|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Организация основного производства
Компания производит широкий ассортимент мебели из ЛДСП, мебели на металлокаркасе и трансформируемой мебели (кровати раскладные). Предприятие оснащено высокопроизводительным качественным импортным оборудованием и укомплектовано высококлассными специалистами. Мебель сертифицирована и соответствует действующим ГОСТам РФ. Для изготовления мебели в производстве используется оборудование известных зарубежных фирм Италии и Германии. Вся продукция сертифицирована в соответствии с нормами РФ. Весь ассортимент можно разделить на две больших группы: модульные программы и складские программы.
Рисунок 2.1 – Ассортимент выпускаемой продукции
Складская программа мебели включает в себя многочисленный ассортимент, постоянно находящийся в производстве и, в основном, имеющийся на складах фабрики в наличии. Это большой ассортимент различных тумб, комодов, витрин, письменных, журнальных и обеденных столов, стульев, книжных шкафов и шкафов для гостиной, наборы мебели для прихожей. Эти изделия изготавливаются поточно, массово, в различной цветовой гамме. Для изготовления мебели в производстве используется оборудование известных зарубежных фирм Италии и Германии. Вся продукция сертифицирована в соответствии с нормами РФ. ООО «Рос-Мебель» осуществляет производство мебели, отличающейся надежностью, безопасностью, высоким качеством и стильным дизайном. Основное направление деятельности ООО «Рос-Мебель» - это изготовление кухонной мебели и её компонентов. Функциональность, надежность и комфорт - три основные составляющие кухонь фабрики. ООО «Рос-Мебель» осуществляет также производство мебели для офисов и гостиниц. За долгие годы работы специалисты фабрики накопили бесценный опыт, который сейчас помогает им изготавливать удобную и надежную мебель для работы и отдыха. При производстве мебели для офисов тщательно продумываются все нюансы: от назначения мебели (оперативная, для кабинета руководителя и т.д.) до направления деятельности компании (банковская мебель, мебель для медицинских учреждений и т.д.). В результате заказчик получает мебель, которая позволяет правильно организовать рабочее место и отлично выглядит перед деловыми партнерами. В технологическом процессе изготовления корпусной мебели ООО «Рос-Мебель» используются три вида режущего инструмента – это дисковые пилы, сверла и фреза. Дисковые пилы используются на форматно-раскроечном станке: основная и подрезная, которые отличаются друг от друга по размерам. Сверла используются в сверлильно-присадочном станке, а фреза в кромкооблицовочном станке. Учитывая специфику использования режущего инструмента, закупается инструмент в трех комплектах; пока один комплект используется в работе, второй комплект будет затачиваться, а третий будет находиться в резерве. Кроме того, в производственном процессе задействованы еще два вида вспомогательного оборудования. Это станок для заточки режущего инструмента, а также пылеулавливающий агрегат, который выполняет операцию по удалению продуктов резания из зоны обработки деревообрабатывающих станков. Использование пылеулавливающего агрегата обязательно. Различают данный вид оборудования по производительности, количеству воздуховодов и по цене. Как и на любом предприятии, весь производственный процесс разбит на отдельные этапы. I. На этом этапе происходит непосредственно заказ мебели, где дизайнер-конструктор и сам заказчик, работая вместе, создают эскиз будущей мебели. Здесь дизайнер-конструктор старается учесть все мелочи, все пожелания клиента и подогнать под возможности фирмы. II. По данным конструктора собирается вся необходимая фурнитура и материалы на данный заказ. Некоторые детали и комплектующие заказываются отдельно (в основном это фасадные дверки, столешницы и нестандартная фурнитура). Далее происходит непосредственное изготовление мебели. III. На данном этапе производится распил листов ламинированной ДСП. ЛДСП является основным материалом для изготовления корпусной мебели. Листы пилятся по специальным компьютерным картам раскроя, в которых все детали мебели расположены на листе ЛДСП с учетом минимальных остатков и удобства распила на станке. Самое трудное при распиле – это сделать так, чтобы торец детали, т.