|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Режим работы и фонды времениСтр 1 из 11Следующая ⇒
ВВЕДЕНИЕ Развитие машиностроительного производства, ориентированного на повышение качества машиностроительной продукции, на широкое применение прогрессивных конструкционных и инструментальных материалов, на комплексную автоматизацию на основе применения станков с ЧПУ и САПР, требует подготовки квалифицированных специалистов, не только обладающих глубокими теоретическими знаниями, но и способных практически их использовать в своей производственной деятельности. Создание нового изделия в машиностроении – это сложная комплексная задача, решающаяся в содружестве создателей новой техники – проектировщиков, конструкторов, технологов и их взаимодействии на этапах разработки конструкции изделия. При этом именно от технолога во многом зависит качество и стоимость готового изделия, так как проектирование технологических процессов изготовления деталей машин и их сборки выполняют инженеры-технологи проходящие обучение на наиболее массовых специальностях «Технология машиностроения» и «Металлорежущие станки и инструменты». Итоговым результатом обучения является дипломный проект. В данном дипломном проекте представлены все основные этапы технологического проектирования в машиностроительном производстве, связанного со сборкой изделий и механической обработкой деталей: методы оценки качества изделий; выявление, анализ и расчет технологических размерных цепей; выбор рациональных схем базирования заготовок; расчет погрешностей, определяющих точность механической обработки; расчет припусков обеспечивающих оптимальные режимы обработки, для получения заданных параметров качества поверхности и точности деталей; расчет норм времени и технологической себестоимости. В процессе выполнения дипломного проекта были получены практические навыки по проектированию технологических процессов сборки, механической обработки, в том числе при использовании технологического оборудования с ЧПУ, и т.п. Особое внимание уделено последовательному рассмотрению следующих вопросов: · проектирование технологического процесса сборки узла; · разработка технологических процессов изготовления корпуса насоса; · выбор и обоснование метода получения заготовок; · разработка маршрутных и операционных технологических процессов; · технико-экономические показатели разработанного технологического процесса; · проектирование технологической оснастки; · разработка мероприятий по БЖД.
1 Техническое задание Заданием на разработку дипломного проекта, является п роектирование участков сборки и механической обработки корпусных деталей канализационного насоса 2 ½ НК/н. Годовая программа выпуска П – 3000 шт./год. Режим работы и фонды времени Календарное число дней – 365. Количество выходных дней – 104. Праздничных дней – 8. Предпраздничных дней, сокращенных на 1 ч. – 6. Рабочих суббот – 1. Режим работы – двухсменный. Продолжительность смены – 8, 2 ч. Определение номинального годового фонда времени работы оборудования и рабочих мест [29, с.21]: Fн = [(365 – 104 – 8 + 1) ∙ 8, 2 – 6 ∙ 1] ∙ 2 = 4154 ч. Действительный годовой фонд времени работы оборудования при 41-часовой неделе и 8 праздничных днях в году [39, с.31]: 1. Многоцелевые станки, и металлорежущие станки с ЧПУ – Fд = 3850 ч. 2. Рабочие места с механизированными приспособлениями – Fд = 4080 ч.
