
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Погрешности измерений. Классификация погрешностей измерения. Законы распределения случайных погрешностей.Стр 1 из 5Следующая ⇒
Рис. 5.3. Структура комплекса стандартов ИСО 9000: 2000 система менеджмента качества – это управляющая система, используемая руководством и менеджментом компании для решения внутренних задач управления, подкрепленная соответствующей организационной структурой, подходами, процессами, ресурсами. Во главу угла ставится цель существования компании, которая разрабатывает систему стратегического планирования и средства реализации планов в течение года с действиями по внедрению изменений и управлением процессами и ресурсами. Система менеджмента качества всегда должна быть составной частью общей системы управления и руководства организацией. Принципы менеджмента качества: 1) Ориентация на потребителя. Организации зависят от своих потребителей, и поэтому должны понимать их текущие и будущие потребности, выполнять их требования и стремиться превзойти их ожидания. 2) Лидерство руководителя. Руководители обеспечивают единство цели и направления деятельности организации. Им следует создавать и поддерживать внутреннюю среду, в которой работники могут быть полностью вовлечены в решение задач организации. 3) Вовлечение работников. Работники всех уровней составляют основу организации, и их полное вовлечение дает возможность организации с выгодой использовать их способности. 4) Процессный подход. Желаемый результат достигается эффективнее, когда деятельностью и соответствующими ресурсами управляют как процессом. 5) Системный подход к менеджменту. Выявление, понимание и менеджмент взаимосвязанных процессов как системы содействуют результативности и эффективности организации при достижении ее целей. 6) Постоянное улучшение. Постоянное улучшение деятельности организации в целом следует рассматривать как ее неизменную цель. 7) Принятие решений, основанных на фактах. Эффективные решения основываются на анализе данных и информации. 8) Взаимовыгодные отношения с поставщиками. Организация и ее поставщики взаимозависимы, и отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
17. Цели и задачи сертификации. Современные тенденции развития сертификации. Сертификация – деятельность по подтверждению соответствия продукции установленным требованиям Сертификация направлена на достижение следующих целей: - создание условий для деятельности предприятия, учреждений, организаций и предпринимателей на едином товарном рынке Российской Федерации, а также для участия в международном экономическом, научно-техническом сотрудничестве и международной торговле; - защита отечественного рынка и интересов потребителей от поступления зарубежной продукции низкого качества; - содействие потребителям в компетентном выборе продукции; - содействие экспорту и повышение конкурентоспособности продукции; - защита потребителя от недобросовестности изготовителя (продавца, исполнителя); - контроль безопасности продукции для окружающей среды, жизни, здоровья и имущества; - подтверждение показателей качества продукции, заявленных изготовителями. В мировой и отечественной практике применяются различные методы подтверждения соответствия объектов заданным требованиям, которые выполняются разными сторонами – изготовителями, продавцами, заказчиками, а также независимыми от них органами и организациями. Последними, в частности, могут быть государственный надзор за соблюдением обязательных требований стандартов, деятельность органов технического и санитарного надзора за безопасностью, ведомственный контроль и приемка продукции для государственных нужд (государственный резерв, заказы на оборонную продукцию и т.д.). За рубежом в настоящее время главным доказательством подтверждения соответствия является декларация о соответствии, предоставляемая изготовителем от своего имени и под свою ответственность. В рамках Европейского Союза производится подтверждение соответствия Европейским Директивам, основные требования которых обязательны для исполнения. Европейские Директивы содержат общие требования по безопасности для определенной группы продукции, например, машин, строительной продукции, индивидуального защитного устройства, игрушек, медицинской продукции и др. Продукция может быть выпущена на европейский рынок только тогда, когда она отвечает требованиям всех касающихся ее директив. 