|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Оборудование для агломерации
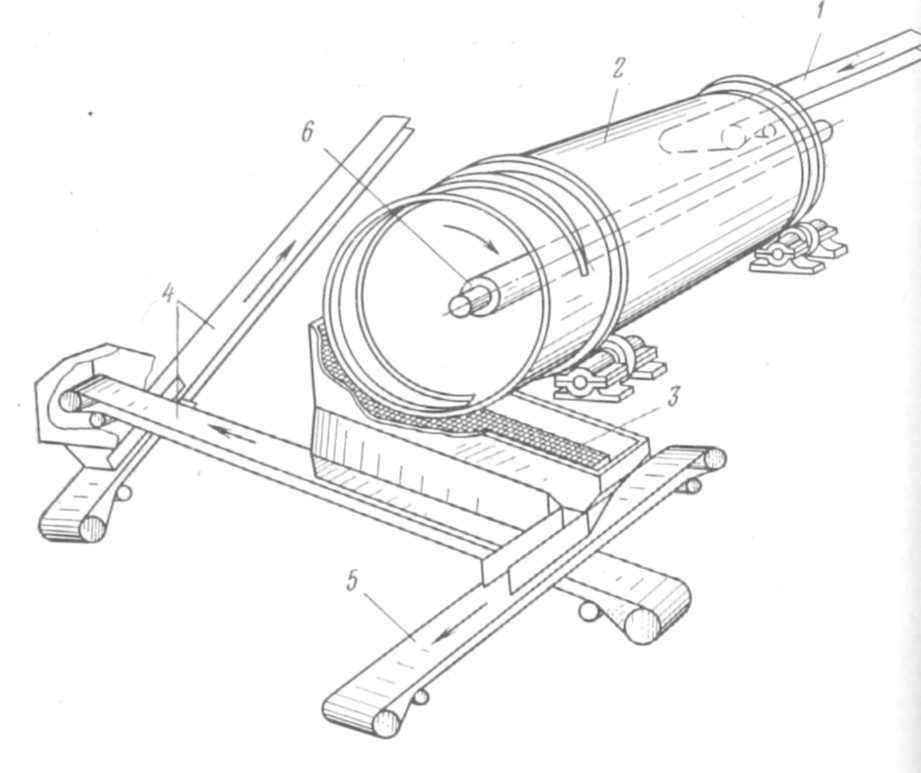
При выборе конструкции агломератора руководствуются гранулометрическим составом исходного материала, объемом поступающей в процесс рудной массы совместно с вводимой связкой, их влажностью и условиями поддержания оптимального их соотношения. Агломератор должен обеспечивать перекатывание и перемещение материалов, необходимых для образования гранул. Для золотосеребряных руд и материалов разработаны три основных типа агломераторов: ленточный, барабанный и чашевый. Ленточный агломератор, наименее используемый для хвостов флотации, пригоден для материалов с небольшим количеством мелочи и хорошей извлекаемостью из крупных кусков руды. Для перекатывания и гранулирования частиц применяется конвейер с уклоном или же имеющий пороги, число которых зависит от количества мелочи: для твердых кремниевых руд с содержанием 5 % мелочи (-0, 15 мм) - 2-3 порога, 10-15 % (-0, 15 мм) - 4-5 порогов. Окомкование происходит при скатывании руды на стадии разгрузки по наклонному желобу (ленте). В барабанном агломераторе (Рисунок 43, Рисунок 44) образуется широкий диапазон гранул по крупности. Степень прочности гранул зависит от размера и производительности оборудования. Время пребывания гранул в аппарате определяют по эмпирической формуле
где Т — время пребывания частиц в барабане, мин; А — угол естественного откоса материала, градус; В — угол наклона барабана, градус; N — частота вращения барабана, об/мин; L — длина барабана, фут; D — диаметр барабана, фут. Крупность гранул и их прочность растет с увеличением времени Т, скорость роста достигает максимума при оптимальном содержании влаги. Отношение L: D сохраняется постоянным (от 2 до 4), угол наклона обычно 7°, время пребывания зависит от нагрузки и поддерживается постоянным. Производительность аппарата линейно зависит от диаметра барабана. В качестве футеровки в аппаратах используют гибкую резиновую прокладку для исключения образования в барабане бесформенных гранул и чересчур крупных кусков. Барабанный окомкователь получил наибольшее распространение при агломерации весьма тонкого материала (хвостов флотации).
Рисунок 43 – Схема барабанного окомкователя. 1 – загрузочный конвейер; 2 – окомкователь; 3 – грохот для отделения мелочи; 4 – система конвейеров; 5 – конвейер для транспортирования окатышей; 6 – вращающаяся фреза.
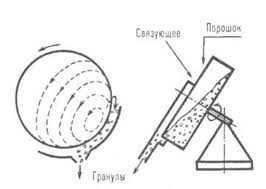
Рисунок 44 – Барабанный окомкователь «ОрскМетМаша» В чашевом окомкователе (Рисунок 46, Рисунок 45) используют плоскую наклонную тарель. Окатыши получаются однородными и очень прочными. Этот тип агломераторов используется редко. При точном соблюдении режима окомкования и отсутствия колебаний в составе и влажности чашевые окомкователи могут работать в открытом цикле и давать равномерный по крупности продукт.