Расчеты по программе выпуска Суточное задание: Пс = N/254 = 3000/254 = 12 шт. Размер партии запуска, определим из расчета суточного задания: Пз = Пс ∙ а = 12 ∙ 6 = 72 шт. где а = 6 - периодичность запуска в днях. Фактическое число изделий в партии в дальнейшем необходимо скорректировать по фактическому значению коэффициента загрузки оборудования (рабочих мест), определенному для условий спроектированного технологического процесса. Такт выпуска в механическом цехе:
Такт выпуска в сборочном цехе:
Технологический процесс сборки изделия Служебное назначение узла. Рассматриваемый узел, представляет собой консольный насос, рабочим органом которого является центробежное колесо. К группе консольных насосов относятся центробежные одноступенчатые насосы с односторонним подводом жидкости к рабочему колесу. Канализационные насосы предназначены для аккумуляции и выведения сточных вод содержащих твердые и волокнистые включения из жилых, административных и промышленных зданий, образующихся в процессе жизнедеятельности человека. Своё служебное назначение насос выполняет с помощью поверхности спирального канала центробежного колеса. Для выполнения насосом своего служебного назначения должны обеспечиваться следующие параметры: 1. Мощность электродвигателя: Рэл = 14-20 кВт; 2. Частота вращения электродвигателя: n = 2940 мин -1; 3. Диапазон температур: tэ = 0 ÷ 90 º С 4. Водородный показатель pH от 6 до 8, 5; 5. Плотность до 1100 кг/куб.м Размерная цепь А Исходя из служебного назначения узла необходимо проверить величину допуска для заданного конструктивно радиального зазора между цилиндрической ступенью рабочего колеса и внутренней цилиндрической поверхностью компенсирующего кольца, величина замыкающего звена:
Составляющими звеньями размерной цепи (рис. 1), являются: А1 – несоосность наружной и внутренней поверхностей уплотняющего кольца, величина допуска ТА1 = 0, 02 мм; А2 – несоосность цилиндрических ступеней всасывающего патрубка, служащих для базирования патрубка и уплотняющего кольца, величина допуска ТА2 = 0, 05 мм; А3 – несоосность цилиндрических поверхностей корпуса, служащих для базирования корпуса и всасывающего патрубка, величина допуска ТА3 = 0, 05 мм; А4 – несоосность цилиндрической ступени, для базирования корпуса насоса, и оси отверстий под подшипники в опорном кронштейне, величина допуска ТА4 = 0, 05 мм; А5 и А6 – радиальное биение подшипников, для шариковых радиальных подшипников (Ø 35мм) допуск на радиальное биение внутреннего кольца [41, с.95]: ТА5 = ТА6 = 0, 015 мм; А7 – несоосность, цилиндрической поверхности ступени вала, служащей для базирования рабочего колеса, относительно общей оси вала, ТА7 = 0, 02 мм; А8 – несоосность, цилиндрической ступени и базовой поверхности рабочего колеса, ТА8 = 0, 03 мм.
Рисунок 2 – Схема размерной цепи А Данная размерная цепь (рис. 1, 2), состоит исключительно из звеньев с векторными ошибками, которые являются случайными ошибками и при сборке могут принимать любое численное значение в пределах допуска, поэтому расчет данной размерной цепи производится по вероятностному методу [37, с.28]. Допуск замыкающего звена:
или при t = 3: где n = m - 1 - число звеньев размерной цепи; nx - число звеньев с векторными ошибками; n - nx- число звеньев со скалярными ошибками; Ki - коэффициент относительного рассеивания; KXi -приведенный коэффициент относительного рассеяния; Ti - допуски звеньев со скалярными ошибками; TXi - допуски звеньев с векторными ошибками; ξ Xi - передаточные отношения звеньев с векторными ошибками; λ i, λ Xi - коэффициенты, характеризующие форму кривых рассеяния погрешностей составляющих звеньев. Вычислим передаточные отношения составляющих звеньев, проектируя их векторы на ось и направление замыкающего звена: · Смещение оси наружной поверхности, относительно оси внутренней поверхности, уплотняющего кольца на величину А1, вызовет смещение оси на величину ξ 1 А1. Так как направление векторной ошибки совпадает с осью и направлением замыкающего звена, то передаточное отношение ξ 1 = 1; · Несоосность цилиндрических ступеней всасывающего патрубка, на величину А2, вызовет смещение оси на величину ξ 2 А2. Так как векторная ошибка совпадает с осью и направлением замыкающего звена, то передаточное отношение ξ 2 = 1; · Смещение оси отверстия, базирующего всасывающий патрубок, относительно оси цилиндрического уступа, базирующего корпус насоса на опорном кронштейне, на величину А3, вызовет поворот оси отверстия и ее смещение на величину проекции ξ 3 А3. Передаточное отношение ξ 3 определится из соотношения:
· Смещение оси цилиндрического выступа опорного кронштейна, для базирование корпуса насоса, относительно оси отверстий под подшипники качения в опорном кронштейне, на величину А4, вызовет поворот оси цилиндрического выступа опорного кронштейна и смещение ее на величину проекции ξ 4 А4. Передаточное отношение ξ 4 определится из соотношения:
· Радиальное биение в подшипниках вызывает смещение оси вала относительно оси отверстия в корпусе. Смещение оси отверстия внутреннего кольца правого подшипника, относительно оси его наружного кольца, на величину А5, вызовет поворот оси вала в левой опоре и смещение ее на величину проекции ξ 5 А5. Передаточное отношение ξ 5 определится из соотношения:
· Смещение осей отверстий внутренних колец двух подшипников левой опоры, на величину А6, вызовет поворот оси вала в правой опоре и смещение ее на величину проекции ξ 6 А6. Передаточное отношение ξ 6 определится из соотношения:
Для опор имеющих сдвоенный подшипник передаточное отношение следует умножать на 0, 5, следовательно: ξ 6 = 0, 5 ∙ 2, 55 = 1, 275 · Смещение оси ступени вала, для базирования рабочего колеса, относительно оси вала на величину А7, вызовет поворот оси цилиндрической ступени и смещение ее на величину проекции ξ 7 А7. Передаточное отношение ξ 7 определится из соотношения:
· Смещение оси базирующего отверстия рабочего колеса, относительно оси цилиндрической ступени на величину А8, вызовет поворот оси базового отверстия рабочего колеса и смещение ее на величину проекции ξ 8 А8. Передаточное отношение ξ 8 определится из соотношения:
Так как размерная цепь состоит исключительно из звеньев с векторными ошибками, то в этом случае одна из векторных ошибок условно принимается за скалярную, при этом ее вектор условно совмещается с осью, совпадающей с направлением замыкающего звена и тогда допуск замыкающего звена:
При решении проектных задач, когда законы распределении погрешностей составляющих звеньев неизвестны, принимают [37, с.28]: t = 3; K = 1, 2; KХi2 = 0, 5÷ 0, 65; для размерных цепей с векторными ошибками КΔ = 0, 87. В данном случае за скалярную ошибку принимаем звено А2 несоосность цилиндрических ступеней всасывающего патрубка. На основании вычисленных передаточных отношений и известных величин допусков, определим допуск замыкающего звена. Для звеньев погрешности которых имеет векторный характер, примем KХi2 = 0, 6. Погрешность звена А2 скалярная, значит для него К = 1, 2.
Допуск ТΔ замыкающего звена АΔ определим из уравнения (3):
= 0, 098 мм. Следовательно, назначенный конструктивно допуск на замыкающее звено обеспечивается с гарантированным запасом при сборке. Результаты расчётов допусков размерной цепи А приведены в таблице 3.
Таблица 3 ― Размерная цепь А
Размерная цепь Б Для обеспечения свободного вращения рабочего колеса, необходимо обеспечить зазор между торцом рабочего колеса и торцом всасывающего патрубка. Величина зазора задана конструктивно. Минимальный зазор должен обеспечиваться при установке всасывающего патрубка без прокладки, «на герметик», т.е. при толщине прокладки равной нулю. Исходя из служебного назначения узла, величина замыкающего звена:
Составляющими звеньями размерной цепи являются: Б1 – расстояние между торцами впускного патрубка; Б2 – толщина прокладки; Б3 – расстояние между торцами корпуса насоса; Б4 – расстояние между торцами опорного кронштейна; Б5 – толщина регулировочных прокладок; Б6 – расстояние между торцами крышки подшипника; Б7 – зазор между торцом крышки подшипника и торцом наружной обоймы подшипника; Б8 – монтажная высота радиального подшипника; Б9 – расстояние между торцами распорной трубы; Б10 – монтажная высота радиального подшипника; Б11 – монтажная высота радиального подшипника; Б12 – расстояние между торцами ступени вала; Б13 – расстояние между торцами рабочего колеса.
