нормам плавности | Обозначение показателя | Диаметр делительной окружности, мм | ||||||
| До 80 | 80- 125 | 125- 180 | 180- 250 | 250- 315 | 315- 400 | 400- 500 | |||
| Допуски в мкм | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| H | 3-6 | EHs | 12 | 14 | 16 | 18 | 20 | 22 | 25 |
| EWs; E'Wms | 8, 0 | 10 | 11 | 12 | 14 | 16 | 18 | ||
| 7 | EHs | 14 | 16 | 18 | 20 | 22 | 25 | 28 | |
| EWs; E'Wms | 10 | 10 | 12 | 14 | 16 | 18 | 20 | ||
| E | 3-6 | EHs | 30 | 35 | 40 | 46 | 52 | 57 | 63 |
| EWs; E'Wms | 20 | 24 | 28 | 30 | 35 | 40 | 45 | ||
| 7 | EHs | 35 | 40 | 45 | 50 | 55 | 60 | 70 | |
| EWs; E'Wms | 25 | 30 | 30 | 35 | 40 | 45 | 50 | ||
| D | 3-6 | EHs | 46 | 54 | 63 | 72 | 81 | 89 | 97 |
| EWs; E'Wms | 30 | 35 | 40 | 50 | 55 | 60 | 70 | ||
| 7 | EHs | 50 | 60 | 70 | 80 | 90 | 100 | 110 | |
| EWs; E'Wms | 35 | 40 | 50 | 55 | 60 | 70 | 70 | ||
| 8 | EWs; E'Wms | 40 | 50 | 50 | 60 | 70 | 70 | 80 | |
| EHs | 55 | 70 | 80 | 90 | 100 | 110 | 120 | ||
| C | 3-6 | EHs | 73 | 87 | 100 | 115 | 130 | 140 | 155 |
| EWs; E'Wms | 50 | 60 | 70 | 80 | 90 | 100 | 110 | ||
| 7 | EHs | 80 | 100 | 110 | 120 | 140 | 160 | 180 | |
| EWs; E'Wms | 55 | 70 | 70 | 80 | 100 | 110 | 120 | ||
| 8 | EHs | 90 | 110 | 120 | 140 | 160 | 180 | 200 | |
| EWs; E'Wms | 60 | 80 | 80 | 100 | 110 | 120 | 140 | ||
| 9 | EHs | 100 | 120 | 140 | 160 | 180 | 200 | 250 | |
| EWs; E'Wms | 70 | 80 | 100 | 110 | 120 | 140 | 140 | ||
Окончание табл. 6.10
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| B | 3-6 | EHs | 120 | 140 | 160 | 185 | 210 | 230 | 250 |
| EWs; E'Wms | 80 | 100 | 110 | 120 | 140 | 160 | 180 | ||
| 7 | EHs | 140 | 160 | 180 | 200 | 250 | 280 | 300 | |
| EWs; E'Wms | 100 | 110 | 120 | 140 | 180 | 180 | 200 | ||
| 8 | EHs | 140 | 160 | 200 | 220 | 250 | 280 | 300 | |
| EWs; E'Wms | 100 | 110 | 140 | 140 | 180 | 200 | 200 | ||
| 9 | EHs | 160 | 180 | 200 | 250 | 280 | 300 | 350 | |
| EWs; E'Wms | 110 | 120 | 140 | 160 | 200 | 200 | 250 | ||
| 10 | EHs | 160 | 200 | 220 | 250 | 300 | 350 | 350 | |
| EWs; E'Wms | 110 | 140 | 160 | 180 | 200 | 250 | 250 | ||
| A | 3-6 | EHs | 190 | 220 | 250 | 290 | 320 | 360 | 400 |
| EWs; E'Wms | 120 | 140 | 180 | 200 | 220 | 250 | 280 | ||
| 7 | EHs | 200 | 250 | 280 | 300 | 350 | 400 | 450 | |
| EWs; E'Wms | 140 | 180 | 200 | 200 | 250 | 280 | 300 | ||
| 8 | EHs | 220 | 280 | 300 | 350 | 400 | 450 | 500 | |
| EWs; E'Wms | 160 | 200 | 200 | 250 | 280 | 300 | 350 | ||
| 9 | EHs | 250 | 280 | 350 | 400 | 400 | 500 | 500 | |
| EWs; E'Wms | 180 | 200 | 250 | 280 | 280 | 350 | 350 | ||
| 10 | EHs | 280 | 300 | 350 | 400 | 450 | 500 | 600 | |
| EWs; E'Wms | 200 | 200 | 250 | 280 | 300 | 350 | 400 |
Примечания: 1. Для зубчатых колес с внешним зацеплением все показатели
(E H s; E W s; E ' W ms ) задаются со знаком минус.