18. Основные понятия и определения в области сертификации. Обязательная и добровольная сертификация. Система сертификации – совокупность участников сертификации, осуществляющих сертификации по правилам, установленным в этой системе. Система сертификации однородной продукции – система сертификации, относящаяся к определенной группе продукции, для которой применяются одни и те же конкретные стандарты и правила и та же самая процедура. Центральный орган системы сертификации – орган, возглавляющий систему сертификации однородной продукции. Орган по сертификации – орган, проводящий сертификацию соответствия определенной продукции. Испытательная лаборатория (испытательный центр) – лаборатория (центр), которая проводит испытания (отдельные виды испытаний) определенной продукции (далее – испытательная лаборатория). Сертификат соответствия – документ, выданный по правилам системы сертификации для подтверждения соответствия сертифицированной продукции установленным требованиям. Знак соответствия – зарегистрированный в установленном порядке знак, который по правилам, установленным в данной системе сертификации, подтверждает соответствие маркированной им продукции установленным требованиям. Аккредитация испытательной лаборатории или органа по сертификации – процедура, посредством которой уполномоченный в соответствии с законодательными актами Российской Федерации орган официально признает возможность выполнения испытательной лабораторией или органом по сертификации конкретных работ в заявленной области. Инспекционный контроль за соблюдением правил сертификации (за деятельностью аккредитованных органов по сертификации, испытательных лабораторий) – проверка, осуществляемая с целью установления продолжения соответствия продукции заданным требованиям, подтвержденным при ее сертификации. Заявитель – предприятие, организация, лицо, обратившиеся с заявкой на проведение аккредитации или сертификации. Способ (форма, схема) сертификации – определенная совокупность действий, официально принимаемая (устанавливаемая) в качестве доказательства соответствия продукции заданным требованиям (далее – схема сертификации). Идентификация продукции – процедура, посредством которой устанавливают соответствие представленной на сертификацию продукции, требованиям, предъявляемым к данному виду продукции (в нормативной и технической документации, в информации о продукции). Обязательная сертификация осуществляется в случаях, предусмотренных законодательными актами РФ. Организацию и проведение работ по обязательной сертификации осуществляет Комитет Российской Федерации по стандартизации, метрологии и сертификации (Госстандарт России). По отдельным видам продукции организацию и проведение работ по обязательной сертификации осуществляют другие государственные органы управления РФ, если это предусмотрено ее законодательными актами. Этот вид сертификации является средством государственного контроля безопасности продукции. Добровольная сертификация проводится по инициативе юридических лиц и граждан на основе договора между заявителем и органом по сертификации.
19. Нормативно-правовое обеспечение работ в области сертификации. Нормативную сферу государственной сертификации можно представить в виде совокупности сферических уровней (рис. 5.4). Нормативные акты каждого из этих уровней и все вместе обеспечивают правовое и функциональное осуществление работ по сертификации и соединение сертификационного пространства России с аналогичными пространствами других государств 20. Система сертиикации ГОСТ РФ Госстандарт России выполняет следующие основные функции: - формирует и реализует государственную политику в области сертификации, устанавливает общие правила и рекомендации по проведению сертификации на территории Российской Федерации; - проводит государственную регистрацию систем сертификации и знаков соответствия и ведет их --государственный реестр; - публикует официальную информацию о правилах сертификации, о действующих системах сертификации и знаках соответствия; - готовит предложения о присоединении к международным (региональным) системам сертификации; - в установленном порядке заключает соглашения с международными (региональными) организациями о взаимном признании результатов сертификации (сертификатов, знаков соответствия, протоколов испытаний); - представляет Российскую Федерацию в международных и региональных организациях по вопросам сертификации; - рассматривает апелляции по вопросам сертификации. 