
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологический процесс ручной и механизированной обработки металлов и его составные элементыСтр 1 из 8Следующая ⇒
Технологический процесс ручной и механизированной обработки металлов и его составные элементы Технологический процесс — часть производственного процесса, который содержит действия, выполняемые в определённой последовательности, с целью получения из заготовки детали с определёнными формами, размерами, чистотой поверхности и свойствами. Технологический процесс состоит из технологических операций. Операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. Часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы, называется установом. Технологическая операция подразделяется на переходы. Технологический переход - часть технологической операции, характеризуемая постоянством применяемого инструмента и постоянством поверхностей, образуемых обработкой. Помимо технологических переходов, при которых производится изменение формы, размеров и чистоты поверхностей, различают также вспомогательные переходы, связанные с подготовкой к выполнению технологического перехода. К вспомогательным переходам относятся: установка заготовки, снятие детали, замена инструмента и т.п. Переходы включают рабочие и вспомогательные ходы. Рабочий ход-часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки. Вспомогательный - перемещения инструмента относительно заготовки, которые необходимы для выполнения рабочего хода ( подвод, отвод инструмента и т.п.). Таким образом, технологический процесс подразделяется на операции, операции состоят из переходов, каждый переход включает в себя один или несколько ходов.
Графическая документация и ее виды. Технологический процесс обработки металлов отражается в графической и технологической документации. Эскиз - графический документ, содержащий приблизительное изображение изделия, выполненный от руки с выдержанными ”на глаз“ соотношениями между частями изделия. Чертёж - графический документ, содержащий точное изображение изделий выполненное с указанием его размеров и соблюдения масштаба при помощи чертёжных принадлежностей. Технический рисунок - графический документ, содержащий наглядное изображение изделия, в котором видны три его стороны. Сборочный чертёж - графический документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля. По сборочному чертежу производят соединение (сборку) деталей в изделие (сборочную единицу) после того, когда эти детали изготовлены по рабочим чертежам. Над основной надписью рабочих чертежей помещают таблицу - спецификацию, в которой указывают номер позиции, наименование, количество деталей сборочной единицы. Кинематическая схема - схема условных обозначений, изображающих звенья механизма и кинематические пары с указанием размеров, необходимых для кинематического анализа. Электрическая схема - схема электрической цепи, на которой с помощью условных обозначений показывается из каких элементов (диодов, транзисторов, конденсаторов и др.) состоит электрическая цепь и порядок соединения этих элементов между собой.
Технологическая документация и ее виды. Порядок составления технологической карты К технологической документации относятся технологические и маршрутные карты. Технологическая карта - технологический документ, содержащий название и материал изделия, описание последовательности выполнения технологический операций (технологический процесс) изготовления изделия, графическое изображение обрабатываемой заготовки (технический рисунок), указание используемых инструментов и приспособлений. Таблица 1.1. - Технологическая карта на изготовление изделия
Маршрутная карта - технологический документ, содержащий название, материал, технический рисунок изделия, описание последовательности выполнения работы (маршрут изготовления изделий) указание используемых инструментов и приспособлений. Таблица 1.2. - Маршрутная карта на изготовление изделия
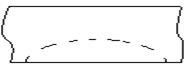
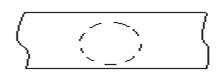
Металлы и сплавы, применяемые для изготовления деталей. Виды листового металла и сортового проката. Металлы и сплавы, применяемые для изготовления режущей части металлообрабатывающих инструментов. Изделие и его составные части Заготовка - исходный материал (отливка, поковка, кусок проката), из которго необходимо получить заданную деталь, изделие. Получают заготовки следующими технологическими процессами: - литьём (в земляные формы, в кокиль, в оболочковые формы, по выполняемым моделям, под давлением, центробежное); - пластической деформацией (ковкой, штамповкой, выдавливанием, прокатом ); - сваркой и пайкой; резанием; - порошковой металлургией; - использованием комбинированных техпроцессов. Обычно для заготовок используют сортовой материал ( лист, пруток, профиль ), стандартизированный в части формы, размеров и точности. По форме сортовой металл подразделяется на: - прокат горячекатанный (круглый, прямоугольный, квадратный, шестигранный); - пруток