2. Для зубчатых колес с внутренними зубьями – со знаком плюс.
|
Т а б л и ц а 6.11 ТРЕБОВАНИЯ К РАБОЧИМ ЧЕРТЕЖАМ ЗУБЧАТЫХ КОЛЕС
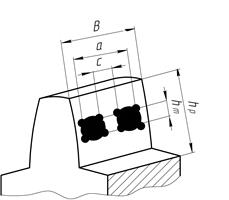
Чертежи зубчатых колес выполняются в соответствии с требованиями стандартов ЕСКД, для цилиндрических зубчатых колес – по ГОСТ 2.403. В правом верхнем углу поля чертежа на расстоянии 20 мм от верхнего поля помещается таблица параметров зубчатого венца. Размеры таблицы: общая ширина – 110 мм, правый крайний столбец шириной 35 мм, средний столбец – 10 мм, минимальная высота строки – 7 мм. Таблица состоит из трех частей (отделенных друг от друга сплошными основными линиями). В первой части указываются основные данные: m; Z; β ; направление линии зуба, исходный контур, коэффициент смещения χ; степень точности. Во второй части – размеры и отклонения для контроля зубьев по одному из следующих вариантов: W – длина общей нормали с отклонениями средней длины общей нормали; Sc – толщина по постоянной хорде и высоте до нее hc; M – торцовый размер по роликам и диаметр ролика для m < 1. Для коррегированных колес указываются контролируемые показатели по всем нормам точности и допуски на них. В третьей части – справочные данные: делительный диаметр – d; обозначение сопряженного зубчатого колеса ( его число зубьев). На чертеже колеса указываются требования к точности на элементы заготовок под операции зубонарезания, так как погрешности этих элементов влияют на точность обработки зубчатого венца. Требования к элементам зубчатого колеса (заготовки, поступающей после токарной обработки на операцию зубонарезание) регламентируются отраслевыми стандартами, согласно рекомендации ИСО DR 1328 (табл.6.14) и в справочной литературе [4, 6, 12]. Все допускаемые отклонения задаются в тело заготовки. Отверстие зубчатого колеса D является основной эксплуатационной (установка на вал), технологической (установка на оправку при зубонарезании) и измерительной базой (на межцентромере; эвольвентомере и других приборах). Допуск на базовое отверстие TD выбирается в зависимости от степени точности по нормам плавности. У валковых колес опорные шейки вала с допуском Td выполняют функции основной эксплуатационной, технологической и измерительной базы. Диаметр вершин зубьев da (наружный цилиндр заготовки) в качестве базы может использоваться в нескольких вариантах. Во всех вариантах требуются ограничения по полю допуска Tda и по радиальному биению диаметра вершин зубьев Fda.
Таблица 6.12
ПРИМЕР ОФОРМЛЕНИЯ РАБОЧЕГО ЧЕРТЕЖА ЗУБЧАТОГО КОЛЕСА
Расчет параметров зубчатого колеса выполнен для следующих исходных данных: m=3, 5; Z=24; исходный контур по ГОСТ 13755; x=0; окружная скорость V=15м/c; a=147 мм, зубчатая передача коробки скоростей специального станка, рабочая поверхность зубьев закаленная и может испытывать нагрев до +60о С, корпус коробки чугунный и нагревается до + 35о С. Определяются основные геометрические параметры зубчатого колеса: d = mZ=84мм; da = m ( Z+2)=91мм; В=10m=35мм. Таблица 6.14 Требования к точности заготовок цилиндрических зубчатых колес (по рекомендации ИСО DR 1328)
Примечания: 1. F r – допуск на радиальное биение зубчатого венца (см. табл 6.6). 2. T н – допуск на смещение исходного контура (см. табл. 6.11). 3. Fβ – допуск на направление зуба (см. табл. 6.9). 4. Расчетные значения Td a округлять до ближайших значений по ГОСТ 25346 (см. табл. 1.1). 5. Расчетные значения Fd a и F Т округлять до ближайших значений по табл. 2.9 и табл. 2.10 соответственно. 6. Расчетный диаметр dб=3dа/4 соответствует диаметру, на котором производится измерение торцового биения, если имеется ступица, то учитывать ее диаметр.