Рисунок 4 – Схема размерной цепи Б Уравнение размерной цепи: БΔ = где nj, nq – число соответственно увеличивающих и уменьшающих звеньев. Номинальные значения составляющих звеньев: Б1 = 6 мм; Б2 = 0 мм; Б3 = 140 мм; Б4 = 413 мм; Б5 = 0 мм; Б6 = 6 мм; Б7 = 0 мм; Б8 = 21 мм; Б9 = 175 мм; Б10 = 21 мм; Б11 = 21 мм; Б12 = 168 мм; Б13 = 134 мм. Проверим правильность простановки размеров (4): БΔ = – 6 + 0 + 140 + 413 + 0 – 6 – 0 – 21 – 175 – 21 – 21 – 168 – 134 = 1 Выберем вероятностный метод расчёта, так как n > 4, где n - число составляющих звеньев размерной цепи. Для предварительного выбора метода достижения точности применим следующий способ: 1) определим среднее значение номинальных размеров:
2) находим среднее значение допуска:
По полученным значениям Бср и Тср принимаем квалитет – 12, следовательно, необходимо применить метод неполной взаимозаменяемости. В качестве компенсирующего звена принимаем звено Б2 . Гарантированный зазор будем обеспечивать установкой прокладки из паранита. Назначим экономичные допуска и установим предельные отклонения на все составляющие звенья, размерной цепи Б, исключая компенсирующее звено. Все значения сведём в таблицу 4. Допуск замыкающего звена, определим по формуле:
где КΔ – коэффициент относительного рассеяния значений замыкающего звена, при вероятностном методе расчёта КΔ = 1, если число звеньев размерной цепи n ≥ 5; Кi и Кxi – коэффициенты относительного рассеяния значений звеньев; Ti и Txi – допуски на составляющие звенья; ξ xi – передаточное отношение; n - число составляющих звеньев; nx - число звеньев с векторными ошибками. В проектных расчётах принимаем Так как в данном случае звеньев с векторными ошибками нет, то допуск замыкающего звена (5) получим:
Координата середины поля допуска: D0D = (0+(– 0, 2)+(– 0, 315)) – (3 ∙ (– 0, 06) – 3 ∙ (– 0, 2)) = 0, 265 мм. Следовательно, при отсутствии компенсирующего звена Б2 , обеспечивается минимальный осевой зазор. Таблица 4 – Размерная цепь Б
Анализ технологичности узла Целью анализа является обеспечение возможности оптимальных затрат труда, средств, материалов и времени при технологической подготовке производства, изготовлении, эксплуатации и ремонте. Оценим конструкцию узла по ряду признаков с учетом требований стандарта по ГОСТ 14.201-83 [6], ГОСТ 14.205-83 [7], а так же в соответствии с рекомендациями [46, с.865 – 901]. Дадим качественную оценку соответствия конструкции следующим требованиям: Требования к составу 1) Конструкция консольного насоса выполнена в соответствии с основными требованиями, предъявляемыми изделиям подобного типа, имеет простую типовую компоновку и простое конструктивное решение не вызывающих затруднений при сборке. 2) Узел расчленяется на рациональное число составных частей, имеющих комплекты основных и вспомогательных конструкторских баз. 3) Составные части узла: комплекты и подузлы легко монтируются при сборке и демонтируются при разборке узла. 4) Сборку подузлов можно производить параллельно, независимо, выполняя без промежуточной разборки и повторной сборки составных частей. 