|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Определение плоскости разъема штампа
Основная часть Выбор материала поковки
Пользуясь справочной литературой [2], [3] выбираем материал: Ст. 45 Сталь 45 ГОСТ 1050-88 Сталь конструкционная углеродистая качественная. Применяется для деталей типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Химический состав стали: углерод 0, 42-0, 5% кремний 0, 17-0, 37% марганец 0, 50-0, 80% никель до 0, 25% сера до 0, 04% фосфор до 0, 035% хром до 0, 25% медь до 0, 25% мышьяк до 0, 08%
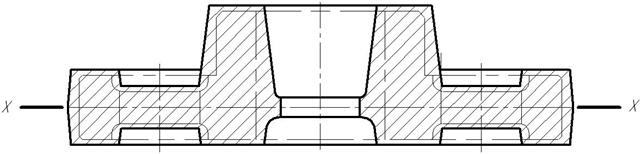
Определение плоскости разъема штампа Предварительно принимаем конфигурацию поверхности разъема штампа – П (плоская).
Рис. 1 Плоскость разъема штампа Расчетная масса поковки определяется исходя из ее номинальных размеров. Ориентировочную величину расчетной массы поковки (Мп.р) допускается вычислять по формуле: Мп.р=Мд*Кр, где Мп.р – расчетная масса поковки, кг; Мд – масса детали, кг; Кр – расчетный коэффициент, устанавливаемый в соответствии с ГОСТ 7505- 89 [4], приложение 3, табл.20. Расчет массы детали: Для того чтобы вычислить массу детали нам необходимо найти ее объем. Разделим деталь на зоны, как это представлено на рис. №2.
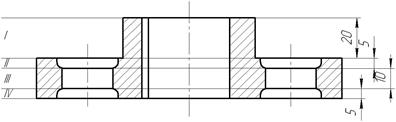
рис. 2 Разбиение детали на зоны по высоте
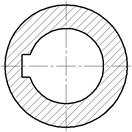
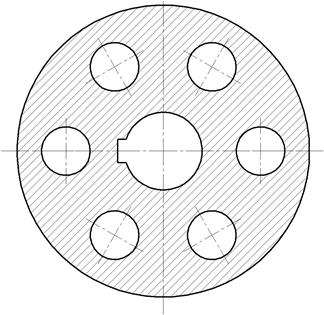
Зона I будет иметь в поперечном сечении форму представленную на рис. №3. Площадь оперечного сечения равна: Sпоп.сеч.=2021, 025 мм2, следовательно объем зоны I равен: VI = 2021, 025 ĥ 20 = 40420, 5 мм3
рис. 3 Площадь поперечного сечения зоны I.
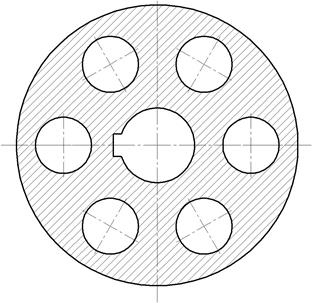
Зона II будет иметь в поперечном сечении форму, представленную на рис. №4. Площадь поперечного сечения будет: Sпоп.сеч.=12189, 183 мм2, следовательно объем зоны II равен: VII = 12189, 183 ĥ 5 = 60945, 915 мм3
Зона III будет иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.=13484, 4331 мм2, следовательно объем зоны III равен: VIII = 13484, 4331 ĥ 10 = 134844, 331 мм3
Зона IV будет также иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.= 12189, 183 мм2, следовательно объем зоны III равен: VIV = 12189, 183 ĥ 5 = 60945, 915 мм3
Общий объем детали будет равен: Vобщ. = VI+VII+VIII+VIV Vобщ. = 40420, 5+60945, 915+134844, 331+60945, 915= 297156, 661мм3 Тогда масса детали равна: m = 7826* 0, 000297156661=2, 236 кг. Расчетный коэффициент - 1, 5 Расчетная масса поковки (Мп.р) равна: Мп.р =2, 236*1, 5 = 3, 354 кг; Определение конструктивных характеристик поковки Класс точности.