21. Схемы сертификации. Описание возможных схем сертификации Схема 1 предусматривает проведение испытаний типового образца (пробы) продукции в аккредитованной испытательной лаборатории. Схема 2 предусматривает дополнение к схеме 1 (после выдачи сертификата на продукцию) – последующий инспекционный контроль за сертифицированной продукцией путем испытаний образца, взятого у продавца, проводимых в аккредитованной испытательной лаборатории. Схема 2а предусматривает дополнение к схеме 2 (до выдачи сертификата на продукцию) – анализ состояния производства сертифицируемой продукции. Схема 3 предусматривает дополнение к схеме 1 (после выдачи сертификата на продукцию) – последующий инспекционный контроль за сертифицированной продукцией путем испытаний образца, взятого со склада готовой продукции изготовителя перед отправкой его потребителю, проводимых, как правило, в аккредитованной испытательной лаборатории. Схема 3а предусматривает дополнение к схеме 3 (до выдачи сертификата на продукцию) – анализ состояния производства сертифицируемой продукции. При этом, если это предусмотрено правилами сертификации однородной продукции, в процессе проведения инспекционного контроля сертифицированной продукции у изготовителя может быть проведен контроль состояния производства. Схема 4 основывается на проведении испытаний образца продукции (как в схемах 1–3) с последующим инспекционным контролем за сертифицированной продукцией путем проведения испытаний образцов, взятых как у продавца, так и у изготовителя. Схема 4а предусматривает дополнение к схеме 4 (до выдачи сертификата на продукцию) – анализ состояния производства сертифицируемой продукции. При этом, если это предусмотрено правилами сертификации однородной продукции, в процессе проведения инспекционного контроля сертифицированной продукции у изготовителя может быть проведен контроль состояния производства. Схема 5 основывается на проведении испытаний продукции и сертификации производства или сертификации системы качества изготовителя с последующим инспекционным контролем за сертифицированной продукцией путем проведения испытаний образцов, взятых у продавца и у изготовителя, а также контроля стабильности условий производства и функционирования системы качества. Схема 6 предусматривает проведение сертификации системы качества у изготовителя, которую выполняет аккредитованный орган. Для продукции, произведенной изготовителем, получившим сертификат на систему качества применительно к производству данной продукции, основанием для выдачи сертификата может служить заявление-декларация изготовителя о соответствии продукции установленным требованиям (если это определено правилами сертификации однородной продукции). Схема 7 предусматривает испытание выборки образцов, отобранных из партии изготовленной продукции, в аккредитованной испытательной лаборатории. Схема 8 предусматривает испытания каждого изготовленного образца в аккредитованной испытательной лаборатории.
22. Правила и порядок проведения сертификации продукции. Сертификация продукции включает:
23. Требования к органам по сертификации и испытательным лабораториям и порядок их аккредитации. Орган по сертификации для осуществления своей основной задачи выполняет следующие функции: - обеспечивает распределение функций, ответственности, взаимодействие персонала при реализации всех функций органа; - разрабатывает организационно-методические документы по функционированию органа с обоснованными процедурами и схемами сертификации; - формирует (комплектует) и актуализирует фонд нормативных документов, используемых для сертификации в соответствии с областью аккредитации; - осуществляет сертификацию продукции в соответствии с документами; - регистрирует и выдает сертификаты соответствия и лицензии на применение знака соответствия (или сам применяет знак) в отношении сертифицированной продукции; - осуществляет анализ и учет зарубежных сертификатов, протоколов испытаний и иных свидетельств соответствия продукции установленным требованиям; - проводит инспекционный контроль за сертифицированной продукцией (по схемам сертификации) с привлечением, при необходимости, территориальных органов Госстандарта России и других организаций; - отменяет или приостанавливает действие выданных им сертификатов и лицензий, принимает участие в разработке корректирующих мероприятий, контролирует их выполнение; - взаимодействует с испытательными лабораториями и другими органами по сертификации (в том числе и других стран), национальным органом Российской Федерации по сертификации; - взаимодействует с изготовителями (продавцами) продукции, с организациями, осуществляющими государственный контроль и надзор за продукцией, с потребителями и общественными организациями; - осуществляет внутреннюю проверку и обеспечивает свое соответствие требованиям, предъявляемым к органу по сертификации в системе сертификации ГОСТ Р, и требованиям, установленным в системах сертификации однородной продукции; - ведет документацию по всем вопросам своей деятельности; - обеспечивает доступность к этой документации органов, проводящих инспекционный контроль за его деятельностью; - подготавливает отчеты для Госстандарта России в установленном порядке; - обеспечивает информацией о результатах сертификации, в том числе о продукции, не прошедшей сертификацию, или о выявленных нарушениях и несоответствии продукции установленным требованиям, все заинтересованные стороны.