5) Фундаментная плита представляет собой базовую частью, которая является основой для размещения остальных составных частей. Ее легко установить на сборочном столе или приспособлении относительно основных конструкторских баз, которые можно так же использовать в качестве технологических и измерительных. Это позволит при сборке производить необходимую регулировку подузлов и комплектов для достижения точности относительного положения вала электродвигателя и вала консольного насоса, получения необходимых зазоров в подшипниках для компенсации теплового удлинения вала. 6) Конструкция узла позволяет выполнять общую сборку узла на одном рабочем месте (сборочном стенде). Требования к конструкции соединений составных частей 1) В узле использованы стандартные детали и комплекты: штифты, винты, болты, шпильки, шайбы, гайки, манжеты, подшипники. 2) Применены унифицированные конструктивные элементы деталей: резьбы, галтели, фаски, отверстия, шпоночные пазы. 3) Назначенные посадки в сопряжениях соответствуют особенностям конструкции узла. 4) Применение метода неполной взаимозаменяемости и регулирования исключает точную обработку сопрягаемых поверхностей деталей изделия при их изготовлении, а так же дополнительную обработку их при сборке. 5) Наличие конструктивных элементов, таких как распорные втулки, позволяет однозначно ориентировать детали в процессе сборки. Требования к точности и методу сборки Данный проектируемый узел, является сборочной единицей состоящей из большого числа составляющих звеньев, поэтому достижение требуемой точности замыкающих звеньев сборочных цепей, обеспечиваются методом неполной взаимозаменяемости. При этом наличие стандартных деталей с высокой степенью точности позволяет обеспечивать точность остальных составляющих звеньев при изготовлении с экономически достижимой степенью точности изготовления. Вывод: проведя анализ конструкции узла, выявив ряд показателей технологичности можно сказать, что при минимуме недостатков конструкцию узла можно считать достаточно технологичной, удобной для обслуживания и ремонтнопригодной. Методы и схемы контроля 2.5.1 Для обеспечения насосом необходимого напора и в тоже время легкого вращения рабочего колеса, необходимо обеспечить радиальный зазор Δ = 0, 3 ±0, 1 мм, между цилиндрической ступенью рабочего колеса и внутренней цилиндрической поверхностью компенсирующего кольца. Контроль осуществлять с помощью калибрующего кольца и щупа (рис. 5). 2.5.2 Так же для обеспечения свободного вращения рабочего колеса, необходимо обеспечить осевой зазор 2.5.3 Для обеспечения легкого вращения вала насоса, необходимо обеспечить осевой зазор в шариковых радиальных подшипниках. Неправильно установленный зазор служит основной причиной преждевременного износа подшипников. Осевой зазор в шариковых радиальных подшипниках, регулируют осевым смещением наружных колец подшипников. Контролируют осевое перемещение вала. Контроль проводят с помощью индикатора ИЧ – 25 с ценой деления 0, 01мм. Погрешность измерения ИЧ – 25, составляет 10 мкм. 2.5.4 Для нормальной и долговечной работы муфты с упругими элементами, при сборки необходимо обеспечить: · Соосность осей валов с допуском Т = 0, 1 мм. Контроль параметра проводят с помощью щупа, контролируя зазор между внутренней и поверхностями полумуфт. · Параллельность осей валов с допуском Т = 0, 1/100. Контроль осуществляют калибрующими пальцами, устанавливаемыми в отверстия муфты под резиновые пальцы. · Осевой зазор Δ = 3 мм между полумуфтами. Контроль проводят с помощью щупа необходимой толщины.
