
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Виды сварки и сварных соединений
Сваркой называется технологический процесс образования неразъемных соединений за счет сил взаимодействия атомов (молекул) контактирующих поверхностей сопрягаемых деталей. Прочные атомно - молекулярные связи между соединяемыми деталями возникают при их сближении на расстояния близкие к межатомным. Подобное сближение атомов контактирующих поверхностей возможно при сообщении им дополнительной энергии (энергии активации) путем нагрева (термическая активация) или упругопластической деформации (механическая активация). В первом случае образование межатомных связей происходит в жидкой фазе, во втором – в твердом состоянии. В зависимости от этого все способы сварки подразделяются на две основные группы: сварка плавлением и сварка давлением (пластическим деформированием). Остальные виды являются их разновидностями или комбинациями. При сварке плавлением формирование соединения (сварного шва) осуществляется за счет местного сплавления соединяемых деталей без приложения давления. Расплавляются кромки свариваемых деталей (основной металл) либо дополнительный, присадочный или электродный металл. После кристаллизации общей сварочной ванны образуется сварной шов, имеющий литую структуру. Расплавление основного и присадочного металлов может осуществляться за счет энергии: –дугового разряда (электродуговая сварка); –термической выделяемой током, проходящим через шлаковую ванну - флюс (электрошлаковая сварка); –потока быстрых электронов (электроннолучевая сварка); –струи ионизированного газа (плазменная сварка); мощного светового луча (лазерная сварка); –экзотермических реакций горения газов (газовая сварка) или порошковой горючей смеси (термитная сварка). При сварке плавлением в результате специфических особенностей процесса (кратковременности высоких температур и быстрого охлаждения) кроме сварного шва образуется такие зоны термического влияния. Рассмотрим их строение на примере малоуглеродистой стали.
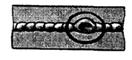
Рисунок 1 - Строение сварного шва
Сам шов - наплавленный металл 1 и зоны неполного расплавления имеют дендритное строение, характерное для литого металла. В связи с высокой скоростью охлаждения в зернах участка 2 может произойти закалка с образованием очень хрупких структур, а это, в свою очередь, ведет к снижению конструктивной прочности. Суммарная длина зон 2 и 3 (участок перегрева) носит название зоны влияния. Величина не зависит от толщины материала, способа и режима сварки, характера источника сварочного тепла. Чем больше концентрация тепла источника нагрева, его температура, скорость сварки, тем меньше зона влияния. Так при дуговой сварке она меньше, чем при газовой. Минимальная площадь нагрева достигается при сварке электронным или световым лучом, обеспечивающим высокую концентрацию тепловой энергии. Участок 4 - нормализация. Участок 5 - неполной перекристаллизации, участок 6 - с рекристаллизированным зерном, участок 7 - зона синеломкости (200 – 500 оС), где происходит старение, закрепление атомами внедрения дислокаций, вызывающее уменьшение их подвижности и повышение хрупкости. Наиболее часто применяют следующие сварные соединения: встык (2а), внахлестку (2б), тавровые (2в), угловые (2г), боковые (2д).
Рисунок 2 – Изображение сварных соединений
Соединение встык предпочтительнее других в силу своей экономичности и лучшей работоспособности. При стыковом соединении свариваемые кромки предварительно обрабатываются.
Дефекты сварных соединений В процессе образования сварного соединения в металле шва и ЗТВ могут возникать различные отклонения от установленных норм и технических требований, приводящие к снижению прочности, эксплуатационной надежности, точности, а также ухудшению внешнего вида изделия. Такие отклонения называют дефектами. Дефекты сварных соединений различают по причинам возникновения и месту их расположения. В зависимости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими и тепловыми процессами, происходящими при образовании, формировании и кристаллизации сварочной ванны и остывании сварного соединения. Это горячие и холодные трещины в металле шва и околошовной зоне, поры, шлаковые включения, неблагоприятные изменения свойств металла шва и ЗТВ. Вторую группу составляют дефекты формирования швов, к которым относят дефекты, вызванные в основном нарушением режима сварки, неправильной подготовкой и сборкой элементов конструкции под сварку, неисправностью оборудования, применением некачественных исходных материалов, низкой квалификацией и культурой труда сварщика и другими нарушениями технологического процесса, а также несоответствие швов расчетным размерам. По расположению в сварном соединении дефекты делят на внешние и внутренние. К внешним дефектам относят изменение размеров сечения шва, чрезмерную чешуйчатость, кратеры, наплывы, подрезы, прожоги, поры, непровары, трещины и неметаллические включения, выходящие на поверхность. К внутренним дефектам относят внутренние трещины, непровары корня шва, поры и шлаковые включения, не выходящие на поверхность, пережог металла, флокены. Трещины (рис. 3) могут быть в металле шва или околошовной зоне. Различают горячие и холодные трещины. Возникновение трещин связано с химическим составом, характером и скоростью нагрева и охлаждения металла, жесткостью конструкций. Трещины резко снижают пластические свойства и служат очагами разрушения сварных соединений. Непровары (рис. 4) - это местные несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Причинами непроваров могут быть: неправильное ведение процесса сварки, плохая подготовка кромок, загрязнение поверхности металла, недостаточный ток и др.
