|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Теоретические основы процессаСтр 1 из 14Следующая ⇒
СОДЕРЖАНИЕ
Введение……………………………………………………………………………………………10 1 Технологическая часть……………………………………………………...…………………….11 1.1 Теоретические основы процесса……………………...……………………………………….…11 1.1.1 Технологическое развитие…………………………………….…..……………………...………11 1.1.2 Тиснение на книгах……………………………………………………………………...………...12 1.1.3 Печать с сухим тиснением……………………………………………...……………….…..…....12 1.1.4 Плоская печать с тиснением…………………………………………………...……….…..…….13 1.1.5 Тиснение фольгой………………………………………...……………………………….………13 1.2 Виды тиснения……………………………………………………………….……………...…….14 1.2.1 Плоское тиснение………………………………………………………………..…….………….14 1.2.2 Структурное тиснение………………………………………………………..……….………….16 1.2.3 Рельефное тиснение……………………………………………………………...………………..17 1.2.4 Блинтовое тиснение……………………………………………………………….……..………..18 1.3 Штампы для тиснения…………………………………………………….…….….……………..20 1.3.1 Штампы, изготавливаемые травлением……………………………………….….…..…………21 1.3.2 Гравированные штампы…………………………………………………………………………..22 1.3.3 Патрица (противопечатная форма)………………………………………….................………...26 1.4 Фольга для тиснения……………………………………….…………………………...…………27 1.4.1 Общее строение фольги для тиснения………………………………………...…………………27 1.4.2 Виды фольги для тиснения………………………………………………...……………………..29 1.5 Оборудование для тиснения фольгой………………………………...…………….……………34 1.6 Химические и физико-химические основы…………………………………………….………..41 1.7 Технологические основы………………………………………………………………………….46 2 Обоснование выбранного направления работы…………………………………………..……..49 3 Патентная часть……………………………………………………………...…………….………50 4 Экспериментальная часть…………………………………..…………….………………………55 4.1 Характеристика расходных материалов……………………..………………………….………55 4.2 Приборы, устройства, оборудование необходимые для проведения работы …………..……58 4.3 Описание устройства и принципа действия основного оборудования……………..………..59 4.4 Подготовка пресса и работа на нем…………………………………………………..….………61 4.5 Технологическая инструкция по тиснению латунным, магниевым штампами, на ручном прессе…………………………………………………………………………………………….……….62 4.6 Технологическая инструкция по тиснению на автоматическом прессе……………….………63 4.7 Техника безопасности при работе на позолотных прессах……………………....…………….64 4.8 Технические требования к фольге для тиснения и к качеству тиснения на перелетных крышках………………………………………………………………..………………………………....64 4.9 Методики испытаний…………………………………………………………………………….65 4.9.1 Методика определения прочности закрепления полиграфической фольги на покровном материале (химическая стойкость)……………………………..………………………………..……..65 4.9.2 Методика определения адгезии металлизированной фольги для тиснения…..…………….66 4.9.3 Методика определения стойкости металлизированной фольги к истиранию……………...66 4.9.4. Метод определения разрешающей способности тиснения………………………………..….67 4.9.5. Метод измерения глубины тиснения переплетных крышек покрытых покровным материалом и оттисненных полиграфической фольгой……………………………….………………………..….67 4.9.5.1 Метод измерения глубины тиснения переплетных крышек покрытых покровным материалом и оттисненных полиграфической фольгой с помощью микрометра…..……………..68 4.9.5.2 Метод измерения глубины тиснения переплетных крышек покрытых покровным материалом и оттисненных полиграфической фольгой с использованием цифрового микроскопа KEYNCE VH Z 100VR…………………………………………………………………………………69 4.9.5.3 Метод определения изменения глубины тиснения при различных значениях относительной влажности, протекающие в оттисненном полиграфической фольгой покровном материале, во влажной и сухой средах………………………………………………………..……………..…………71 4.9.6 Метод измерения глянца………………………………………..……..…………….…………..72 4.9.7 Методика оценки холодостойкости и теплостойкости оттисненных образцов…………….73 4.9.8 Методика подготовки образцов для проведения испытаний…………………………………74 4.9.8.1 Подготовка обоазцов для оценки глубины тиснения, глянца, адгезии, химической стойкости и стойкости к истиранию………………………………………………………………………….……74 4.9.8.2 Подготовка образцов для определения глубины тиснения при различных значениях относительной влажности……………………………………………………………………………….75 4.9.8.3 Подготовка переплетных крышек для тиснения на автоматическом и ручном прессах…………………………………………………………………………………...……………….75 5 Результаты и их обсуждения………………………………...