
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Термическая обработка сталей
Цель работы: ознакомиться с теорией и практикой термической обработки, установить зависимость механических свойств закаленной стали от режима термической обработки. Термической обработкой называют процесс обработки изделий из металлов и сплавов путем теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться с химическим, деформационным, магнитным и другими видами воздействия. Термообработка является одним из важнейших звеньев технологического процесса производства полуфабрикатов, деталей машин; применяется как промежуточная стадия для улучшения технологических свойств (обрабатываемости давлением, резанием и т.д.) и как окончательная операция для придания металлу (сплаву) комплекса механических, физических, химических свойств, которая обеспечивает необходимые эксплуатационные характеристики изделия. Чем ответственней конструкция, тем, как правило, больше в ней термически обработанных деталей. Среди видов термической обработки сталей выделяют отжиг, нормализацию, закалку, отпуск. В железоуглеродистых сплавах температуры наиболее важных превращений при нагреве – критические точки – обозначаются буквами АС с соответствующими индексами: АС1 – температура эвтектоидного превращения (линия PSK); АС3 – температура полиморфного a«g превращения (линия GS); АС4 – температура полиморфного g«d превращения (линия NI); Асm – температура выделения цементита вторичного из аустенита (линия SE). Отжигом называют вид термической обработки, обеспечивающий получение равновесной структуры. Конструкционные доэвтектоидные стали подвергаются полному ( перекристаллизационному ) отжигу: их нагревают до температуры выше критической точки Ас3 на 30÷ 50 °С, охлаждают медленно (с печью) со скоростью 100÷ 200 градусов/час. В результате отжига снимаются внутренние напряжения, устраняются пороки (например, строчечность, видманштеттов феррит) – получается равновесная феррито-перлитная структура, снижается твёрдость и повышается пластичность и вязкость. Неполный отжиг (нагрев выше АС1, но ниже АС3) для доэвтектоидных сталей применяется ограниченно, он проводится для смягчения сталей перед обработкой резанием. Для заэвтектоидных сталей используется неполный отжиг с нагревом до 740÷ 780 °С и последующим медленным охлаждением. Образуется структура зернистого перлита ( сферодита ), поэтому отжиг называют сфероидизирующим. Такая сталь обладает наименьшей твердостью, легче обрабатывается резанием. Сфероидизирующий отжиг применяется для углеродистых и легированных инструментальных и шарикоподшипниковых сталей.
Закалкой сталей называют вид термической обработки, состоящей из нагрева сталей до температуры на 30÷ 50 °С выше критической точки Ас1 для инструментальной стали или Ас3 для конструкционной, выдержки при этой температуре и последующего быстрого охлаждения со скоростью выше критической (в воде, растворах солей, полимеров или в других средах). В результате закалки повышается твердость и прочность сталей, но снижается пластичность. Возможность упрочнения сталей путем термической обработки обусловлена наличием фазовых превращений в твердом состоянии: охлаждая аустенит с различными скоростями и обеспечивая тем самым различную степень переохлаждения, можно получить продукты распада аустенита, резко отличающиеся по строению и свойствам (рис. 3.1).
Рис. 3.1. Диаграмма изотермического распада аустенита эвтектоидной стали
Таблица 3.1 Характеристики перлитных структур
При значительных скоростях охлаждения аустенит переохлаждается до более низких температур, при которых происходит бездиффузионное превращение с образованием мартенситной структуры. Мартенсит представляет собой пересыщенный твердый раствор внедрения углерода в a-железе, он имеет тетрагональную кристаллическую решетку. Степень тетрагональности мартенсита (отношение периодов кристаллической решетки с/а) возрастает с увеличением содержания углерода в стали. Характерной особенностью мартенсита являются его высокая твердость и прочность, которые возрастают с увеличением содержания углерода в сталях. Так, твердость мартенсита стали с 0, 6÷ 0, 7% С составляет 65 HRC, а прочность на разрыв 2600÷ 2700 МПа.
Превращение аустенита в мартенсит происходит в интервале температур. На рис. 3.1 линии Мн и Мк показывают температуры начала и окончания мартенситного превращения. Минимальная скорость охлаждения, достаточная для превращения аустенита в мартенсит, называется критической скоростью охлаждения ( Vкр ). Охлаждающие среды в значительной мере изменяют скорость охлаждения при закалке, следовательно, и структуру стали. Чаще всего для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей (для закалки углеродистых и низколегированных сталей), масла (для закалки легированных сталей). Структура доэвтектоидной стали, получаемая после правильной закалки, будет представлять собой мартенсит.