е. срез, был без поколов. Поэтому, большое внимание уделяется настройке станков, заточке инструмента, обучению рабочих и качеству материалов. Станки немецкой фирмы Altendorf, на которых работает фирма, являются одними из лучших на сегодняшний момент. IV. Следующий производственный процесс – это кромление. Кромить детали из ЛДСП необходимо по многим причинам. Это и для увеличения срока службы мебели и для того, чтобы скрыть срез, который отличается от декоративной поверхности плиты и т.д. Для кромления используется только пластиковая кромка PVC разной толщины, ширины и расцветки. И опять же данная операция производится на профессиональном станке фирмы HolzHer. V. После распила и кромления, детали из ЛДСП проходят операцию присадки. Присадка – это сверление отверстий различного диаметра и глубины для крепления необходимой фурнитуры. Это одна из самых точных операций, которая требует особого внимания и выполняется на специальном сверлильно-присадочном станке BlueMax немецкой фирмы Hettich. В производстве мебели используется высококачественная немецкая фурнитура Hettich – это различные стяжки, петли для дверок, кронштейны, выдвижные механизмы для ящиков и многое другое, чего обычно не видно, но без чего мебель не будет стоять и работать. VI. Далее идет сборка мебели. На напиленные, окрамленные и присаженные детали устанавливают фурнитуру, собирают корпуса, навешивают фасадные дверки, регулируют механизмы, проверяют работу и правильность сборки. После проверки корпуса упаковывают. VII. Заключительным этапом является непосредственно монтаж мебели у заказчика и сдача ее новым хозяевам. Затем готовая продукция проходит контроль качества в отделе технического контроля. Проверяются готовые изделия на предмет брака. Под руководством инспектора по ОТК качество проверяется органолептическим методом (по внешнему виду) – по цвету, по качеству декорирования, проверяется соответствие изделия образцу-эталону, а также лабораторным методом. Среди бракованных изделий чаще всего встречаются изделия, имеющие отклонения от установленных размеров, измененную форму, трещины, перекос, изделия, вздутия, неравномерную окраску, нечеткие и непрочные рисунки, неодинаковую толщину, поверхностные царапины, расслаивание. По мере выявления и накопления бракованных изделий они направляются на переработку во вторичное сырье. Комплектовщики-контролеры производит упаковку готовой продукции. При упаковке используется картон и полиэтилен. Технологический процесс производства шкафа-купе. Сборку мебели в цехе производя рабочие-сборщики. Рассмотрим процесс сборки корпусной мебели на примере шкафа-купе. В начале отметим, что проем шкафа-купе организуется таким образом, чтобы его высота была на 5 см больше высоты раздвижных дверей, а ширина проема должна предусматривать наличие захода одной двери за другую (в дальнейшем " перехлест" ). Минимальный перехлест должен составлять не менее 2 см. Если все двери зеркальные, необходимо особо отметить, что если перехлест превышает 3 см, то колеса двери стоящей спереди могут отражаться в зеркале стоящем сзади.
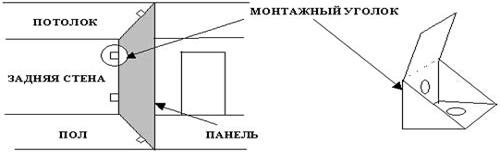
При сильном отклонении уровня от горизонтали и вертикали необходимо понять, как конструктивно будет произведено выравнивание.
Если необходимо выровнять боковую стену, то сначала производим выравнивание, а потом разметку для установки боковой панели. Отмеряем расстояние от стены до места где будет установлена боковая панель, учитывая все перехлесты между дверями. При установке 4-х дверей перехлест составит 4 см, поскольку в этом случае только в двух местах двери заходят друг за друга и в одном месте (в центре) - стыкуются.