…………………………………77 5.1 Определение глубины тиснения………………………………………………………………..77 5.2 Влияние относительной влажности на глубину тиснения……………………………………80 5.3 Определение адгезии полиграфической фольги к покровным материалам…………………84 5.4 Прочность закрепления оттисненной полиграфической фольги на покровном материале (химическая стойкость)…………………………………………………………………….……………87 5.5 Стойкость оттисненных покровных материалов к истиранию……………..………………..88 5.6 Глянец полиграфической фольги, оттисненной на переплетных крышках…………………89 5.7 Оценка холодостойкости и теплостойкости оттисненных образцов…………………...……90 5.8 Визуальное определение оптимальных режимов тиснения для всех испытываемых покровных материалов………………………………………………………………….……………………………92 6 Стандартизация………………………………………………………………….……………….99 7 Метрологическая проработка………………………..…………………………..………….….101 7.1 Обработка результатов измерений……………………………………………..……………....101 7.2 Оценка погрешности погрешности глянца ……………………………………..……………103 7.3 Акт метрологической проработки………………………………………………..……………104 8 Безопасность и экологичность работы………………………………………..……………….106 8.1 Краткая характеристика выполняемой работы…………………………..…………………...106 8.2 Основные физико-химические, токсические, взрыво- и пожароопасные характеристики веществ и материалов, применяемых в работе……………………………………………………....106 8.3 Категорирование производственных помещений и наружных установок по взрыво- и пожарной безопасности……………………………………………………….…….…………………108 8.3.1 Категорирование помещения по взрывопожароопасности………….……..……………….108 8.3.2 Безопасность производственного оборудования…………………….……..……….……….109 8.3.3 Безопасность ведения работы………………………………………….……..……….……….109 8.4 Опасные и вредные производственные факторы………………………………….…………109 8.5 Средства индивидуальной защиты…………………………………………………….………110 8.6 Микроклимат…………………………………………………….…………...…………………110 8.7 Вентиляция и отопление……………………………………………...………………………..111 8.8 Освещение……………………………………………..……………………………….……….112 8.8.1 Расчет естественного освещения…………………………….…………….………..…………112 8.8.2 Расчет искусственного освещения……………………………….………..………….……….113 8.9 Шум и вибрация…………………………………………….……………..……………………113 8.10 Электробезопасность………………………………….……………………..…………………114 8.11 Защита от статического электричества……………………………………..……….………..114 8.12 Молниезащита…………………………………………………………………..…….………..115 8.13 Пожарная профилактика, методы и средства тушения пожара……………..…….………..115 8.14 Экологичность работы…………………………………………………………..…………….116 9 Экономическая часть……………………………………………………………..……………117 9.1 Сумма затрат на основные материалы………………………………………..…….………..117 9.2 Энергетические затраты……………………………………………………..………………..117 9.3 Расходы на заработанную плату……………………………………………..…….…………119 9.4 Построение сетевого графика проведения научно-исследовательской работы…………...120 9.5 Выводы…………………………………………………………………………………….……123 10 Список использованных источников…………………………………….…………………...124
СПИСОК ПРИНЯТЫХ СОКРАЩЕНИЙ
СТР - Computer to Plate «ПИК «Идель-Пресс» - «Полиграфическо-издательский комплекс «Идел-Пресс» ПВАД – дисперсия поливинилацетатная ПМ – покровный материал
ВВЕДЕНИЕ
Тиснение фольгой можно назвать самым ярким способом отделки полиграфической продукции. Эти процессы изначально применялись в книгоиздании, а в настоящее время они получили широкое применение во многих областях полиграфии. Например, в упаковочной промышленности – облагораживание изображений деталей отдельных сюжетов в офсетной печати при производстве коробок всех видов, этикеток для влажного приклеивания и самоклеящихся этикеток. Тиснение также применяется в рекламной области – производство эксклюзивной почтовой бумаги, деловой продукции, проспектов, плакатов и дисплеев. В издательском секторе тиснение фольгой наиболее часто применяют при изготовлении поздравительных открыток, календарей и другой продукции. Так как тиснение фольгой выполняется, в том числе и по не впитывающим материалам, оно находит применение во многих отраслях промышленности при оформлении и изготовлении продукции. К таким областям относится промышленность полимеров, например, функциональное декорирование деталей для автомобильной промышленности, бытовой электроники и телекоммуникационной области. Тиснение находит применение в пишущих и чертежных инструментах, оно незаменимо при изготовлении электроприборов и в секторе домашнего хозяйства. Тиснение фольгой применяют также при нанесении шкал измерительных приборов, параллельно осуществляя декоративное оформление изделия, вплоть до запечатки больших площадей. Еще одна область применения тиснения фольгой – обувная, кожевенная и мебельная промышленности.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ Технологическое развитие