Класс точности поковки устанавливается в зависимости от вида оборудования и технологии изготовления, а также от требований к точности размеров. Оборудование - КГШП (кривошипный горячештамповочный пресс). Его выбрали потому что, по сравнению со штамповкой на молотах, штамповка на КГШП имеет ряд преимуществ. Благодаря наличию выталкивателей в штампах КГШП штамповочные уклоны назначают примерно в два раза меньшими, чем на молотах. Постоянство хода ползуна, большая точность его движения в направляющих станин пресса, применение штампов с направляющими колонками обеспечивают изготовление поковок с меньшими, чем на молотах, припусками, допусками и расходом металла. Производительность пресса на 30 – 50 % выше. Расход энергии при штамповке значительно меньше. КПД пресса в 2 – 4 раза выше, чем у молотов. Условия труда на прессе значительно лучше и безопаснее. Использование КГШП целесообразно в крупносерийном и массовом производствах. По ГОСТ 7505-89 [4] приложение 1, таблица 19 определяем класс точности: оборудование - КГШП (кривошипный горячештамповочный пресс); технологический процесс – открытая (облойная) штамповка, следовательно, класс точности - Т4. Группа стали. Группа стали (М1, М2, М3) определяется для М1 по содержанию углерода и суммарной массовой доле легирующих элементов. Для групп М2, М3 – или по содержанию углерода, или по суммарной массовой доле легирующих элементов. По ГОСТ 7505-89 [14] таблица 1 выбираем – М2. Степень сложности поковки определяем путем вычисления отношения массы Gп поковки к массе Gф геометрической фигуры, в которую вписывается форма поковки. При определении размеров описывающей поковку геометрической фигуры допускается исходить из увеличения в 1, 05 раза габаритных линейных размеров детали, определяющих положение ее обработанных поверхностей. Геометрическая фигура, описывающая поковку – цилиндр. Объем геометрической фигуры равен 708951, 323 мм3 или это равно 0, 000708951 м3. Масса геометрической фигуры (Gф) равна 5, 548 кг Масса поковки (Gп) равна 3, 354 кг Следовательно, отношение Gп /Gф равно 1, 654, что соответствует по ГОСТ 7505-89 [4], приложение 2 степени сложности – C1. Размеры поковки. A. Диаметр 150, 26+(1, 7+0, 4+0, 4)*2=155, 26, принимаем 155, 26 мм; B. Диаметр 130-(1, 4+0, 4+0, 4)*2=125, 6, принимаем 125, 6 мм; C. Диаметр 100-(1, 4+0, 4+0, 4)*2=95, 6, принимаем 95, 6 мм; D. Диаметр 65+ (1, 4+0, 4+0, 4)*2=69, 4, принимаем 69, 4 мм; Е. Диаметр 40-(1, 7+0, 4+0, 4)*2=35, 0, принимаем 35, 0 мм; F. Высота 40+(1, 3+0, 4)*2=43, 4, принимаем 43, 4 мм; G. Высота 20+(1, 2+0, 4)*2=23, 2, принимаем 23, 2 мм; Н. Высота 10+(1, 2+0, 4)*2=13, 2, принимаем 13, 2 мм; I. Глубина 5-(1, 2+0, 4)=3, 4, принимаем 3, 4 мм; J. Глубина 5-(1, 2+0, 4)=3, 4, принимаем 3, 4 мм.
2.11.2. Допускаемые отклонения размеров. Допускаемые отклонения размеров определяем по ГОСТ 7505-89 [4] с учетом исходного индекса детали.
Основная часть Выбор материала поковки
Пользуясь справочной литературой [2], [3] выбираем материал: Ст. 45 Сталь 45 ГОСТ 1050-88 Сталь конструкционная углеродистая качественная. Применяется для деталей типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Химический состав стали: углерод 0, 42-0, 5% кремний 0, 17-0, 37% марганец 0, 50-0, 80% никель до 0, 25% сера до 0, 04% фосфор до 0, 035% хром до 0, 25% медь до 0, 25% мышьяк до 0, 08%
Определение плоскости разъема штампа Предварительно принимаем конфигурацию поверхности разъема штампа – П (плоская).
Рис. 1 Плоскость разъема штампа Расчетная масса поковки определяется исходя из ее номинальных размеров. Ориентировочную величину расчетной массы поковки (Мп.р) допускается вычислять по формуле: Мп.р=Мд*Кр, где Мп.р – расчетная масса поковки, кг; Мд – масса детали, кг; Кр – расчетный коэффициент, устанавливаемый в соответствии с ГОСТ 7505- 89 [4], приложение 3, табл.20. Расчет массы детали: Для того чтобы вычислить массу детали нам необходимо найти ее объем. Разделим деталь на зоны, как это представлено на рис. №2.
рис. 2 Разбиение детали на зоны по высоте
Зона I будет иметь в поперечном сечении форму представленную на рис. №3. Площадь оперечного сечения равна: Sпоп.сеч.=2021, 025 мм2, следовательно объем зоны I равен: VI = 2021, 025 ĥ 20 = 40420, 5 мм3
рис. 3 Площадь поперечного сечения зоны I.
Зона II будет иметь в поперечном сечении форму, представленную на рис. №4. Площадь поперечного сечения будет: Sпоп.сеч.=12189, 183 мм2, следовательно объем зоны II равен: VII = 12189, 183 ĥ 5 = 60945, 915 мм3
Зона III будет иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.=13484, 4331 мм2, следовательно объем зоны III равен: VIII = 13484, 4331 ĥ 10 = 134844, 331 мм3
Зона IV будет также иметь в поперечном сечении форму представленную на рис. №5. Площадь поперечного сечения будет: Sпоп.сеч.= 12189, 183 мм2, следовательно объем зоны III равен: VIV = 12189, 183 ĥ 5 = 60945, 915 мм3
Общий объем детали будет равен: Vобщ. = VI+VII+VIII+VIV Vобщ. = 40420, 5+60945, 915+134844, 331+60945, 915= 297156, 661мм3 Тогда масса детали равна: m = 7826* 0, 000297156661=2, 236 кг. Расчетный коэффициент - 1, 5 Расчетная масса поковки (Мп.р) равна: Мп.р =2, 236*1, 5 = 3, 354 кг; |
Последнее изменение этой страницы: 2020-02-16; Просмотров: 182; Нарушение авторского права страницы