Аккредитованная испытательная лаборатория выполняет следующие функции: - проводит испытания и выдает протоколы испытаний по правилам системы сертификации в пределах области аккредитации. Обеспечивает достоверность, объективность и требуемую точность результатов испытаний; - приостанавливает (прекращает) проведение испытаний и выдачу протоколов испытаний для целей сертификации в системе в случае приостановки действия (отмены) аттестата аккредитации и (или) приостановки действия (аннулирования) лицензии; - создает необходимые условия для проведения Госстандартом России инспекционного контроля за деятельностью испытательной лаборатории, в том числе представляет всю необходимую документацию, обеспечивает доступ лиц, уполномоченных на проведение инспекционного контроля, ознакомление их с результатами проверок деятельности, проведенных самой испытательной лабораторией, участие персонала лаборатории в инспекционном контроле; - представляет в Госстандарт России информацию о деятельности испытательной лаборатории; - своевременно извещает о связанных с деятельностью по проведению испытаний структурных и качественных изменениях, а также изменениях юридического адреса и платежных реквизитов; - не разглашает сведения, составляющие коммерческую тайну изготовителя (продавца, исполнителя). 24. Гос реестр системы сертификации. 25. Государственная метрологическая служба в РФ. Нормальная база. Гос метрологический контроль и надзор.
Основные понятия о физических величинах. Измерение. Размер. Классификация физических величин и единиц. Международная система единиц(СИ). Существуют различные физические объекты, обладающие различными физическими свойствами количество которых неограничено. Среди них можно выделить ограниченное количество свойств общих качественным отношением для различных объектов, но индивидуальных для каждого из них в количественном отношении. Эти свойства называются физическими величинами. Их различие в качественном и количественном отношении. Качественная сторона определяет вид физической величины (например электрическое сопротивление), а количественная ее размер (например R конкретного резистра). Количественное содержание свойства общее в количественном отношении для множества объектов и соответствует понятию физическая величина для конкретного объекта – размер физической величины. Размер физической величины существует объективно, т.е. независимо от того… В результате измерения получается значение физической величины. Измерение – нахождение значения физической величины опытным путем с помощью спец технических средств. Найденное значение называют результатом измерения. В определении измерения отражаются следующие главные признаки этого понятия: 1) измерять можно свойства реально существующих объектов, т.е. физические величины. 2) измерение требует проведения опытов, т.е. теоретические рассуждения или расчеты не могут заменить эксперимент и не являются измерением. 3) измерение производится с помощью спец технических средств – средств измерения, приводимых во взаимодействие с материальным объектом. 4) результатом измерения являются значения физической величины. Принципиальная особенность измерения заключается в отражении физической величины чилом. И значение физ величины должно быть не просто числом, а числом именованным, т.е. результат измерения должен быть выражен в определенных единицах, принятой дя данной величины, только в этом случае результирующее измерение, производимое с помощью различных средств измерений и разными экспериментаторами могут быть сопоставимы. Совокупность величин, связанных между собой зависимостью образует систему физ величины. Одни из них называются основными, другие производными. Размер единицы физ величины может быть любым, однако измерения должны выполняться в общепринятых единицах, в частности в России принята система СИ.