В конце XV в. начинается технологическое развитие тиснения, которое происходило параллельно с развитием высокой книжной печати Гуттенберга. На основе его шпиндельно-винтового пресса для книжной печати, разработали первые прессы для тиснения, обеспечившие повышенное давление прижима, что дало возможность применения для тиснения больших плит (штампов), во многих случаях изготовленных из латуни. Машинное тиснение листового золота позднее было значительно облегчено с изобретением в 1855 г. нагреваемых кривошипно-коленного и позолотного прессов. До этого плиты для тиснения было необходимо постоянно раздельно нагревать. Технический прогресс расширял спектр применения технологии тиснения. С конца XVIII в. Переплетчики изготавливали первые бумажные изделия, как, например, поздравительные и визитные карточки, применяя рельефное тиснение.
Тиснение на книгах
Современная техника тиснения и полиграфии до начала XIX в. развивалась, главным образом, на книжных переплетных предприятиях и в книжных типографиях. В VI-Х вв. были предприняты первые попытки применения техники тиснения при изготовлении книг. В Египте создавалось большое число книжных переплетов, оформленных блинтовым или бескрасочным тиснением, а вскоре после этого появились первые переплеты, украшенные золотом. В Венеции книжные переплетчики позаимствовали тиснение листовым золотом от арабов в середине XV в. Для этих золотых тиснений применялись листовое золото или более дешевые сплавы золота. К этому времени уже делали цветное тиснение, которое, однако, применялось очень редко. Таким образом, европейские переплетчики владели уже со второй половины XV в. секретами: - бескрасочного (блинтового) тиснения; - цветного тиснения; - тиснения листовым золотом. Появились простые для применения штампы из железа и латуни, которые можно было использовать для передачи фигурных и орнаментальных тиснений, с их помощью также можно было отображать буквы и цифры. Были разработаны и так называемые чеканные инструменты для передачи простых прямых линий. Их можно сравнить с тупым ножом. Дальнейшее совершенствование этих инструментов привело к созданию филетов, имеющих длинную волнистую гравированную поверхность. Позднее появились также ролевые штампы. Прокатывая их по коже, изготавливали повторяющиеся украшения любой длины. Нагретые штампы могли применять для тиснения листовым золотом. Для обеспечения хорошего сцепления листового золота с материалом кожу грунтовали яичным белком или клеевой водой.
Печать с сухим тиснением
Наряду с тиснением листового золота на книжных переплетах посредством прессов высокой печати в конце XVII в. появился другой способ тиснения золотом цветных бумаг. Цветные бумаги использовались, например, для изготовления текстов торжественных речей, поздравлений и дипломов о дворянстве. Также они применялись как благоприятная альтернатива для оформления книжных переплетных крышек. Для тиснения использовались прессы с медными валами. Между двумя расположенными один над другим валиками горизонтально проходила горячая гравированная медная пластина. На медной пластине укладывались листочки золота, цветная бумага, а роль формы противодавления выполнял мягкий войлок. Этот способ применялся до начала XIX в. Печать с сухим тиснением назвали так потому, что все красочные и листовые металлы на всех стадиях печатного процесса использовались только в сухом виде.
Плоская печать с тиснением
В конце XVII в. был создан способ нанесения цветного тиснения, в котором использовались жидкие печатные краски. Он характеризовался бесцветным тиснением на цветном фоне. Процесс тиснения проходил в один этап, причем плоские участки печатной формы для тиснения окрашивались, а пробельные участки клише, осуществлявшие тиснение - нет. Плоская печать с тиснением нашла применение благодаря первым простым винтовым или шпиндельным прессам в XIX в. при изготовлении различных марок для заклейки полиграфической продукции и производстве почтовых марок с помощью специально сконструированной для этой цели машины. В настоящее время этот способ едва ли имеет значение и редко применяется.