Рассчитывается число зубьев, охватываемое длиной общей нормали: Zw=0, 111 Z + 0, 5 = 0, 111· 24 + 0, 5 = 3, 164 и округляется полученное значение до целого числа Zw =3, 0. Рассчитывается номинальное значение длины общей нормали: W = 3, 5 [ 1, 476 (2*3 – 1) + 0, 014*24] = 27, 006. На чертеже зубчатого колеса в таблице параметров номинальное значение длины общей нормали указывается с точностью до тысячных долей миллиметров. Проверку выполняем по данным табл. 6.1: W=3, 5·7, 716 =27, 006 мм; Zw=3. Выбор степени точности производим по алгоритму методических указаний [9]. Передача задана как скоростная, поэтому основное требование – плавность работы. Принимаем по табл. 6.3 степень точности по нормам плавности – 6-ю, по нормам контакта также 6-ю, а по нормам кинематической точности 7-ю. Вид сопряжения определим по минимальному гарантированному боковому зазору с учетом температурного режима: j n min = j n1 + j n2, j n1= 0, 02× m = 0, 02× 3, 5 = 0, 070 мм, j n2 = 0, 684 *147 [12 *10-6 (60 -20) – 10, 5* 10-6 (35-20)]= 0, 040 мм, j n min = 0, 110 мм. Для заданного межосевого расстояния по табл.6.4 находим вид сопряжения – С, с видом допуска с, который обеспечивает боковой зазор j nmin=100 мкм. Обозначение степени точности получается следующее: 7-6-6-С ГОСТ 1643. Определим верхнее и нижнее отклонения для средней длины общей нормали. Верхнее отклонение EWms= E′ Wms + E" Wms. По табл. 6.10 и табл.6.11 для вида сопряжения С, 6-й степени точности, d=84 мм при F r=36 мкм (табл. 6.6) определяются значения І и ІІ слагаемых: E′ Wms = 60 мкм; E" Wms = 9 мкм. Тогда EWms = 60+9 =69 мкм. По табл. 6.11 допуск на длину общей нормали Т Wm=50 мкм. Нижнее отклонение средней длины общей нормали EWmi=ê EWmsú +TWm=69+50= 119 мкм. Оба отклонения для колеса с внешними зубьями должны быть заданы " в тело", т.е. с минусом. Таким образом, в таблице чертежа должно быть проставлен исполнительный размер длины общей нормали W m = 27, 006 Определим требования к базовым поверхностям зубчатого колеса по табл. 6.14. Базовое отверстие должно быть выполнено по 6-му квалитету, так как приняты нормы плавности по 6-ой степени: Æ 30H6(+0, 016). Принимаем, что диаметр вершин зубьев используется как измерительная база для выверки положения заготовки на зубообрабатывающем станке, а также для контроля толщины и шага у зубчатого колеса. Точность его оцениваем по 1-му варианту, следовательно, Т da выполняется по 8-му квалитету: Æ 91h8. Допуск на радиальное биение Fdа=0, 16d+10=0, 16× 84+10=23, 44 мкм. Принимаем Fdа =25 мкм по табл. 2.9 (см. гл.2). Торцовое биение базового торца на диаметре ступицы 60 мм находим расчетом, определив F b=9 мкм (по табл. 6.9): FТ = (0, 5 F b dб)/ B = (0, 5× 9× 60)/35 = 8, 4 мкм. По табл. 2.10 (гл. 2) принимаем FT = 10 мкм. Все расчетные параметры указываем на чертеже зубчатого колеса (рис. 6.5). Рассмотрим два варианта выбора контрольных комплексов. Так как плавность работы и контакт зубьев заданы по 6-й степени, в качестве первого варианта выбираем 1-й комплекс, учитывая наличие на фирме приборов для однопрофильного контроля. Для контроля кинематической точности зубчатого колеса принимаем F ¢ i, а для передачи - F ¢ io. Числовые значения F ¢ i в стандарте отсутствуют и определяются как сумма F ¢ i = Fp + ff. Для первого колеса для 7-й степени кинематической точности при d=84 определить по табл. 6.5 Fp1= 45, по табл. 6.7: ff1 = 8; F ¢ i1 = 45 + 8 =53. Для второго колеса определим диаметр d2 = 2a – d1 = 2× 147 – 84 = 210, тогда Fp2=90; ff2 = 9; F ¢ i2=90+9 = 99. Погрешность передачи равна сумме кинематических погрешностей сопрягаемых колес F ¢ io = F ¢ i1 + F ¢ i2. Погрешность передачи F ¢ io = 53 + 99 = 152 мкм. По нормам плавности принимаем f ¢ io для передачи и f ¢ i для зубчатого колеса. Контроль этих параметров, как и предыдущих, выполняется на приборе для однопрофильного контроля. Допуски по принятым показателям (табл. 6.7): f ¢ i =18 мкм; f ¢ io =1, 