Виды измерений. Измерения как экспериментальный процессы весьма разнообразны. Это объясняется множеством экспериментальных величин, различным характером измерения величин, различными требованиями точности измерения и другие. Наиболее распространена классификация видов измерений в зависимости от способа обработки экспериментальных данных. В соответствии с этой классификацией измерения делятся на прямые, косвенные, совместные и совокупные. Прямые измерение – это измерение, при котором искомое значение физ величины находится непосредственно из опытных данных в результате выполнения измерений. Пример – измерение напряжение ваттметром. Косвенное измерение – измерение, при котором искомое значение величины находится на основании известной зависимостью между этой величиной и величинами, подвергаемыми прямым измерениям. Пример – сопротивление резистора находим на основании закона Ома подстановкой значений I и U получаемых в результате измерения. Совместное измерение – одновременное измерение нескольких неодноименных величин, для нахождения зависимости между ними. При этом решается система уравнений. Пример: определение зависимости R от температуры. При этом измеряются неодноименные величины, по результатам измерений определяется зависимость. Совокупное измерение – одновременное измерение нескольких одноименных величин, при котором искомые значения величин находятся решением системы уравнений, состоящих из результирующих прямых измерений различных сочетаний этих величин. Пример: измерение сопротивления резистров соединенных треугольником. При этом измеряется значение R между вершинами. По результатам определяются R резистров. Взаимодействие средств измерения с объектом основано на физических явлениях, совокупность которых составляет принцип измерений, а совокупность приемов использования принципа и средств измерений называется методом измерений. Числовое значение измеряемой величины получается путем ее сравнения с известной величиной, воспроизводимой определенным видом средств измерений – мерой.
28. Методы измерений. В зависимости от способов применения меры или величины различают метод непосредственной оценки и методы сравнения с мерой. При методе непосредственной оценки значение измеряемой величины определяется непосредственно по отсчетному устройству измерительного прибора, шкала которого была заранее проградуирована с помощью многозначной меры, воспроизводящей известные значения измеряемой величины. Пример: измерение U с помощью вольтметра. Методы сравнения с мерой – это методы, при которых производится сравнение измеряемой величины и величины воспроизводимой мерой. Сравнение может производится либо непосредственно, либо через другие величины однозначно связанных между собой. Отличительной чертой методов сравнения является участие в процессе измерения меры известной величины, однородной с измеряемой. Группа методов сравнения с мерой включает в себя следующие методы – нулевой, дифференциальный и совпадения. При нулевом методе измеряется разность измеряемой величины и известной величины. Разность эффектов производимых измеряемой и известной величины сводится в процессе измерений к нулю, что фиксируется спец прибором – индикатором. При высокой точности мер, воспроизводимых известной величиной и большой чувствительности нуль-индикатора достигается высокая точность – измерение R 4-плечным мостом. При дифференциальном методе разность измеряемой величины и известной, воспроизводимой мерой измерения с помощью измерительного прибора. Неизвестная величина определяется по известной и известной разности. В этом случае уравнение измеряемой и измеренной величины производится неполностью и в этом заключается отличие дифференциального метода от нулевого. Дифференциальный метод также может обеспечить высокую точность измерения. Если известная величина воспроизводится с высокой точностью, а разность между известной и неизвестной величинами мала. При методе замещения производится поочередное подключение на вход прибора измеряемой величины, известной величины и по вторичным показаниям прибора оценивают значение неизвестной величины. Пример: измерение малого напряжения с помощью высокочувствительного гальванометра, к которому сначало подкючают источник неизвестного напряжения, определяют отклонение стрелки, затем с помощь регулированного источника и добиваются такого же отклонения стрелки, при известном напряжении = неизвестном. При методе совпадения измеряется разность между измеряемой величиной и величиной, воспроизводимой мерой, используя совпадения отметных шкал или периодических сигналов.