Рисунок3-Трещины Непровары создают концентрацию напряжений, снижают прочность соединений.
Рисунок 4-Непровар Поры и раковины (рис. 5) образуются в результате пересыщения расплавленного металла шва газами. Поры могут быть поверхностные, внутренние или располагаться в цепочку. Поры возникают из-за недостаточной защиты расплавленного металла от воздуха и влаги, а также вследствие плохой очистки свариваемых поверхностей от масла и ржавчины, большой скорости сварки и остывания металла. Поры снижают прочность, нарушают герметичность изделия. Наплывы (рис. 6) - натекание металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы образуются при неправильно выбранных режиме сварки и положении электрода. Наплывы служат концентраторами напряжений, снижают прочность соединения. Кратеры (незаплавленные углубления) возникают из-за низкой квалификации сварщика (рис.7).
Рисунок 5-Поры и раковины
Рисунок 6-Наплыв
Рисунок 7-Кратер Прожоги (рис. 8) образуются в результате большого сварочного тока, неравномерной скорости сварки и при сварке тонких элементов. Неметаллические включения (рис. 9) в сварном шве представляют собой макро- и микроскопические частицы в виде оксидов, нитридов, сульфидов, фосфидов, шлаковых включений и частиц инородного металла. Появлению неметаллических включений способствуют низкое качество электродных материалов и нарушение режимов сварки. Макроскопические включения вызывают концентрацию напряжений, снижают прочность. Микровключения снижают пластические характеристики металла шва. К дефектам микроструктуры также относят микропоры и микротрещины, крупнозернистость, перегрев, пережог металла и др. Перегрев (рис. 10) характеризуется чрезмерным укрупнением зерна и огрублением структуры, в результате чего снижаются механические свойства металла. Более опасен пережог - наличие в структуре металла зерен с окисленными границами. Такой металл имеет повышенную хрупкость и не поддается исправлению. Причинами пережога могут быть плохая защита сварочной ванны и сварка на чрезмерно большом токе.
Рисунок 8-Прожог
Рисунок 9- Неметаллические включения
Рисунок 10-Перегрев
2.3 Методы контроля сварных соединений Сварные соединения считают качественными, если в них нет дефектов, а их механические свойства соответствуют требованиям эксплуатации сборочной единицы или детали. Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок перед сваркой, текущим контролем процесса сварки и окончательным контролем сварных соединений, а также проверкой квалификации сварщика на всех этапах технологического процесса (заготовки, сборки, сварки, контроля).
3. Задание на выполнение
1. Изучить изменение структуры металла в околошовной зоне и зарисовать схему структур сварного шва. 2.Изучить и описать влияние различных видов термической обработки на положение структур в околошовной зоне. 3. На образце сварного шва замерить твердость (интервал 2 мм) и указать опасную зону шва. Построить график зависимости твердость - расстояние (для всех исследуемых образцов). 4. Используя комплекты микрошлифов сварных швов, изучить и зарисовать наружные дефекты. 5. Сделать вывод.
4. Варианты задания 1. Комплекты микрошлифов сварных швов с наружными и внутренними дефектами.
5. Контрольные вопросы 1. Дать определение сварки. Виды сварки. Какие факторы влияют на свариваемость заготовок? Назовите мероприятия, повышающие качество сварных конструкций.
6 Список учебно-методической и дополнительной литературы
1. Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов. 6-е изд., испр. и доп/А.М.Дальский, Т.М.Барсукова, А.Ф. Вязов и др. –М.: Машиностроение. (гриф МО РФ) 2. Г.П.Фетисов, Ф.А.Гарифуллин. Материаловедение и технология металлов – М.: Издательство Оникс, 2007. (гриф МО РФ). 3. Фетисов Г.П., Карпман М.Г. Материаловедение и технология металлов- М.: Высшая школа, 2002.
Лабораторная работа №5
1. Название: « Изготовление деталей из пластмасс методом горячего прессования ».