холоднотянутый (калиброванный); - трубу; -проволоку; - лист. Изделие – объект труда, полученный в процессе ручной, механизированной или механическойческой обработки конструкционных или природных материалов. Существуют следующие виды изделий: детали, сборочные единицы, комплексы. Деталь - изделие, изготовленное из одного куска материала без применения сборочных технологических операций (разделочная доска, уголок, полка из стекла и др.). Сборочная единица - изделие, детали которого соединены между собой при помощи сборочных технологических операций (рамка, подставка под телефон, подсвечник, струбцина, приспособление для заготовок при сверлении, автомодель, судомодель и др.). Комплекс - это два или более изделий, не соединённых сборочными технологическими операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций (набор подставок под цветы, набор токарных резцов и приспособлений для точения, набор моделей космической техники и др.). Правка металлов. Виды правки Правка металла Кривизну деталей проверяют на глаз или по зазору между плитой и уложенной на нее деталью. Края изогнутых частей деталей отмечают мелом. Сила ударов должна быть соизмерима с кривизной и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезают и деталь станет прямой. Для предохранения рук от ударов и вибраций необходимо надевать рукавицы, прочно держать деталь на плите. Правка полосового металла На выпуклой стороне отмечают мелом границы изгибов, левой рукой в рукавице берут полосу, правой молоток, располагают полосу на правильной доске выпуклостью вверх, соприкасаясь с плитой в двух точках. Удары наносят сначала по наиболее выпуклым местам, переворачивая полосу по мере выправления и регулируя силу ударов (чем больше искривление и толще полоса, тем сильнее удары). По мере выправления полосы силу ударов ослабевают и чаще переворачивают выправляемую полосу до полного выправления. Нельзя наносить несколько ударов по одному и тому же месту во избежание образования новой выпуклости. При наличии нескольких выпуклостей сначала выправляют ближние к концам, а затем – расположенные в середине. Если полосовой металл изогнут по ребру, то удары наносят носком ( не бойком) молотка поперек кромки вогнутости. Вогнутый край полосы удлиняется и полоса выравнивается. Правка прутка Пруток (до 12 мм в диаметре) укладывают на плиту или наковальню выпуклостью вверх. Удары наносят по выпуклой части от краев к середине, регулируя силу ударов в зависимости от диаметра прутка и величины изгиба. При выправлении изгиба силу ударов постоянно уменьшают и, поворачивая пруток вокруг оси, заканчивают правку легкими ударами. Правку короткого пруткового материала можно выполнять на призмах. Правка листового металла Листовой материал и заготовки из его могут иметь волнистую поверхность (рисунок 3.2 а) или с выпучинами (рисунок 3.2 б). На заготовке с волнистой поверхностью обводят мелом или графитовым карандашом волнистые участки. Заготовку кладут полностью на плиту так, чтобы ее края не свисали. Прижимая заготовку рукой, начинают правку.
а б
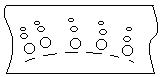
в г
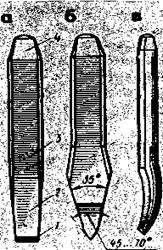
Рисунок3.2. Изогнутые заготовки из листового металла: а-волнистость, б-выпучина и схемы их правки (в, г) Чтобы растянуть середину заготовки, удары молотком наносят от середины к краю, как указано кружками на рисунке 3.2 в, кружки меньших диаметров соответствуют ударам меньшей силы и более сильные удары наносят в середине, уменьшая их силу по мере приближения к краю заготовки. Следует избегать повторных ударов по одному месту во избежание образования трещин и наклепа. При правке заготовок с выпучинами выявляют покоробленные участки, обводя их мелом или мягким графитовым карандашом. Заготовку кладут выпуклой частью вверх так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Сначала наносят один ряд ударов молотком вдоль ближайшего к выпуклости края. Затем наносят удары по второму краю. После этого по первому краю наносят второй ряд ударов и переходят опять ко второму краю. Операцию поочередно повторяют, постепенно приближаясь к выпучине. Удары наносят, постепенно уменьшая их силу и увеличивая частоту. Нельзя наносить удары по одному и тому же месту во избежание образования нового выпуклого участка. При близко расположенных выпуклостях сначала наносят удары между ними, сводя их в одну большую выпуклость, а затем выравнивают поверхность по описанному выше способу. Тонкий листовой металл правят легкими деревянными молотками-киянками, медными, латунными или свинцовыми молотками, а очень тонкие листы кладут на ровную плиту и выглаживают металлическими или деревянными брусками. Рис.4.2. Кернеры: а - обыкновенный; б – кернер-циркуль; в – кернер-колокол (центроискатель); г - механический (пружинный) (1 – кернер; 2 – стержень; 3, 5, 6 – свинченные части; 4 – плоская пружина; 7, 11- пружины; 8-ударник; 9- заплечики; 10 – сухарь); д – электрический (1-кернер; 2, 5-пружины; 3-ударник; 4- катушка; 6 – корпус).