Тиснение фольгой
В XIX в. были основаны первые специальные фирмы для изготовления бумажных изделий. В это время начинается также история современного тиснения фольгой. Тиснение фольгой представляет собой способ сухой печати и почти полностью заменило тиснение листовым золотом. Сегодня это самый распространенный способ тиснения. Тиснение цветной или металлизированной фольгой тесно связано с именем Эрнста Ёзера, который был квалифицированным переплетчиком. Проблема нанесения светлых и белых печатных красок на фотокартон темных цветов привела его к созданию белой фольги, которая могла быть нанесена на поверхность, покрывая ее без пробелов, посредством нагреваемых прессов для тиснения. Эрнст Ёзер смешивал воду с желатином, глицерином и белой минеральной краской и распределял жидкую массу тонким слоем на стеклянной пластине. Полученная после отверждения готовая фольга для тиснения могла быть снята со стеклянной пластины. Смешивая самые различные минеральные печатные краски Ёзер получал фольги разных цветов. В 1892 г. он получил патент на «Изготовление цветного глубокого тиснения с применением цветных фольг». Прежде всего переплетные предприятия применяли его фольги для отделки переплетов. В 1903 г. Э. Ёзер получил второй патент на «Способ изготовления бронзовых фольг для тиснения». Бронзовые фольги заменили при тиснении дорогое листовое золото. Для получения этих фольг на стеклянную пластину наносилась жидкая масса, состоящая из клея и глицерина. На еще жидкий тонкий слой в заключение распылялся бронзовый порошок, который соединялся с массой фольги. В 1904 г. эта бронзовая фольга была усовершенствована - на нее стали наносить дополнительный лаковый слой (цапоновый лак), который предотвращал окисление фольги. Такая фольга известна под названием «Анти-окисляющаяся бронзовая фольга». Сегодня такая листовая фольга без носителя исчезла с рынка. На нем представлены новые поколения фольг для тиснения. В 1932 г. фирме Kurz удалось изготовить золотые фольги напылением золота на материалы-носители. Это была первая в мире металлизированная фольга для тиснения. Но только в начале 1950-х гг. благодаря промышленному развитию рынка товаров народного потребления и рынку рекламы произошел прорыв в использовании тиснения. Повышенные требования к промышленности товаров народного потребления с учетом требований рекламы и имиджа фирм, возрастающие запросы потребителей к изготовителям марочных товаров, касающиеся упаковки, оформления и внешнего вида товара предопределили для всей полиграфической отрасли повышенные качественные и количественные требования.
Виды тиснения
Тиснение – это процесс нанесения изображения давлением с помощью штампа (клише) либо холодного, либо разогретого до определенной температуры, часто с дополнительным использованием специальной фольги или краски. В зависимости от вида штампа и характера поверхности материала после обработки различают следующие виды тиснения фольгой: 1) плоское тиснение; 2) структурное тиснение; 3) рельефное тиснение.
Плоское тиснение
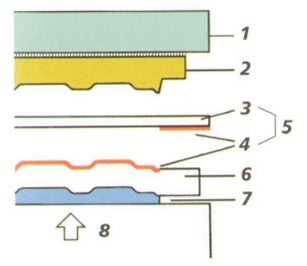
Плоское тиснение по своей сути является способом высокой печати. Структурное и рельефное тиснения относятся собственно к видам тиснения, так как штамп здесь выполнен так, что одновременно с переносом оптических слоев фольги осуществляется и деформация запечатываемого материала. При плоском тиснении (рисунок 1.1, 1.2) оптические слои фольги находятся в одной плоскости с запечатываемым материалом. Штамп очень похож на форму высокой печати. В качестве противопечатной формы здесь используется твердый, а в некоторых случаях эластичный декель. В зависимости от свойств печатного материала (толщины, твердости, структуры поверхности) и необходимого давления прижима происходит более или менее сильное продавливание материала. Структурированные поверхности могут даже до определенной степени выравниваться. Как в классической высокой печати, так и при тиснении, прежде всего на тонких печатных материалах заметно даже минимальное давление. Более сильное продавливание эластичных печатных материалов может допускаться умышленно для получения заметного углубленного рельефа.