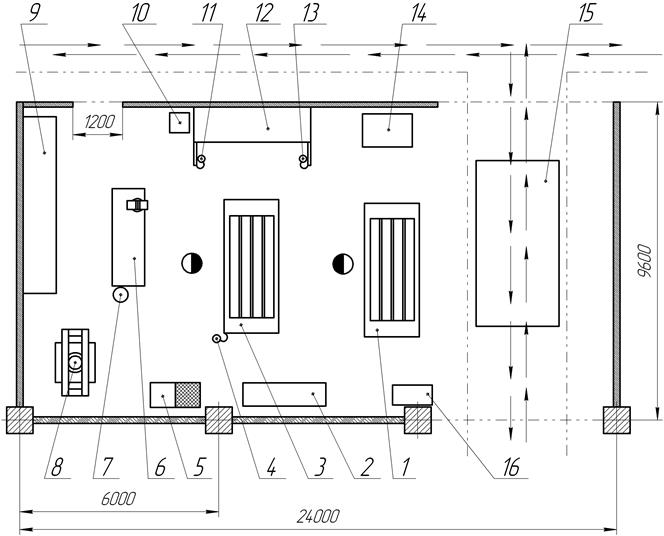
Рисунок 5 – Контроль радиального зазора Планировка участка сборки Планировку участка сборки разрабатываем в соответствии с принятой формой организации производства. На сборочном участке необходимо предусмотреть, для непоточно-стационарной сборки: 1. Стенд для общей сборки изделия, который так же должен использоваться в качестве стенда для регулировки и контроля требуемых норм точности; 2. Верстак для сборки подузлов и комплектов; 3. Гидравлический пресс, для сборки соединений с натягом; 4. Емкость для промывки деталей, с сеткой; 5. Столы и стеллажи для хранения и поступления комплектующих деталей и сборочных единиц, дожидающихся сборки. 6. Столы или стеллажи под регулировочные приспособления и измерительные приборы и инструменты. 7. Кран-балка управляемая с пола для перемещения крупногабаритных и (или) тяжелых предметов (детали, сборочные единицы, собранные узлы и т.д.); 8. Транспортная платформа, для транспортировки собранных изделий и узлов со сборочного участка на склад; 9. Предусмотреть подвесное оборудование (гайковерт, винтоверт, подвод воздуха) в рабочей зоне сборщика, для механизации сборочных работ. Для обеспечения требований техники безопасности и охраны труда необходимо предусмотреть проходы, между столами верстаками и прочим оборудованием, не менее 800 мм и проходы на территорию сборочного участка: для транспортных средств – 3000 мм и для персонала – 1200 мм. План участка сборки представлен на рисунке 6.
Рисунок 6 - Планировка слесарно-сборочного участка. 1 – стенд для испытаний и контроля собранного узла; 2 – шкаф для стандартных крепежных элементов; 3 – сборочный стенд с пневмооборудованием; 4 – пневмопистолет для удаления стружки и пыли сжатым воздухом; 5 – ванна для промывки деталей перед сборкой с сеткой для сушки; 6 –верстак слесарный с тисками ручными; 7 –емкость с консистентной смазкой; 8 –гидравлический пресс; 9 – стеллаж для деталей и стандартных комплектов; 10 – емкость с маслом; 11 – подвеска с пневматическим гайковертом; 12 – стеллаж для инструмента, мерительных приборов и приспособлений; 13 – подвеска с пневматическим винтовертом; 14 – контейнер для мусора; 15 – транспортная платформа для готовых изделий; 16 – контейнер с песком. Служебное назначение Служебное назначение корпуса насоса, заключается в обеспечении точности положения рабочего колеса относительно всасывающего патрубка. В рассматриваемом узле, корпус насоса является базовой деталью комплекта, в который входят крепежные элементы – шпильки и втулка сальника. Эта сборочная единица присоединяется к опорному кронштейну. Базирование корпус насоса осуществляется по торцовой плоской поверхности и ступени цилиндрической формы, которыми он присоединяется к выступу цилиндрической формы на торцовой плоской поверхности опорного кронштейна. Данный комплект баз является основными конструкторскими базами, так как определяют положение корпуса насоса в узле. Базирование всасывающего патрубка осуществляется по противоположной торцовой плоской поверхности и цилиндрическому отверстию корпуса, которые образуют комплект вспомогательных конструкторских баз. Отверстие в корпусе под сальниковую набивку и втулку сальника так же являются комплектом вспомогательных конструкторских баз.