Кроме описанных обычных кернеров, применяют специальные, механические и электрические кернеры. Специальные кернеры могут иметь угол заострения 30…45°, а также 75°. последним размечают центры отверстий, подлежащие сверлению. Изготовляют кернеры, прикрепляемые к разметочному циркулю и к более короткому кернеру. Первые удобны для накернивания дуг, а вторые – для шаговой разметки, при которой строго регламентированы расстояния между кернами. Механический кернер, освобождающий разметчика от ударов молотком и обеспечивающий идентичность кернов, имеет в трубчатом корпусе между заострённой частью и крышкой две пружины, одна из которых при нажатии остриём кернерна заготовки сжимается, а затем мгновенно освобождается и наносит удар по концу стержня. Вторая пружина восстанавливает начальное положение. Электрический кернер аналогичен механическому, но вместо пружины удар наносит сердечник, втягивающийся в катушку электромагнита, включаемого при нажатии остриём кернера размечаемой заготовки. Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, геометрических построений, переноса размеров с измерительных линеек на деталь. Разметочные циркули бывают простыми, с дугой, точными и пружинными. В точном циркуле имеется устройство для установки непосредственно по его шкале с точностью до 0, 2мм. Применяют в циркулях и сменные иглы, затягиваемые гайками. В промышленности и учебных мастерских применяют также разметочный штангенциркуль. Простота его конструкции и небольшая масса позволяют организовать производство этого инструмента в учебных мастерских педагогических унмверситетов. Малку применяют для нанесения рисок, наклоненных к границам заготовки. Малка состоит из двух линеек, соединённых шарниром, на конце которого перемещается по резьбе барашек для фиксации определённого угла между линейками. Малка с транспортиром становится угломером. Угольники, используемые для построения прямых углов и нанесения параллельных линий при плоскостной разметке, имеют либо полку на одной из сторон (в этом случае их называют аншлажными ), либо разную толщину сторон (короткая сторона у них толще длинной). Рубка металлов. Виды рубки Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части. Рубка производится в тех случаях, когда по условиям производства станочная обработка трудно выполнима или нерациональна и когда не требуется высокой точности обработки. Рубка применяется для удаления (срубания) с заготовки больших неровностей (шероховатостей), снятия твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, смазочных канавок, для разделки трещин в деталях под сварку (разделка кромок), срубания головок заклепок при их удалении, вырубания отверстий в листовом материале. Кроме того, рубка применяется, когда необходимо от пруткового, полосового или листового материала отрубить какую-то часть. Заготовку перед рубкой закрепляют в тисках. Крупные заготовки рубят на плите или наковальне, а особо крупные - на том месте, где они находятся. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0, 5 до 1 мм, во втором - от 1, 5 до 2 мм. Точность обработки, достигаемая при рубке, составляет 0, 4... 1 мм.
Рисунок 5.4 – Инструменты для рубки: а - зубило, б - крейцмейсель, в – канавочник Режущий инструмент. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило состоит изтрех частей - рабочей, средней и ударной (рисунок 5.4а). Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвием) 1 на конце, заточенной под определенным углом. Ударная часть (боек) 4 сделана суживающейся кверху, вершина ее закруглена. За среднюю часть 3 зубило держат при рубке. Угол заострения выбирают в зависимости от твердости обрабатываемого металла. Рекомендуемые углы (град) заострения зубила для рубки некоторых материалов приведены ниже.