1 – нагревательная плита; 2 – печатная форма; 3 – основа фольги; 4 – переносимые слои фольги; 5 – фольга для тиснения; 6 – запечатываемый материал; 7 – противопечатная форма (патрица); 8 – давление прижима. Рисунок 1.1 – Принципиальная схема плоского тиснения:
Рисунок 1.2 – Плоское тиснение Структурное тиснение
Структурное тиснение позволяет получать изображение, имеющее поверхностную структуру. Применяемый штамп также похож на форму высокой печати, поверхность которой, правда, имеет более или менее выраженную структуру (рисунок 1.3). При структурном тиснении патрица образует противопечатную форму.
Рисунок 1.3 – Штамп для структурного тиснения
Но в зависимости от глубины структуры можно так же, как и при плоском тиснении, фольгой, использовать в качестве противопечатной формы эластичный декель, особенно при тиснении микроструктур, размеры которых лежат в микронной области. Схема структурного тиснения приведена на рисунке 1.4.
1 – нагревательная плита, 2 – печатная форма, 3 – основа фольги, 4 – переносимые слои фольги, 5 – фольга для тиснения, 6 – запечатываемый материал, 7 – противопечатная форма (патрица), 8 – давление прижима. Рисунок 1.4 – Принципиальная схема структурного тиснения Рельефное тиснение
При рельефном тиснении (рисунок 1.5) переносимые слои фольги и печатный материал формуются в соответствии с рельефом поверхности штампа для тиснения в трех измерениях (рисунок 1.6 и 1.7). Патрица выполняет роль противопечатной формы.
1 – нагревательная плита, 2 – печатная форма, 3 – основа фольги, 4 – переносимые слои фольги, 5 – фольга для тиснения, 6 – запечатываемый материал, 7 – противопечатная форма (патрица), 8 – давление прижима. Рисунок 1.5 – Принципиальная схема рельефного тиснения.
Рисунок 1.6 – Рельефное тиснение
Рисунок 1.7 – Штамп для рельефного тиснения
Блинтовое тиснение
Блинтовое тиснение (нем. blind - слепой) не является способом переноса фольги, а является чистым тиснением, так как в нем не происходит переноса красочных слоев на бумагу, картон и прочие основы, как это имеет место у других видов тиснения (рисунок 1.8 - 1.10). Элементы, подлежающие тиснению, гравируются на штампе в виде углублений. Штамп для тиснения не имеет резко выраженной окантовки элементов. При блинтовом тиснении возможная высота рельефа определяется исключительно свойствами печатного материала (например, сопротивление продавливанию). Поэтому по сравнению с рельефным тиснением при блинтовом тиснении удается получить более выраженные детали с четкими краями. Штампы и патрицы для блинтового тиснения, а также технология их производства, значительно отличаются от штампов и патриц, применяемых для рельефного тиснения. Если при рельефном тиснении, благодаря цветовому контрасту между приподнятыми и плоскими участками поверхности, а также высокому глянцу приподнятых участков, рельеф выглядит очень пластично, то при блинтовом тиснении эти визуальные эффекты отсутствуют. Блинтовое тиснение и окружающее его пространство однотонные (например, белый орел на белом фоне).
1 – печатная форма, 2 – запечатываемый материал, 3 – противопечатная форма (патрица), 4 – давление прижима. Рисунок 1.8 – Принципиальная схема блинтового тиснения.
Рисунок 1.9 – Блинтовое тиснение
Рисунок 1.10 – Штамп для блинтового тиснения
Для того чтобы человеческий глаз мог выделить блинтовое тиснение, требуется существенно более заметное деформирование запечатываемого материала в области такого тиснения. Это, как правило, предполагает большую высоту рельефа, а также его ярко выраженную ступенчатость и резко очерченные границы. При этом запечатываемый материал подвергается экстремальному механическому воздействию. Поэтому выбор материала для блинтового тиснения имеет еще большее значение, чем выбор материала для рельефного тиснения, на что должно быть обращено особое внимание. Привлекательную возможность получить рельеф одного тона с окружающим его пространством и избежать при этом экстремального механического воздействия на запечатываемый материал дает рельефное тиснение с бесцветной фольгой, называемой также прозрачной лаковой фольгой, которая используется вместо блинтового тиснения. Получаемый при этом контраст глянца между собственно рельефом и окружающей его средой заметно повышает пластическое воздействие бесцветного рельефного тиснения.