25× f ¢ i = 1, 25× 18 = 22, 5 мкм. Профиль эвольвенты шлифуется по указанию табл. 6.3, поэтому как технологический показатель принимается ff =8 мкм по табл. 6.7. По нормам контакта зубьев для 6 степени принимаем Fb для колеса (прибор ходомер), а для передачи (см. табл. 6.9) fx и fy; F b = fx = 9 мкм; fy = 4, 5 мкм при ширине зубчатого венца В = 10m = 35 мм. Контроль контакта зубьев также может быть выполнен по суммарному пятну контакта, которое составит для 6-й степени точности 50% по высоте зубьев и 70% по ширине зубьев (табл. 6.9). Нормы бокового зазора косвенно оцениваются по предельным отклонениям межосевого расстояния в передаче fa = ±50 мкм (см. табл. 6.4). У зубчатого колеса толщина зуба оценивается тангенциальным зубомером по величине смещения исходного контура: Ен s =87 мкм по табл.6.10 для вида сопряжения С, степени точности 6, при делительном диаметре 84 мм. Допуск на смещение исходного контура Тн =100 мкм при виде сопряжения С и Fr =36 мкм (табл. 6.6). Рассчитывается производственный допуск, так как необходимо учесть погрешности диаметра выступов: E Hs пр = |E H s | + 0, 35 Fda = 87 + 0, 35 *25 = 96 мкм, T H пр = T H - 0, 7 Fda -0, 5 Tda =100 – 0, 7* 25 -0, 5* 54 = 56 мкм. Выбранный контрольный комплекс, значения допусков и используемые приборы даны в табл. 6.15.
В качестве второго варианта выбираем третий комплекс, учитывая, что на фирме нет прибора для однопрофильного контроля, а производство станков серийное. Показатели кинематической точности: F " i и FVw, для оценки плавности работы: f " i и ff, так как 6-я степень требует шлифования эвольвенты; контакт зубьев оценивается по суммарному пятну контакта и fx = Fβ = 9 мкм; fy =0, 5 Fβ =4, 5 мкм; боковой зазор оценивается косвенно по отклонению средней длины общей нормали. По табл. 6.13 назначаются измерительные приборы для контроля выбранных показателей: межцентромер и нормалемер. Весь набор показателей (кроме FVw) контролируется на одном приборе, а измерительная база, которой является ось колеса, совпадает с технологической. Затем определяются численные значения всех показателей. При комбинировании норм кинематической точности и плавности из разных степеней точности допуск на колебание измерительного межосевого расстояния за оборот колеса находим по формуле: [F" i]комб.=[F" i – f" i]F +[f" i]f. По табл. 6.6 для 7-й степени точности F " i =50 мкм; по табл. 6.7 для 7-й степени точности f " i = 20 мкм, а для 6-й степени точности f " i = 14 мкм. Тогда [F " i]комб.= [50-20]+ 14 = 44 мкм. По табл. 6.6 определяется допуск на колебание длины общей нормали FVw = 22 мкм. Контроль по нормам плавности осуществляется по колебанию измерительного межосевого расстояния при повороте на один зуб. Допуск по этому показателю уже определен: f " i = 14 мкм. По нормам контакта зубьев по табл. 6.9 суммарное пятно контакта установлено: по высоте – 50%, по ширине – 70%. Для корпуса передачи fx = Fβ = 9 мкм; fy =0, 5 Fβ =4, 5 мкм. Косвенно боковой зазор оценивается по наименьшему отклонению средней длины общей нормали и допуску на нее, которые были рассчитаны раньше, как геометрические показатели. Для контроля бокового зазора у колеса с внешним зацеплением в выбранном комплексе стандартом предусматриваются предельные отклонения измерительного межосевого расстояния: верхнего E a ” s = + f " i = + 14 мкм и нижнего E a ” i=- TH = - 100 мкм (табл. 6.11). Для передач с нерегулируемым расположением осей по табл. 6.4 для вида сопряжения C и межосевого расстояния a = 147 мм определяются предельные отклонения межосевого расстояния ± fa = 0, 5, а также jnmin = 100 мкм. Непосредственный контроль зубчатых колес и передач по всем показателям установленного комплекса не является обязательным, если изготовитель гарантирует выполнение соответствующих требований принятой у него системой контроля точности производства. Выбранный контрольный комплекс, значения допусков и используемые приборы даны в табл. 6.16.