Заполняется только для дисциплин в соответствии с ФГОС ВПО Целью выполнения лабораторной работы является достижение следующих результатов образования (РО): знания: на уровне представлений: анализировать причины отказов и неисправностей, брака и ошибок на уровне воспроизведения анализировать причины отказов и неисправностей, брака и ошибок на уровне понимания: проводить анализ структурных схем систем автоматического управления и регулирования умения: теоретические: контролировать правильность оформления производственной документации, а также обеспечения рабочих мест инструментом и оборудованием практические: эффективно использовать методы и средства контроля и диагностирования технического состояния объекта испытания навыки: рассчитывать показатели эффективности процессов испытания Перечисленные РО являются основой для формирования следующих компетенций: (в соответствии с ФГОС ВПО и требованиями к результатам освоения основной образовательной программы (ООП)) общекультурных ОК-… (наименование) ОК-… (наименование) профессиональных ПК-14 (Способность решения проблем эффективного использования материалов, оборудования, соответствующих алгоритмов и программ расчета параметров процессов испытания)
ПК-17 (Способность развивать творческую инициативу, рационализаторскую и изобретательскую деятельность, внедрять достижения отечественной и зарубежной науки и техники, внедрять эффективные инженерные решения в практику, в том числе составлять математические модели объектов профессиональной деятельности)
2. Теория и методические указания Прессованием получают изделия из пластмасс, приготовленных на основе поликонденсационных реактивных смол (фенольно-формальдегидных смол и т.д.), различными накопителями или из термопластов (полиамидов, полистирола, этрола и др.). Представителями термореактивных пластмасс являются карболиты и аминопласты из группы порошковых; волокнистых (волокниты и др.) и слоистые пластмассы: гетинакс, текстолит, стеклотекстолит, асботекстолит, дельта–древесина. Для изготовления изделий используются полуфабрикаты, так называемые пресс–материалы. Термореактивные пресс–материалы состоят в основном из наполнителя, пропитанного связующим веществом (смола в стадии резол). Эти пресс–материалы получают по сухому, лаковому или эмульсионному способам на химических заводах и поставляют в виде готовых пресс-форм (пресс-порошков), пропитанной ткани, бумаги и т.д. Термопластичные пресс–материалы состоят из полимеризационных смол, выпускаемых в виде крошек и гранул (по блочному способу) или в виде порошков (по эмульсионному способу). В таблице приведены составы различных видов пресс-материалов. Изготовление деталей из пресс–материалов основано на способности массы размягчаться при нагревании и под давлением заполнять полость пресс-форм. Последующее затвердение отпрессованной термореактивной смолы происходит при дальнейшем нагревании, когда смола переходит в термостабильное состояние (из стадии резола образуется стадия резит). Поскольку процесс отверждения смолы сопровождается выделением побочных продуктов реакции в виде паров и газов (летучих), то чтобы противодействовать расширению и взрыхлению материала деталей, при прессовании необходимо высокое давление. Время выдержки выбирается так, чтобы материал успевал заполнить внутреннюю полость пресс-формы и только после этого затвердевал. Для термопластов требуется предварительный нагрев для размягчения массы, удаления летучих веществ и подсушки. Для обеспечения пластичности материала и заполнения полости пресс-формы дается непродолжительный нагрев и давление. Затвердение запрессованного изделия проходит при охлаждении. Исходя из этого, выбирается режим прессования.
2.1 Режим прессования определяется тремя факторами:
1. Удельным давлением (на 1 см2 горизонтальной проекции прессуемой детали): а) Для термореактивных масс P= 150 – 750 кг/ см2 б) Для термопластических масс P= 30 – 150 кг/ см2 2. Температурой: а) Для термореактивных масс Т= 140 - 160°С б) Для термопластических масс Т= 160 - 170°С 3. Время выдержки: а) Для термореактивных масс в зависимости от толщины изделий (т 0, 8 до 3 мин на 1 мм толщины); б) Для термопластиков – до охлаждения (снижение температуры до 40-45°С). Все эти факторы выбираются в зависимости от вида пресс–материала. Режимы прессования приведены в таблице А2. Время выдержки определяется по часам или секундомеру. Удельное давление непосредственному измерению не подвергается, его проверяют по манометру, поэтому нужно провести пересчет удельного давления к манометрическому с учетом диаметра плунжера пресса, пользуясь формулой и таблицей расчета режима прессования:
где: Pман – манометрическое давление пресса в кг/ см2; Pуд. – удельное давление (из таблицы) в кг/ см2 F дет. – площадь горизонтальной проекции прессуемой детали в см2; Температуру во время прессования проверяют при помощи термопары.
Популярное:
|
Последнее изменение этой страницы: 2016-03-17; Просмотров: 1548; Нарушение авторского права страницы








 , (1)
, (1)