Технические условия Проведем анализ связей между поверхностями. Для обеспечения точного и однозначного положения определенных поверхностей необходимо: · Поверхность цилиндрической ступени Ø 210 мм являющейся опорной базой корпуса необходимо обработать с шероховатостью Ra = 2, 5 мкм по квалитету Н8 и обеспечить допуск на диаметральный размер Т = 0, 072мм; · Поверхность цилиндрического отверстия Ø 200 мм являющегося опорной базой всасывающего патрубка необходимо обработать с шероховатостью Ra = 2, 5 мкм по квалитету Н8 и обеспечить допуск на диаметральный размер Т = 0, 072мм; · Торцовые поверхности Ø 280 мм, служащие установочными базами при установке всасывающего патрубка на корпус и корпуса на опорный кронштейн, обработать с шероховатостью Ra = 5, 0 мкм. Обеспечить допуск перпендикулярности торцовых поверхностей общей оси отверстий корпуса Т = 0, 05/100 мм/мм. · Поверхность цилиндрического отверстия Ø 50 мм являющегося опорной базой втулки сальника необходимо обработать с Ra = 2, 5 мкм по квалитету Н9 и обеспечить допуск на диаметральный размер Т = 0, 062мм; · Поверхность цилиндрического отверстия Ø 60 мм, для облегчения установки сальника, необходимо обработать с Ra = 2, 5 мкм, по квалитету Н11 и обеспечить допуск на диаметральный размер Т = 0, 19мм; · Обеспечить допуск соосности отверстия Ø 200Н8(+0, 072) к общей оси корпуса ………………………………………………………………..… Т = 0, 05 мм; · Обеспечить допуск соосности отверстия Ø 210Н8(+0, 072) к общей оси корпуса ………………………………………………………………….. Т = 0, 05 мм; · Обеспечить допуск соосности отверстия Ø 50Н9(+0, 062) к общей оси корпуса …………………………………………………………………….. Т = 0, 04 мм; · Выполнить 4-е глухих резьбовых отверстия (под шпильки) М16-7Н, для крепления корпуса насоса к опорному кронштейну, выдерживая позиционный допуск, относительно оси ступени Ø 210Н8, Т = 0, 3 мм; · Выполнить 4-е глухих резьбовых отверстия (под шпильки) М16-7Н, для крепления всасывающего патрубка к корпусу насоса, выдерживая позиционный допуск, относительно оси отверстия Ø 200Н8, Т = 0, 3 мм; · Выполнить два глухих резьбовых отверстия (под шпильки) М12-7Н, для уплотнения сальниковой набивки крышкой сальника, выдерживая позиционный допуск, относительно оси ступени Ø 210Н8, Т = 0, 3 мм; · Выполнить два сквозных отверстия с трубной резьбой 1/2”, в двух противоположных бобышках, обеспечить допуск параллельности осей отверстий к оси патрубка, Т = 0, 1/100 мм/мм; · Выполнить одно сквозное отверстие с трубной резьбой 1/2”, в цилиндрической ступени под сальниковое уплотнение, обеспечить допуск параллельности оси отверстия к оси патрубка, Т = 0, 1/100 мм/мм; · Выполнить 4-е сквозных отверстия Ø 15, во фланце патрубка, выдерживая позиционный допуск, относительно оси патрубка, Т = 0, 5 мм.