Нормирование точности поверхностей подшипников качения и их сопряжений с валами и корпусами. Особенности системы допусков и посадок подшипников качения. Обозначение полей допусков и поадок подшипников качения на чертежах. Градация точности подшипников качения. Взаимозаменяемость подшипников качения определяется следующими требованиями к точности: 1) точностью присоединительных размеров d, D, ширины кольца В; точностью формы и расположения поверхностей колец подшипников и их шероховатости; 2) точностью вращения, характеризуемой радиальным и осевым биениями дорожек качения и торцов колец; 3) точностью рабочего зазора g — зазора между телами качения и дорожками качения при установившемся рабочем режиме и температуре. Чем меньше зазор, тем равномернее распределяется нагрузка на тела качения. С учетом требований к точности по ГОСТ 520 - 89 установлено пять классов точности подшипников, обозначаемых (в порядке повышения) 0; 6; 5; 4; 2. Для большинства механизмов общего назначения применяют подшипники класса точности 0. Подшипники более высоких классов точности применяют при больших частотах вращения и в случаях, когда требуется высокая точность вращения вала (например, для шпинделей шлифовальных и других прецизионных станков, для авиационных двигателей, приборов). Класс точности указывают через тире перед условным обозначением подшипника, например 6-205 (6 - класс точности подшипника). Подшипники качения – очень нежные детали, имеют тонкие, хрупкие кольца и в свободном состоянии подшипники имеют овальность. Но при монтаже на вал кольца принимают правильную цилиндрическую форму, и овальность исчезает. Для обеспечения взаимозаменяемости подшипников качения овальность и средняя конусообразность отверстия и наружной цилиндрической поверхности колец не должны превышать 50% допуска на диаметры Dm, dm. Средние диаметры dm и Dm определяют расчетом как среднее арифметическое наибольшего и наименьшего диаметров, измеренных в двух крайних сечениях кольца:
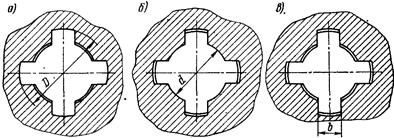
В связи с этим допуски для подшипников качения назначаются на следующие размеры: 1) на D и d; 2) на Dm и dm; 3) на В. Допуски и посадки шлицевых соединений с прямобочным профилем. Параметры шлицевых соединений с прямобочным профилем. Методы центрирования. Обозначение допусков и посадок шличевых соединений на чертежах. Наиболее важными преимуществами шлицевых соединений перед шпоночными является возможность передачи больших крутящих моментов, высокая прочность и надежность соединения, повышенная точность центрирования и направления втулок на валу. Шлицевые соединения в зависимости от профиля зубьев разделяются на прямобочные, эвольвентные и треугольные. Наиболее распространены шлицевые соединения с прямобочным профилем. Они используются в подвижных (с зазором) и неподвижных (с натягом) соединениях (рис. 1).
Рис. 1. Прямобочные шлицевые соединения при центрировании: а - по наружному диаметру D, б - по внутреннему диаметру d, в - по боковым сторонам b Размеры шлицевых соединений регламентированы по ГОСТ 1139-80. Основные размеры: D - наружный диаметр соединения; d - внутренний диаметр соединения; b - ширина шлица; z - количество шлицев. Используют три способа центрирования: по наружному диаметру соединения (по D), по внутреннему диаметру соединения (по d) и по боковым поверхностям зубьев и впадин (по b). Центрирование по D используется для подвижных и неподвижных соединений, при передаче небольших крутящих моментов и в других соединениях, подвергаемых малому износу. Для обеспечения этого сопряжения втулка должна изготовляться с относительно небольшой твердостью, чтобы обеспечить обработку чистовой протяжкой. Вал может иметь большую твердость и обрабатывается шлифованием по наружному диаметру. Этот способ центрирования наиболее простой и экономичный. Центрирование по d используется для получения высокой точности в отношении совмещения осей вала и втулки. Объясняется это тем, что отверстия по внутреннему диаметру и у вала, и у втулки могут быть окончательно обработаны шлифованием. Эти соединения используются, когда вал и втулка должны иметь большую твердость. Этот способ дорогой, но наиболее точный. Центрирование по bиспользуется, когда необходимо передать большие крутящие моменты особенно при знакопеременной нагрузке, с реверсированием. При этом способе не обеспечивается высокой точности центрирования, и поэтому он применяется значительно реже, чем два других. Посадки шлицевых соединений назначаются по параметру центрирования и боковым сторонам шлицев. Таким образом, имеются три варианта назначения посадок: 1) по D и b; 2) по d и b; 3) по b. При этом поля допусков по центрирующим параметрам шлицевого соединения взяты из ГОСТ 25347-82 для гладких соединений. 