|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Штампы, изготавливаемые травлением
Для изготовления таких штампов используют более мягкие, хорошо поддающиеся травлению, материалы, обычно магний и твердую медь, которые находят определенную область применения при плоском тиснении фольгой. Для штампов, применяемых для передачи очень тонких структурных сюжетов, используют латунь. Рельефные штампы для тиснения, в основном, гравируются. При ручном гравировании штампов целесообразно сначала произвести предварительное травление. Штампы из магния обладают сравнительно невысокой твердостью, поэтому их используют только для малотиражных работ и небольших форматов, требующих невысокого давления прижима. Тиражи составляют здесь от 10 до 40 тыс. оттисков. Штампы из магния часто применяют при тиснении фольгой в акцидентной области. Здесь они являются недорогой альтернативой гравированным штампам для тиснения. Несколько более твердые штампы из твердой меди позволяют получить около 100 тыс. оттисков. Но они дороже магниевых штампов. Стоимостное преимущество штампов из твердой меди по сравнению с СNС-гравированными штампами практически незаметно. Поэтому они используются редко. Для изготовления штампов для плоского тиснения применяют способ травления, используемый и в высокой печати. На очищенную и обезжиренную пластину разбрызгивают слой фотолака. В результате последующего процесса сушки фотослой пластины превращается в светочувствительный слой. В заключение на пластине с фотослоем посредством вакуума фиксируют фотонегатив. Здесь важно, чтобы пленка при экспонировании прочно и гладко держалась на фотослое. Это обеспечивает вакуум. Недоэкспонирование может привести к потере резкости изображения. В контактно-копировальном способе пластина экспонируется ультрафиолетовым светом, при этом поверхность засвеченных участков отверждается (задубливается). Длительность этого процесса зависит от интенсивности излучения применяемого экспонирующего ультрафиолетового света. После окончания копировального процесса пленочный негатив удаляют из копировальной рамы, а печатную пластину обрабатывают в растворе проявителя. Участки лакового слоя, на которые ультрафиолетовый свет не действовал, излагаются и освобождают на поверхности пластины металл для последующего травления. В травящей ванне все освободившиеся от фотолака участки поверхности вытравливаются. При изготовлении структурных травленых штампов сначала делают рабочую пенку, на которую на всех соответствующих участках изображения с помощью фототехники наносят структурный растр. После копирования на светочувствительную пластину ее подвергают глубокому кратковременному гравированию. При этом на поверхности штампа получают тончайшую структуру. В заключение структурный сюжет гравируется. Процесс травления имеет ряд существенных недостатков. Во-первых, в ходе него образуются вредные шлаки и испарения, представляющие угрозу здоровью человека и окружающей среде. Во-вторых, травленые штампы имеют менее четкие края по сравнению с гравированными. Их невозможно точно воспроизвести, что для нескольких одинаковых повторяющихся сюжетов на одной форме является существенным недостатком. Гравированные штампы
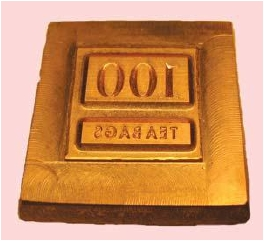
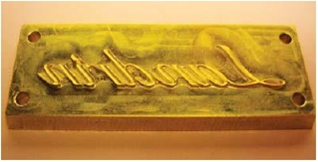
В полиграфии используют, прежде всего, латунные штампы, изготавливаемые СNС-гравированием. Латунь особенно хорошо подходит в качестве материала для штампов, так как она имеет высокую механическую прочность и хорошо обрабатывается. Кроме того, у нее хорошая теплопроводность и высокая устойчивость к коррозии. Латунные штампы выдерживают более 1 млн. оттисков. Для того чтобы увеличить срок эксплуатации латунных штампов, повышают их твердость, для чего гальваническим способом на латунную поверхность штампа наносят тончайший никелевый слой. Так штамп лучше защищен от повреждений при трении. Износостойкость штампов, таким образом, повышается, но увеличивается и их стоимость. При тиражах, намного превышающих 1 млн. экз., часто в качестве материала для штампа используют сталь. Но инструментальные сорта стали по сравнению с латунью гораздо хуже обрабатываются. Наряду со штампами для плоского тиснения, технология СNС-гравирования применяется и при изготовлении структурных и высококачественных рельефных штампов. Особо сложные рельефные штампы, как правило, предварительно гравируют, а затем вручную дорабатывают штихелем. Они являются настоящими произведениями искусства. Если в качестве исходного материала используют латунь, гравирование выполняют по технологии СNС на латунной пластине толщиной 7 мм. С помощью цифровой допечатной полиграфической техники данные или просканированные пленки передают на гравировальную систему. Считывание иллюстрационных данных и их преобразование в масштабе 1: 1 выполняют с помощью специального программного обеспечения. Все данные для ротационных штампов для машинных систем, работающих по технологии «круглое по круглому», рассчитываются автоматически. При этом учитывают температурное расширение штампа. С помощью системы гравирования СNС-штампы могут быть в