Рис.6.5. Пример рабочего чертежа зубчатого колеса Таблица 6.15
Первый вариант контрольного комплекса для зубчатой передачи степени точности 7-6-6-С ГОСТ 1643
Таблица 6.16
Второй вариант контрольного комплекса для зубчатого колеса степени точности 7-6-6-С ГОСТ 1643
РАСЧЕТ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
Зубчатые передачи находят широкое применение в различных видах машин и механизмов, исполняя роль передаточного механизма. Они определяют качество, надежность, работоспособность и долговечность машин, станков, приборов и других изделий [1, 4, 6, 7]. Расчет геометрических параметров зубчатых передач необходим с конструкторской точки зрения, так как определяет основные размеры и габариты передачи, а также с технологических позиций, так как влияет на выбор оборудования и методов обработки Наиболее широко применяются эвольвентные цилиндрические зубчатые передачи внешнего и внутреннего зацепления с исходным контуром, профилирующим режущий инструмент по ГОСТ 13755. Исходный контур выполняется в виде прямозубой рейки с углом a = 20°. Прямозубые колеса имеют направление зуба вдоль оси колеса. У косозубых колес зуб направлен под углом b к оси колеса. Основным геометрическим параметром, определяющим все элементы передачи, является модуль - m, который выбирается в зависимости от передаваемой нагрузки из нормального ряда модулей по ГОСТ 9563. Модуль - это число, показывающее, сколько миллиметров диаметра делительной окружности приходится на один зуб зубчатого колеса. Зубчатые колеса с модулем от 0, 05 мм до 1 мм принято называть мелкомодульными; от 1 до 10 мм – среднемодульными и свыше 10 мм − крупномодульными. Основное применение находит первый ряд модулей: 0, 5; 0, 6; 0, 8; 1; 1, 25; 1, 5; 2; 2, 5; 3; 4; 5; 6; 8; 10; 12; 16. Второй ряд применяется ограниченно: 0, 55; 0, 7; 0, 9; 1, 125; 1, 375; 1, 75; 2, 25; 2, 75; 3, 5; 4, 5; 5; 7; 9; 11; 14; 18. Мелкомодульные передачи (m < 1) используются при малых нагрузках (в приборостроении, при ручном приводе). Чем больше передаваемая нагрузка, тем больше должен быть модуль и ширина зубчатого венца - В. Рекомендуется принимать В = (3…15) m. Число зубьев колес принято обозначать буквой Z а в передаче для ведущего (шестерни) и ведомого колес - Z1 и Z2 соответственно. В зубчатой передаче число оборотов зависит от числа зубьев колеса. Передаточное число i = Межосевое расстояние (делительное) в передаче a = m(Z1+Z2)/2. К основным параметрам зубчатого колеса относятся: - диаметр делительной окружности - d = mZ; - диаметр окружности выступов - da = d + 2m = m(Z + 2); - диаметр окружности впадин - df = d - 2, 5m = m(Z- 2, 5); - окружной шаг (шаг по делительной окружности) p t=360/z=p m; - диаметр основной окружности - db = dcosa = m z cosa - шаг зацепления или основной шаг (шаг по основной окружности): p α = p b = p t cos a = p m cos a; - высота головки зуба h a= m; - высота ножки hf = 1, 25 m; - толщина зуба по делительной окружности S = pt /2 = π m/2 на высоте головки зуба ha; - толщина зуба по постоянной хорде Sc =1, 387 m, измеренная на высоте hc =0, 7476 m от вершины зуба. Этот показатель не зависит от числа зубьев колеса, а зависит только от модуля; - размер по роликам – М (для определения значения окружной толщины зуба или величины смещения исходного контура для мелкомодульных колес); - длина общей нормали W или средняя длина общей нормали W m . Длина общей нормали - это расстояние между двумя параллельными плоскостями, касательными к двум разноименным, активным боковым поверхностям зубьев колеса. Номинальное значение длины общей нормали определяется по формуле: W= pt (Z w− 1) + S, где Zw = 0, 111 z + 0, 5 или Zw = z/9+1 – число охватываемых при измерении зубьев, которое необходимо округлять до ближайшего целого числа (см. табл. 6.1). Для колес с углом зацепления a=20° формула принимает вид: W= m [1, 476 (2Z w - 1) +0, 014 Z]. Длина общей нормали прямо пропорциональна модулю, поэтому в таблицах справочников [7] указывается значение длины общей нормали для m=1 (см. табл. 6.1). При изменении модуля табличное значение необходимо умножить на величину модуля. Средняя длина общей нормали определяется по результатам измерения всех длин у колеса от зуба к зубу, как среднее арифметическое значение:
Ввиду погрешностей обработки, у одного зубчатого колеса длина общей нормали изменяется от зуба к зубу. Для размещения смазки и исключения заклинивания требуется увеличивать или уменьшать толщину зуба. Теоретическое зацепление считается двухпрофильным, когда контакт идет по обеим сторонам зуба. Реальная передача имеет однопрофильное зацепление, т.е. по рабочим профилям - контакт, а по нерабочим - зазор. Таблица 6.1 Геометрические параметры зубчатого колеса при m = 1, a = 200С
Величина бокового зазора зависит от условий эксплуатации: температуры, смазки, нагрузки, условий загрязнения и других требований (см. п. 6.3). У зубчатого колеса различают окружной шаг по делительной окружности: pt =360/Z=p m, и шаг зацепления или основной шаг (шаг по основной окружности): pb = pt cos a=p m cos a.

Рис.6.1. Схема измерения шаговых параметров зубчатого колеса:
Контроль окружного шага может быть выполнен накладным шагомером или универсальным зубоизмерительным прибором. Базирующие наконечники опираются на наружный (или внутренний) диаметр (рис. 6.1, а). Широко используется метод измерения от «первого шага», принятого за номинальное значение с определением отклонений от него. Измерив по всей окружности Z раз, можно построить график и определить накопленную погрешность окружного шага. Шаг зацепления (основной шаг) контролируется в плоскости, касательной к основному цилиндру (рис. 6.1, б). Настройка прибора производиться на ноль по блоку кольцевых мер длины, равному номинальному значению шага зацепления. Метод измерения относительный, так как прибор показывает погрешность шага зацепления:
Δ р b = р br – р b ном.
6.2. ЭКСПЛУАТАЦИОННЫЕ ТРЕБОВАНИЯ
По условиям работы зубчатые передачи [1, 2, 4] делятся на следующие эксплуатационные группы: - отсчетные (кинематические); - скоростные (окружная скорость до 120 м/с); - силовые; - передачи общего назначения. Основное требование к отсчетным передачам - высокая кинематическая точность (согласованность в углах поворота). Применяются они в точных кинематических цепях (измерительные приборы, делительные механизмы станков), имеют малый модуль и небольшую длину зуба и работают при малых окружных скоростях до 6 м/с. Для скоростных передач основное требование - плавность работы, т.е. бесшумность и отсутствие вибраций. Для них важна также полнота контакта по рабочим профилям зуба. Это зубчатые передачи средних размеров, они входят в состав редукторов турбин, двигателей, коробок перемены передачи автомобилей, коробок скоростей станков и других быстроходных механизмов. Силовые передачи требуют полноты контакта (рис. 6.2), особенно по длине зуба. Это колеса с крупным модулем, большой длиной зуба (B > 10m). Такие передачи работают в грузоподъемных, землеройных, строительных и дорожных машинах, в конвейерах, эскалаторах, механических вальцах и т.д.
Рис. 6.2. Пятно контакта
Величину пятна контакта оценивают относительными размерами в процентах: - по длине зуба: где a – общая длина контакта; с– сумма длин пробелов в пятне (если с> m); В – ширина зубчатого венца; - по высоте зуба: где h m - средняя высота пятна контакта; h p - рабочая высота зуба, равная 2m. Пятно контакта оценивается в собранной передаче, после работы под нагрузкой. Мгновенное пятно контакта составляет около 75% от суммарного пятна контакта и оценивается “по краске” после одного оборота. Передачи общего назначения наиболее распространены в машиностроении. Они работают при окружных скоростях до 10 м/с и незначительных нагрузках. Для них не устанавливаются повышенные требования ни по одному из трех рассмотренных требований.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-19; Просмотров: 89; Нарушение авторского права страницы
 Нормы точности
Нормы точности

 .
.

 =
=  , где n1 и n2- число оборотов в минуту ведущего и ведомого колеса.
, где n1 и n2- число оборотов в минуту ведущего и ведомого колеса. .
.
 ,
,  ,
,