
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Выбор посадок для сопряжений узла и их расчёт
В соответствии с заданием на курсовую работу необходимо назначить посадки для десяти сопряжений сборочной единицы.
Таблица 1 – Выбранные посадки
Расшифровка буквенных обозначений посадок, расчет предельных размеров, зазоров или натягов, построение полей допусков для десяти выбранных сопряжений оформляются в виде таблицы 2. Таблица 2 – Расчет выбранных посадок
Выбор средств измерений деталей
Выбор измерительных средств осуществляется с учётом допустимой погрешности измерений, а также погрешности измерительных средств. Значение допустимой погрешности измерения δ изм зависит от величины допуска на изготовление изделия IT, который, в свою очередь связан с номинальным размером и квалитетом. Для размеров от 1 до 500 ГОСТ 8051-81 устанавливает 15 рядов наибольших допустимых погрешностей измерения в зависимости от величины допуска. При выборе средств и методов измерения необходимо подобрать такое средство (инструмент, прибор), предельная погрешность которого была бы ближе к допустимой погрешности измерения размера (δ изм) и не превышала бы эту величину. Для выбранного средства измерения по справочным данным [5] следует установить его основные характеристики: пределы измерения, цену деления. Результаты выбора измерительных средств оформляются в виде таблицы 3.
Расчет рабочих и контрольных калибров
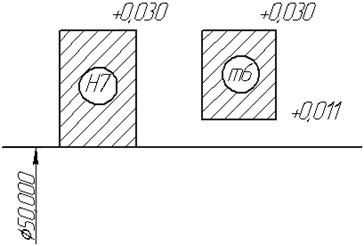
5.1 Выбираем сопряжение: корпус – вал Æ
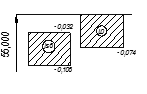
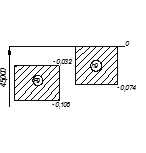
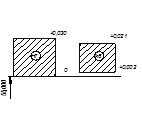
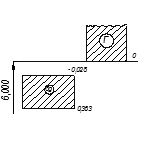
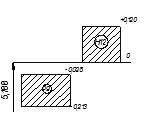
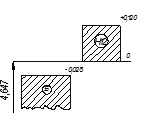
Стоим поля допусков для данного сопряжения
Рис.1 - Схема полей допуска сопряжения.
5.2 Размечаем нулевые линии для построения полей допусков калибров:
- Калибр – пробка (для контроля отверстий):
Проходная сторона (наименьшее отверстие):
Dmin=Dн+EI (5.1) Dmin=Dн+EI=50+0=50 [мм]
Непроходная сторона (наибольшее отверстие):
Dmax=Dн+ES (5.2) Dmax=Dн+ES=50+0, 030=50, 03 [мм]
- Калибр – скоба (для контроля вала):
Проходная сторона (наименьший вал):
dmin=dн+ei (5.3) dmin=dн+ei=50+0, 011=50, 011 [мм]
Непроходная сторона (наибольший вал):
dmax=dн+es (5.4) dmax=dн+es=50+0, 03=50, 03 [мм]
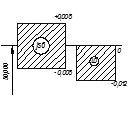
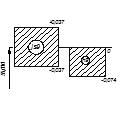
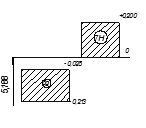
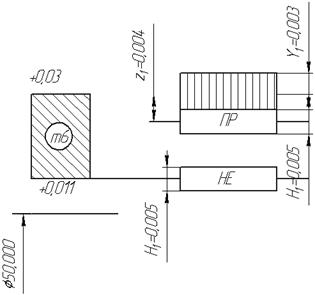
Рисунок 2 – Схема расположения поля допуска отверстия и полей допусков калибров
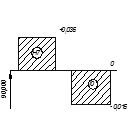
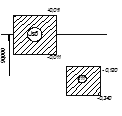
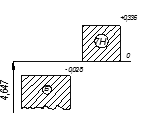
Рисунок 3 – Схема расположения поля допуска вала и полей допусков калибров
5.3 По таблицам допусков на калибры (ГОСТ 24853-81) берем отклонения:
- Для пробок Z=4 мкм, Y=3 мкм, H=Hs=5, 0 мкм - Для скоб Z=4 мкм, Y=3 мкм, H1=Hs=5, 0 мкм
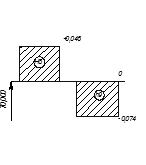
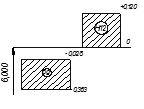
Поля допусков калибров строятся от соответствующих нулевых линий. Участок износа штрихуется вертикальными линиями.
5.4 Рассчитываем предельные размеры калибров, результаты оформляем в виде таблицы 4.
Для калибра пробок:
Для калибра скоб:
Таблица 4 – Предельные размеры калибров
5.5 Определяем исполнительные размеры калибров для простановки их на чертежах:
Пробки Р – ПР 50, 0065-0, 005 Р – НЕ 50, 0325-0, 005 Скобы Р – ПР 50, 0235+0, 005 Р – НЕ 50, 0085+0, 011 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2020-02-16; Просмотров: 97; Нарушение авторского права страницы


























 мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм мм
мм