Штампы для тиснения
Тиснение фольгой является способом высокой печати, в котором детали печатной формы (печатающие элементы), как и в обычном способе высокой печати, находятся выше остальной поверхности печатной формы. Он относится и к способам тиснения, потому что в определенных случаях одновременно с переносом красочных слоев фольги возможно и деформирование печатного материала. Штампы для тиснения фольгой изготавливают из разных типов металлов, которые должны быть твердыми, поддаваться гравированию и быть хорошими проводниками тепла. Самыми распространенными металлами для изготовления штампов, предназначенных для тиснения фольгой, являются латунь, медь и магний. К штампам для тиснения предъявляются очень высокие требования. Так, в полиграфии это твердость, стойкость к истиранию, стойкость к коррозии, очень хорошая устойчивость к тепловым воздействиям, а также хорошая возможность обработки. В качестве материалов для штампов служат магний, твердая медь, латунь и сталь. Благодаря своим свойствам, наиболее употребляемым материалом для изготовления штампов является латунь. По способу изготовления штампы для тиснения подразделяются на штампы, полученные травлением и гравированием. Computer to Plate (СТР) - эта технология изготовления печатных форм используется не только в офсетной печати. Как и полиграфисты, использующие для допечатных процессов современную цифровую технику, так и ведущие производители штампов для тиснения используют в своей работе станки с числовым программным управлением (СNС). Это ноу-хау было впервые продемонстрировано членам «Союза позолотчиков» в 1998 г. на рабочем семинаре, и с тех пор спользуется все более широко, позволяя экономить время и сводить к минимуму возможные ошибки. Во времена сетевых коммуникаций передача данных в полиграфии давно уже стала рутинной работой. Это, конечно, относится и к тиснению фольгой. Высококачественные штампы для тиснения с большим сроком службы в настоящее время сравнительно дешевы. Это связано с использованием гравировальных станков, управляемых системой СNС. Точное изготовление штампов для тиснения с повторяющимися мотивами не требует теперь применения травления, которое наносит вред здоровью человека и природе, и поэтому оценивается очень критически и применяется с большой осторожностью. Современные СNС-гравировальные машины работают быстро, экономично и абсолютно точно, не нанося вред окружающей среде, при этом, не требуя постоянного контроля оператора. Наряду с возможностью производства плоских штампов для тиснения фольгой (в одной плоскости с плоскостью печатных материалов) использование гравировальной техники с цифровым программным управлением, прежде всего, значительно облегчило изготовление штампов для рельефного тиснения. Особенно рациональным и эффективным является изготовление нескольких гравированных штампов одного вида. Многоуровневые, очень пластичные формы рельефа могут быть созданы цифровым способом и с абсолютной точностью переданы при изготовлении штампов для блинтового или рельефного тиснения.
Гравированные штампы
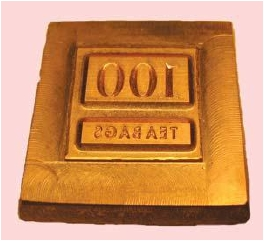
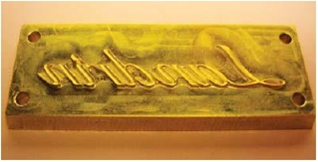
В полиграфии используют, прежде всего, латунные штампы, изготавливаемые СNС-гравированием. Латунь особенно хорошо подходит в качестве материала для штампов, так как она имеет высокую механическую прочность и хорошо обрабатывается. Кроме того, у нее хорошая теплопроводность и высокая устойчивость к коррозии. Латунные штампы выдерживают более 1 млн. оттисков. Для того чтобы увеличить срок эксплуатации латунных штампов, повышают их твердость, для чего гальваническим способом на латунную поверхность штампа наносят тончайший никелевый слой. Так штамп лучше защищен от повреждений при трении. Износостойкость штампов, таким образом, повышается, но увеличивается и их стоимость. При тиражах, намного превышающих 1 млн. экз., часто в качестве материала для штампа используют сталь. Но инструментальные сорта стали по сравнению с латунью гораздо хуже обрабатываются. Наряду со штампами для плоского тиснения, технология СNС-гравирования применяется и при изготовлении структурных и высококачественных рельефных штампов. Особо сложные рельефные штампы, как правило, предварительно гравируют, а затем вручную дорабатывают штихелем. Они являются настоящими произведениями искусства. Если в качестве исходного материала используют латунь, гравирование выполняют по технологии СNС на латунной пластине толщиной 7 мм. С помощью цифровой допечатной полиграфической техники данные или просканированные пленки передают на гравировальную систему. Считывание иллюстрационных данных