Крепим боковую панель с помощью уголков, подгоняя ее по высоте и глубине. Для достижения жесткости конструкции необходимо установить уголки на полу и потолке.
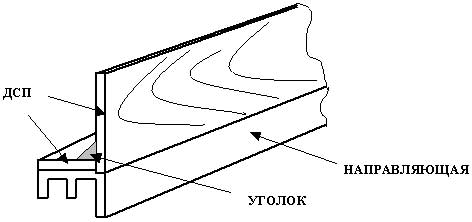
Сначала устанавливаем верхнюю направляющую, прикрепляя его непосредственно к потолку, либо к фальшпанели.
Нижняя направляющая устанавливается со смещением, относительно верхней, на 30 мм вглубь шкафа. Если направляющая устанавливается на ковролин, то желательно подложить под нее ДСП. Это обеспечит большую жесткость нижней направляющей, а также продлит срок службы дверных колесиков. После установки направляющих производим монтаж внутреннего устройства шкафа. При монтаже внутреннего устройства шкафа, необходимо, прежде всего, учитывать линию двери. Например, если планируется установка внутрь выдвижных ящиков, то надо четко представлять, позволит ли дверь, находящаяся в крайнем положении, выдвинуть ящики? Будет ли свободен доступ к вешалкам? Не будет ли в проектируемом шкафу " мертвых" зон, то есть труднодоступных мест? Так, при монтаже 3-х створчатого шкафа (см. рис. ниже) необходимо помнить, что шкаф может открываться лишь на одну треть, то есть шкаф удобнее разбить на три секции и заполнить их соответствующим внутренним устройством.
Двухстворчатый шкаф, если он длиннее 120 см, лучше внутри делить пополам. Так как вешало, устанавливаемое без промежуточных опор на такую длину, при вешании на него шуб или другой верхней одежды может не выдержать нагрузки и деформироваться. При расчете расстояния от потолка до антресольной полки необходимо откладывать его не от потолка, а от нижнего края верхней направляющей. Фальшпанель и верхняя направляющая (так как она имеет высоту) уменьшают доступ к внутреннему пространству над антресольной полкой. Расстояние от вешала до полки над ним должно составлять минимум 6 см, в противном случае затруднительно будет снимать с вешала плечики для одежды. Обувная полка должна располагаться на высоте не менее 25 см от пола. Расстояние между вешалками для коротких вещей обычно составляет не менее 90см, при этом расстояние от пола до вешала, делают больше для того, чтобы можно было использовать пол шкафа (поставить обувь, коробки и т.д.). При расчете расстояния под длинные вещи необходимо учитывать, что на обувную полку нужно дать еще как минимум 20см (под обувь), поэтому расстояние для верхней одежды должно быть не менее 150см, чтобы она не касалась обуви. При монтаже вешала минимальное расстояние от задней стены до вешала может составлять 21см. Дверь " заводится" сначала в верхнюю направляющую, под углом примерно 15 градусов, а затем в нижнюю.