59. Классицикация цилиндрических передач и основные требования, предъявляемые к ним. Степени точности зубчатых колес и передач. Нормы точности. Обозначение степеней точности зубчатых передач на чертежах. Зубчатые передачи классифицируются по назначению: 1) отсчетные; 2) быстроходные; 3) силовые; 4) общего назначения. 1. Отсчетные передачи применяются в измерительных механизмах и приборах, делительных механизмах станков. Передачи работают при малых скоростях и малых нагрузках, имеют малый модуль и мелкие зубья. Основное требование: высокая кинематическая точность, то есть высокое постоянство передаточного отношения. 2. Быстроходные зубчатые колеса используются в газотурбинных двигателях. Работают при высоких скоростях и больших нагрузках. Основное требование: высокая плавность работы. 3. Силовые передачи применяются в редукторах рольгангов и прокатных станов, а также в грузоподъемных машинах. Работают при малых скоростях и очень больших нагрузках. Основное требование: высокая полнота контакта между боковыми поверхностями зубьев колес. 4. К передачам общего назначения не предъявляются особые требования, главное, они должны обладать достаточно высокой работоспособностью и ресурсом (5-10 тыс. часов работы). Два колеса являются взаимозаменяемыми, если они имеют одинаковый модуль, одинаковое число зубьев, одинаковую ширину и один и тот же характер посадки на вал. Допуски цилиндрических зубчатых передач нормируются по ГОСТ 1643-81 для m ³ 1 мм и ГОСТ 9178-81 для m < 1 мм. Допуски цилиндрических зубчатых передач нормируются по ГОСТ 1643-81 при модуле m = 1¸ 55 мм, делительном диаметре d до 6300 мм, ширине венца bw до 1250 мм. Предусмотрено 12 степеней зубчатых колес с 1 по 12. Самая точная – первая степень. Боковой зазор и его влияние на работоспособность передачи. Виды сопряжений зубчатых колес, определяемые величиной гарантированного бокового зазора. Обозначение степеней точности зубчатых передач на чертежах. Реальная передача, в отличие от идеальной, является однопрофильной, то есть контакт зубьев передачи происходит по одной боковой поверхности, а по другой боковой поверхности зуба предусмотрен зазор.
1) силовых деформаций зубьев; 2) температурных деформаций зубьев; 3) погрешности изготовления зубчатых колес; 4) погрешности сборки зубчатых передач; 5) для размещения смазки. Стандартом предусмотрен наименьший гарантированный боковой зазор jnmin, которым является наименьший предписанный боковой зазор, не зависящий от степени точности колес и передачи (рис)
Независимо от степени точности изготовления колес передачи, предусмотрено шесть видов сопряжений: A, B, C, D, E, H, определяющих различные значения jnmin. A - увеличенный боковой зазор (3-12 степени точности); B - нормальный боковой зазор (3-11 степени точности); C - уменьшенный боковой зазор (3-9 степени точности); D - уменьшенный боковой зазор (3-8 степени точности); E - малый боковой зазор (3-7 степени точности); H - нулевой боковой зазор (3-7 степени точности); На боковой зазор установлен допуск Tjn, определяемый разностью между наибольшими и наименьшими зазорами. Установлено восемь видов допуска Tjn на боковой зазор: a, b, c, d, h, x, y, z (рис. 5).
!. Обозначение на чертежах степеней точности, видов сопряжений и видов допусков бокового зазора зубчатых колес и передач
Точность зубчатых колес и передач обозначают степенью точности, а требования к боковому зазору - видом сопряжения по нормам бокового зазора. Примеры условного обозначения: 7 - С ГОСТ 1643-81 - цилиндрическая передача со степенью точности 7 по всем трем нормам, с видом сопряжения зубчатых колес С и соответствием между видом сопряжения и видом допуска на боковой зазор (вид допуска с), а также между видом сопряжения и классом отклонений межосевого расстояния; Популярное:
|
Последнее изменение этой страницы: 2016-03-16; Просмотров: 1370; Нарушение авторского права страницы

 ;
;  .
.
 Этот зазор необходим для компенсации:
Этот зазор необходим для компенсации: 