Анализ технологичности Технологичность материала В качестве материала для изготовления корпуса насоса используется коррозионно-стойкая нержавеющая сталь 10Х18Н9ТЛ ТУ 108.17 – 1039 – 79, применение которой обосновано условиями эксплуатации и свойствами перекачиваемой жидкости. Сталь 10Х18Н9ТЛ обладает достаточной твердостью для обеспечения заданных требований к точности и шероховатости обрабатываемых поверхностей, при этом обладает хорошими литейными свойствами. Недостатком данного материала является: высокая стоимость сталей этого класса, а так же достаточно большая линейная усадка. Технологичность конструктивных форм детали Конструкция корпуса насоса обеспечивает наличие комплекта надежных, технологических баз. Форма и расположение обрабатываемых поверхностей позволяет применять высокопроизводительные методы обработки – точение, фрезерование и растачивание на проход. Так же обеспечивается свободный подвод, отвод режущего инструмента и контроль мерительным инструментом обрабатываемых поверхностей. Отсутствуют отверстия расположенные на наклонной поверхности. Все резьбовые отверстия имеют со стороны входа метчика фаску, облегчающую центрирование метчика и придающую началу витка резьбы прочность. Размеры резьбы позволяют использовать стандартный резьбонарезной инструмент и как следствие, стандартные крепежные детали. Недостатком является наличие глухих резьбовых отверстий, наличие которых обусловлено условиями эксплуатации узла. Система простановки размеров В соответствии с принципом единства и постоянства баз, конструкторская база используется в качестве основной технологической базы, а так же в качестве измерительной базы. В процессе изготовления, контроль размеров обрабатываемых поверхностей, возможно, производить необходимым мерительным инструментом. На чертеже размеры проставлены с учетом удобства их контроля исключающем необходимость в их пересчете. Оптимальность требований к точности и качеству поверхности. Параметры точности и качества поверхностей заданы в соответствии с требованиями предъявляемым к этим поверхностям для выполнения деталью своего служебного назначения. Так же требования к качеству поверхностей заданы в соответствии с нормами точности размеров. Унификация и стандартизация конструктивных элементов. В конструкции корпуса насоса использовано минимально необходимое количество типоразмеров крепежных отверстий, позволяющих использовать стандартизованный инструмент. Предлагаемые изменения в конструкции детали. В целях улучшения технологичности, конструктивных элементов корпуса насоса, необходимо, уступ в корпусе насоса Ø 210 мм, используемый в качестве опорной конструкторской базы при установке корпуса на опорный кронштейн, выполнять при изготовлении отливки (рис. 7, б), с учетом только припуска на механическую обработку уступа в размер Ø 210 мм. В базовом варианте этот уступ изготавливался полностью в результате механической обработки (рис. 7, а). В результате этого изменения, уменьшается масса отливки, упрощается подвод и отвод инструмента, снижается объем механической обработки и соответственно, время на обработку.
Рисунок 7 – Варианты конструктивного исполнения цилиндрического базирующего уступа Ø 210Н8(+0, 072): а – базовый вариант; б – проектируемый вариант. Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1434; Нарушение авторского права страницы
 мин
мин мин
мин мм; ТΔ = 0, 2 мм; D0D = 0 мм.
мм; ТΔ = 0, 2 мм; D0D = 0 мм.


 (2)
(2)
 , откуда ξ 3 = 125/400 = 0, 31
, откуда ξ 3 = 125/400 = 0, 31 , откуда ξ 4 = 525/400 = 1, 31
, откуда ξ 4 = 525/400 = 1, 31 , откуда ξ 5 = 319/206 = 1, 55
, откуда ξ 5 = 319/206 = 1, 55 , откуда ξ 6 = 525/206 = 2, 55
, откуда ξ 6 = 525/206 = 2, 55 , откуда ξ 7 = 525/420 = 1, 25
, откуда ξ 7 = 525/420 = 1, 25 , откуда ξ 7 = 105/420 = 0, 25
, откуда ξ 7 = 105/420 = 0, 25 (3)
(3)
 мм; ТΔ = 1, 5 мм; D0D = 0, 25 мм.
мм; ТΔ = 1, 5 мм; D0D = 0, 25 мм.


 = – Б1+ Б2+ Б3+ Б4+ Б5 – Б6 – Б7 – Б8 – Б9 – Б10 – Б11 – Б12 – Б13 (4)
= – Б1+ Б2+ Б3+ Б4+ Б5 – Б6 – Б7 – Б8 – Б9 – Б10 – Б11 – Б12 – Б13 (4) мм.
мм.
 (5)
(5) ;
;  [37, с.28];
[37, с.28];  мм
мм мм, между торцом рабочего колеса и торцом всасывающего патрубка. Зазор обеспечивается установкой прокладки необходимой толщины. Величина зазора контролируется щупом.
мм, между торцом рабочего колеса и торцом всасывающего патрубка. Зазор обеспечивается установкой прокладки необходимой толщины. Величина зазора контролируется щупом.