любое время точно воспроизведены (репродуцированы), поэтому при необходимости изготовления повторных тиражей или нескольких повторяемых сюжетов производятся абсолютно идентичные штампы. Фрезеровальные инструменты изготавливают из специальной инструментальной стали. Они имеют длительный срок службы. Характер подлежащих гравированию поверхностей определяет диаметр фрезы. Фрезеровальные инструменты могут быть самой разной величины и формы. При подготовке и изготовлении открытого сюжета с крупными структурами могут, например, применять широкие фрезы. Для тончайших структур и сюжетов требуются Фрезы диаметром до 0, 03 мм. Для изготовления штампов в настоящее время применяются: - магний — металл невысокой твердости серебристого цвета. Магниевые штампы — это относительно дешевые изделия. Их тиражестойкость невелика, при плоском тиснении фольгой по бумаге она не превышает 100 тыс. оттисков. Магний одинаково хорошо обрабатывается как травлением (рисунок 1.11), так и гравированием; - медь — очень твердый металл розово-красного цвета. Стоимость медных штампов гораздо выше, чем магниевых, но и тиражестойкость на порядок больше (сотни тысяч оттисков). Медь с трудом поддается гравированию, поэтому в основном обрабатывается травлением — обычно травится на глубину не более 1 мм, поэтому для углубления рельефа требуется дополнительное гравирование по краям изображения — рисунок 1.12 [2]; - латунь — сплав меди с цинком, часто с небольшими добавками других элементов. Имеет желтый цвет, напоминающий золото. Как правило, обрабатывается гравированием. Благодаря легкости механической обработки латунь может применяться при изготовлении штампов для многоуровневого конгревного тиснения. Тиражестойкость латунных штампов — сотни тысяч оттисков (рисунок 1.13). Из-за трудоемкости изготовления латунные штампы стоят дороже медных и магниевых [2]. Для повышения тиражестойкости латунных штампов иногда используют никелирование; - сталь — твердый серебристо-белый металл, представляющий собой сплав железа (основа) с углеродом (до 1, 7 %) и другими примесями. Стальные штампы в современной полиграфии применяются крайне редко. Их обычно изготавливают гравированием, иногда предварительно протравив (для экономии времени). Гравирование стали производится только на станках с мощным шпинделем и требует много времени. Используют такие штампы при тиснении очень больших тиражей (от миллиона оттисков), поскольку стоят они очень дорого [3];
Рисунок 1.1 - Магниевый штамп для горячего тиснения фольгой, изготовленный травлением
Рисунок 1.12 - Медный штамп для горячего тиснения фольгой, изготовленный травлением с дополнительным гравированием по краям
Рисунок 1.13 - Латунный штамп для горячего конгревного тиснения фольгой, изготовленный гравированием
Полимеры — являются наиболее дешевым видом материала по сравнению со всеми прочими. Имеют различный химический состав, цвет, физико-механические свойства. Толщина полимера от 1 мм до 1, 75 мм. Для изготовления штампов применяются такие полимерные материалы, как поликарбонат, гетинакс, различные виды фотополимеров и т.д. Некоторые из полимерных штампов прозрачны (рисунок 1.14 и рисунок 1.15). Изготавливаются полимерные штампы фотополимеризацией (рисунок 1.14), гравированием (рисунок 1.15), реже — способом горячего прессования. При этом их тиражестойкость доходит до сотен тысяч оттисков. Повторное использование полимерного клише не гарантирует качества, так как проблематично аккуратное отделение его от плиты.
Рисунок 1.14 - Фотополимерный штамп для одноуровневого холодного конгревного тиснения, изготовленный фотополимеризацией
Рисунок 1.15 - Штамп из поликарбоната для одноуровневого холодного конгревного тиснения, изготовленный гравированием
1.3.3 Патрица (противопечатная форма)
Патрицы представляют собой точно копирующую штамп противопечатную форму и используются при рельефном или структурном тиснении. Они должны по всей площади штампа от кромки и до тончайших контуров изображения обеспечивать необходимое давление для точного детального формирования рельефа и хорошего переноса и закрепления фольги для тиснения. Только оптимально исполненные патрицы обеспечивают требуемый стандарт качества тиснения, поэтому их рассматривают как неотъемлемую часть штампа для тиснения (рисунок 1.16).
Рисунок 1.16 – Полимерная патрица
Трудоемкий и требующий больших затрат времени процесс изготовления структурных и рельефных патриц в процессе приладки печатной формы все чаще становится не нужным. Вместо этого используются готовые патрицы. Это явилось краеугольным камнем в рационализации процесса приладки и значительно сократило простой оборудования.
Фольга для тиснения
Обычные печатные краски с различной вязкостью, применяемые для других способов печати, при тиснении фольгой заменяют цветными полотнами (в рулонах), которые как при складировании, так и при обработке находятся в абсолютно сухом состоянии. Смена цвета или типа фольги для тиснения может производиться быстро и без выполнения работ по очистке.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2499; Нарушение авторского права страницы