и их преобразование в масштабе 1: 1 выполняют с помощью специального программного обеспечения. Все данные для ротационных штампов для машинных систем, работающих по технологии «круглое по круглому», рассчитываются автоматически. При этом учитывают температурное расширение штампа. С помощью системы гравирования СNС-штампы могут быть в любое время точно воспроизведены (репродуцированы), поэтому при необходимости изготовления повторных тиражей или нескольких повторяемых сюжетов производятся абсолютно идентичные штампы. Фрезеровальные инструменты изготавливают из специальной инструментальной стали. Они имеют длительный срок службы. Характер подлежащих гравированию поверхностей определяет диаметр фрезы. Фрезеровальные инструменты могут быть самой разной величины и формы. При подготовке и изготовлении открытого сюжета с крупными структурами могут, например, применять широкие фрезы. Для тончайших структур и сюжетов требуются Фрезы диаметром до 0, 03 мм. Для изготовления штампов в настоящее время применяются: - магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рисунок 1.11), так и гравированием; - медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рисунок 1.12 [2]; - латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рисунок 1.13). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых [2]. Для повышения тиражестойкости латунных штампов иногда используют никелирование; - сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1, 7 %) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого [3];
Рисунок 1.1 - Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
Рисунок 1.12 - Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям
Рисунок 1.13 - Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием
Полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Толщина полимера от 1 мм до 1, 75 мм. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (рисунок 1.14 и рисунок 1.15). Изготавливаются полимерные штампы фотополимеризацией (рисунок 1.14), гравированием (рисунок 1.15), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков. Повторное использование полимерного клише не гарантирует качества, так как проблематично аккуратное отделение его от плиты.
Рисунок 1.14 - Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией
Рисунок 1.15 - Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием
1.3.3 Патрица (противопечатная форма)
Патрицы представляют собой точно копирующую штамп противопечатную форму и используются при рельефном или структурном тиснении. Они должны по всей площади штампа от кромки и до тончайших контуров изображения обеспечивать необходимое давление для точного детального формирования рельефа и хорошего переноса и закрепления фольги для тиснения. Только оптимально исполненные патрицы обеспечивают требуемый стандарт качества тиснения, поэтому их рассматривают как неотъемлемую часть штампа для тиснения (рисунок 1.16).
Рисунок 1.16 – Полимерная патрица
Трудоемкий и требующий больших затрат времени процесс изготовления структурных и рельефных патриц в процессе приладки печатной формы все чаще становится не нужным. Вместо этого используются готовые патрицы. Это явилось краеугольным камнем в рационализации процесса приладки и значительно сократило простой оборудования.
Фольга для тиснения
Обычные печатные краски с различной вязкостью, применяемые для других способов печати, при тиснении фольгой заменяют цветными полотнами (в рулонах), которые как при складировании, так и при обработке находятся в абсолютно сухом состоянии. Смена цвета или типа фольги для тиснения может производиться быстро и без выполнения работ по очистке.
Виды фольги для тиснения
Вид фольги для тиснения - понятие для классификации фольги по ее визуальному воздействию на наблюдателя. К сожалению, у международных производителей фольги нет никакой единой классификации. Общепринятые определения часто заменяют названиями изготовителей. Однако у потребителей фольги прижились понятия, употребляемые в этом описании. Эта классификация была опубликована в 1984 г. «Союзом позолотчиков». Различные виды фольги для тиснения показаны на рисунке 1.18.
Рисунок 1.18– Различные виды фольги для тиснения Металлизированная фольга для тиснения У металлизированной фольги для тиснения оптически действенные слои состоят из тонкого, напыленного в высоком вакууме, металлического слоя, в большинстве случаев состоящего из слоя чистого алюминия и лежащего на нем лакового слоя. Толщина металлизации составляет примерно 0, 01-0, 02 мкм, а толщина лакового слоя состав Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 1458; Нарушение авторского права страницы