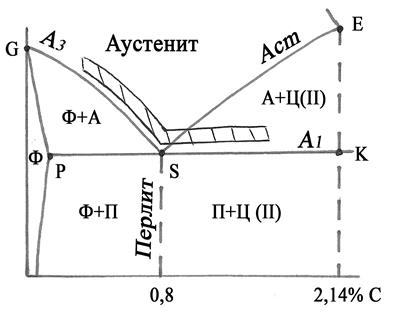
В закаленных сталях, имеющих точку Мк ниже 20 °С (стали, содержащие свыше 0, 5% С) в структуре присутствует остаточный аустенит, количество которого увеличивается с увеличением содержания углерода в сталях. При большом количестве остаточного аустенита (более 30%) его можно наблюдать в виде светлых полей между иглами мартенсита. При перегреве конструкционной стали значительно выше критической точки Ас3 (на 100÷ 150 °С), происходит рост зерна аустенита. После закалки в воде получается структура крупноигольчатого мартенсита, который по механическим свойствам уступает мартенситу мелкоигольчатому. Оптимальные температуры нагрева сталей под закалку приведены на рис. 3.2.
Рис. 3.2. Температурный интервал закалки сталей
Отпуск – вид термической обработки закаленной стали, состоящий в нагреве ее до температур, меньших Ас1, выдержке при этой температуре и последующем охлаждении на воздухе. Отпуск проводится с целью уменьшения закалочных напряжений, снижения твердости, повышения пластичности и вязкости, получения более устойчивых структур. Основным превращением при отпуске является распад мартенсита – выделение пересыщающего углерода в виде мелких кристалликов карбида железа. Частичный распад мартенсита происходит в закаленной стали даже в процессе вылеживания при комнатной температуре, однако с повышением температуры процесс ускоряется и достигает более полного развития. Мартенсит, обедненный углеродом в процессе отпуска, называется отпущенным.
В зависимости от температуры нагрева различают три вида отпуска: низкий, средний, высокий. · Низким отпуском называют нагрев закаленной стали до температур 150÷ 200 °С с последующим охлаждением на воздухе. Образующаяся структура – отпущенный мартенсит. Снижения твердости такой отпуск практически не вызывает. Этот вид отпуска рекомендуется при термической обработке инструментальных сталей и цементованных деталей. · Средним отпуском называют нагрев закаленной стали до температур 350÷ 450°С с последующим охлаждением на воздухе. Такой отпуск вызывает некоторое снижение твердости. Образующаяся структура – троостит отпуска. Этот вид отпуска рекомендуется для термической обработки рессор, пружин и штампов. · Высоким отпуском называют нагрев закаленной стали до температур 500÷ 650 °С с последующим охлаждением на воздухе. Такой отпуск вызывает значительное снижение твердости закаленной стали, образующаяся структура – сорбит отпуска. Эта структура обеспечивает хорошее сочетание свойств – достаточной прочности, вязкости и пластичности. Закалка стали с последующим высоким отпуском на сорбит носит название термического улучшения. Улучшение рекомендуется для среднеуглеродистых конструкционных сталей. Оборудование, инструменты и материалы для выполнения работы Для выполнения работы потребуются муфельные электропечи, твердомер ТК-2М с шариковым и алмазным наконечниками, шлифовальные шкурки, термопары с гальванометрами, бачки с охлаждающими жидкостями, щипцы для закладки образцов в печь, образцы стали с содержанием углерода 0, 4÷ 0, 6% в количестве 7 штук, коллекция микрошлифов неравновесных структур. Популярное:
|
Последнее изменение этой страницы: 2016-03-15; Просмотров: 3611; Нарушение авторского права страницы

 Закалка стали сопровождается существенным увеличением объема (0, 3÷ 0, 9%), что в условиях высокой скорости и неодновременности превращения по объему закаливаемого изделия вызывает появление значительных внутренних напряжений, которые могут привести к короблению изделий и образованию трещин. Оставшиеся внутренние напряжения могут вызвать деформацию изделий с течением времени в условиях эксплуатации. Поэтому закаленные детали машин или инструмент всегда подвергают отпуску.
Закалка стали сопровождается существенным увеличением объема (0, 3÷ 0, 9%), что в условиях высокой скорости и неодновременности превращения по объему закаливаемого изделия вызывает появление значительных внутренних напряжений, которые могут привести к короблению изделий и образованию трещин. Оставшиеся внутренние напряжения могут вызвать деформацию изделий с течением времени в условиях эксплуатации. Поэтому закаленные детали машин или инструмент всегда подвергают отпуску.