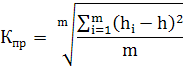
После этого дверь необходимо подкатить к боковой поверхности (стене или боковой панели) и отрегулировать ее (на нижних колесиках имеются регулировочные винты). Шкаф-купе смонтирован. Совокупность основных процессов образует основное производство. На предприятии ООО «Рос-Мебель» основное производство состоит из двух стадий: заготовительной, обрабатывающей. Стадией производственного процесса называется комплекс процессов и работ, выполнение которых характеризует завершение определенной части производственного процесса и связано с переходом предмета труда из одного качественного состояния в другое. К заготовительной стадии относятся процессы получения заготовок сырья. Обрабатывающая стадия включает процессы превращения заготовок в готовые продукцию. В целях рациональной организации производственного процесса на предприятии соблюдается принцип пропорционального производства. Принцип пропорциональности заключается в закономерном сочетании отдельных элементов производственного процесса, которое выражается в определенном количественном соотношении их друг с другом. Так, пропорциональность по производственной мощности предполагает равенство мощностей участков или коэффициентов загрузки оборудования. В этом случае пропускная способность заготовительных цехов соответствует потребности в заготовках производственных цехов. Отсюда вытекает требование иметь в каждом цехе оборудование, площади, рабочую силу в таком количестве, которое обеспечивало бы нормальную работу всех подразделений предприятия. Такое же соотношение пропускной способности должно существовать и между основным производством, с одной стороны, и вспомогательными и обслуживающими подразделениями — с другой. Нарушение принципа пропорциональности ведет к диспропорциям, появлению узких мест в производстве, вследствие чего ухудшается использование оборудования и рабочей силы, возрастает длительность производственного цикла, увеличиваются заделы. Пропорциональность в рабочей силе, площадях, оборудовании устанавливается уже при проектировании предприятия, а затем уточняется при разработке годовых производственных планов путем проведения так называемых объемных расчетов — при определении мощностей, численности работающих, потребности в материалах. Пропорции устанавливают на основе системы нормативов и норм, которые определяют количество взаимных связей между различными элементами производственного процесса. Принцип пропорциональности предполагает одновременное выполнение отдельных операций или частей производственного процесса. Он базируется на положении о том, что части расчлененного производственного процесса должны быть совмещены во времени и выполняться одновременно. Коэффициент пропорциональности определяется по формуле:
где m- количество операций в производственном процессе hi – пропускная способность i-ой операции h- запланированный ритм выпуска
Полученный коэффициент пропорциональности производства на ООО «Рос-Мебель» больше 1, следовательно в производстве есть на отдельных участках наблюдается неполное использование производственной мощности и узкие места. В частности на стадии пилки исходного сырья производственная мощность используется не полностью. Это происходит из-за наличия «узких мест» на стадии резки. Под «узким местом» понимается несоответствие мощности отдельных цехов, участков, групп оборудования минимальной мощности соответствующего подразделения, участка или группы оборудования. Для повышения пропорциональности производства необходимо проведение мероприятий по ликвидации «узких мест». Устранение узкого места осуществляется по плану организационно-технических мероприятий, который разрабатывается в двух направлениях, т. е. с учетом и без учета привлечения дополнительных капитальных вложений. Ко второму направлению относятся мероприятия по вводу неустановленного оборудования, увеличению сменности работы оборудования, привлечению дополнительной рабочей силы, расширению многостаночного обслуживания, сокращению внутрисменных простоев, перераспределению деталей на взаимозаменяемое оборудование с меньшим уровнем его использования. Под видом движения предметов труда в производственном процессе понимают способ передачи их с одной операции на другую. На ООО «Рос-Мебель» вид движения предметов труда параллельно-последовательный. Параллельно-последовательный вид движения изделий характеризуется тем, что процесс обработки изделия данной партии на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей на каждой предыдущей операции. Изделия передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев[1]. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл больше по сравнению с параллельным, но меньше, чем при последовательном движении предметов труда. При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций. Существует два вида сочетания смежных операций во времени. Если время выполнения последующей операции больше времени выполнения предыдущей операции, то можно применять параллельный вид движения деталей. Если время выполнения последующей операции меньше времени выполнения предыдущей, то приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней транспортной партии) на последующей операции. Вспомогательное производство представлено производственной лабораторией она, используя передовой отечественный и зарубежный опыт, должна[2]: 1) проводить исследования по разработке новой продукции; 2) разрабатывать продукцию нового состава, позволяющего повысить качество и снизить себестоимость продукции; 3) исследовать отдельные стадии технологического процесса производства продукции; 4) заниматься составлением экспертных заключений.
|
Последнее изменение этой страницы: 2020-02-17; Просмотров: 2807; Нарушение авторского права страницы