Рисунок 45 – Схема чашевого окомкователя.
Рисунок 46 – Чашевый окомкователь. При окусковании руд и отвалов руду агломерируют с добавкой 2, 5—5 кг/т портланд-цемента, смачивают водой или крепким цианистым раствором до 8-16 % влажности, руда механически перекатывается и выдерживается определенное время перед формированием штабеля. Добавляемый цемент обычно обеспечивает щелочную среду, необходимую для цианирования. После окускования и формирования штабеля осуществляется стандартная технология КВ. При окусковании тонкоизмельченного материала режим и параметры гранулирования иные. Вяжущее - обычно смесь извести и цемента по 4—6 кг каждого на 1 т исходного продукта, влажность -16—22 %, время выдержки - 72 ч и более; влагу (или цианидный раствор) подают в тонкодисперсном виде или в форме капель. Аппарат для окомкования должен обеспечивать вращательное движение, а не перекатывание или перемещение. В этом случае в качестве аппаратов предпочтительнее барабаны, чем ленточные агломераторы.
Агломерация дробленой руды
Кучное выщелачивание в штате Аризона. Кучное выщелачивание серебра с предварительным окускованием организовано близ Томб-стауна, где добывают руду двух сортов - старую забалансовую и свежую рядовую с разным содержанием серебра (нижний предел -34 г/т Ag). За сутки добывают и окусковывают примерно 2000 т руды. Руду из склада подают на дробильную фабрику, где измельчают до 12 мм в три стадии с грохочением. Сначала в щековой дробилке до -37 мм, затем во второй и третьей стадии - в коротко-конусных дробилках с грохочением. Известь (3 кг/т) как вяжущее подают для окускования на вторую стадию дробления. Дробленая руда и известь поступает на склад с небольшим увлажнением для пылеподавления. Руду окомковывают на реверсивном ленточном окомкователе размером 1, 2x7, 6 м, установленном под углом 35-45°, с производительностью до 200 т/ч. Угол наклона и скорость движения ленты выбирают такими, чтобы руда успела окомковаться. В нескольких местах по длине ленты разбрызгивают воду для обеспечения влажности руды до 10—12 %. Окускованную руду складируют, со склада перевозят самосвалами на расстояние 150 м на площадку для отсыпки штабеля; размер площадки 4000 м2. Всего на этой площадке выщелачивают пять штабелей высотой 3-3, 4 м, из них три находятся в разной стадии отработки, два других или готовятся к выщелачиванию, или удаляются с площадки. Штабели орошают цианистым раствором (рН — 10, 5, концентрация 1 кг/т) с расходом 0, 005 л/см2. Раствор дренирует в канавы, выложенные пластиком. Цикл выщелачивания и промывки длится семь дней. Руду после выщелачивания (хвосты) перемещают на дополнительную площадку, где еще орошают цианистым раствором 1 день в месяц для доизвлечения металла. Серебро осаждается из раствора цинковой пылью. Осадок перерабатывают на месте с получением сплава Доре, который перевозят на аффинаж. До введения операции окомкования KB осуществляли с низкими показателями: из руды крупностью -75 мм за 90 дней извлекали только 37 % серебра. Возникали серьезные проблемы с перколяцией. Окомкование позволило мельче дробить руду с дополнительным раскрытием серебра, повысив извлечение до 90 % и сократив цикл выщелачивания до 7 дней. Окомкование хвостов
Окомкование и кучное выщелачивание золота на юге Центральной Невады. Хвосты в этом районе были переработаны с помощью окомкования и кучного выщелачивания. Хвосты образовались в результате работы золотоизвлекательного завода по схеме с цианированием еще в начале века. Руда была с большим содержанием сульфидов, и извлечение золота было низким. За 70 лет хвосты подверглись естественному окислению и сульфиды перешли в растворимый сульфат. Пульпа с содержанием 50 % твердого компонента имеет рН — 1, 7. Хвосты крупностью -0, 074 мм составляют 65 %, содержание золота - 2, 7 г/т. Максимальное извлечение золота цианированием с перемешиванием достигает 83 %. Хвосты погрузчиком перевозили на фабрику окомкования, они поступали в бункер, оттуда — на барабанный окомкователь (2, 6x6, 7 м), основой которого был барабан для подогрева асфальта. Барабан вращался с частотой 10, 5 об/мин, угол наклона его в сторону разгрузки 4°, имел внутренние лопатки - лифтеры из транспортерной ленты. По центру барабана располагалась труба для капельного орошения на 3/4 всей длины. Через эту трубу подавался известково-цементный раствор для обеспечения влажности материала 12—14 %. Расход извести - 25 кг/т, цемента - 5 кг/т. Большое количество извести необходимо для перехода рН от 1, 7 до 10, 5. На расстоянии 1, 2 м от разгрузки внутри барабана был сделан порог высотой 30 см для увеличения времени пребывания материала в барабане. Свежие окатыши бережно перевозили и некоторое время выдерживали.
Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 1427; Нарушение авторского права страницы