Твердые материалы (твердая сталь, бронза, чугун)....70 Материалы средней твердости (сталь)..............60 Мягкие материалы (латунь, медь, титановые сплавы)...45Алюминиевые сплавы.....................35
Зубило изготовляют длиной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0, 3...0, 5 закаливают и отпускают. После термической обработки режущая кромка должна иметь твердость НRСэ 53...59, а боек – НRСэ 35...45. Крейцмейсель (рисунок 5.4 б) отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т. п. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Крейцмейсель изготовляют из тех же материалов, что и зубила. Значения углов заострения и твердости рабочих и ударных частей крейцмейселя и зубила также одинаковы. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками (рисунок 5.4 в). Они отличаются от крейцмейселя только формой режущей кромки. Канавочники изготовляют из стали У8 А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1, 5; 2; 2, 5 и 3 мм. Слесарный молоток - это инструмент для ударных работ, состоящий из ударника и рукоятки. Молотки изготовляют двух типов - с квадратным (рисунок 5.5 а) и круглым (рисунок 5.5 б) бойком. Основной характеристикой молотка является его масса. Слесарные молотки с круглым бойком изготовляют шести номеров. Молотки № 1 массой 200 г рекомендуется применять для инструментальных работ, а также для разметки и правки; молотки № 2 (400 г), № 3 (500г) и №4 (600 г) - для слесарных работ; молотки № 5 (800 г) и № 6 (1000 г) применяют редко (при ремонтных работах).
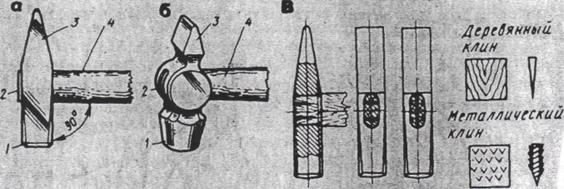
Рисунок 5.5 - Молотки с квадратным (а) и круглым (б) бойками; схемы расклинивания рукояток (в)
Противоположный бойку 1 конец молотка называется носком 3. Носок имеет клинообразную форму, округленную на конце. Носком пользуются при правке, расклинивании и т.д. Бойком наносят удары по зубилу или крейцмейселю. Рабочие части молотка - боек квадратной или круглой формы и носок клинообразной формы термически обрабатывают до твердости RКСЭ 49...56. Изготовляют молотки из сталей марок 50 и 40Х и инструментальных углеродистых сталей марок У7 и У8. В средней части молотка имеется отверстие овальной формы, служащее для крепления рукоятки. Рукоятку 4 молотка изготовляют из твердой древесины (кизил, рябина, дуб, клен, граб, ясень, береза) или из синтетических материалов. Рукоятка 4 имеет овальное сечение; свободный ее конец в 1, 5 раза толще конца, на который насаживается ударник. Конец 2, на который насаживается ударник, расклинивается деревянным клином, смазанным столярным клеем, или металлическим клином, на котором делают насечки (ерши). Толщина клиньев в узкой части равна 0, 8..1, 5 мм, а в широкой - 2, 5...6 мм. Если отверстие молотка имеет только боковое расширение, забивают один продольный клин; если расширение идёт вдоль отверстия, то забивают два клина (рисунок 5.5 в); если расширение отверстия направлено во все стороны, то забивают три стальных или три деревянных клина, располагая два параллельно, а третий - перпендикулярно им. Правильно насаженным считается молоток, у которого ось рукоятки образует с осью молотка прямой угол. Помимо обычных стальных молотков в некоторых случаях, например при сборке машин, применяют так называемые «мягкие» молотки со вставками из меди, фибры, свинца и алюминиевых сплавов. В некоторых случаях, например при изготовлении изделий из тонкой листовой стали, применяют деревянные молотки - киянки, которые бывают с круглым или прямоугольным ударником. Рисунок 6.1 – Элементы ножниц При разрезке на лезвия ножниц действует большая сила, поэтому угол заострения β должен быть большим: · для мягких металлов β = 65° · для металлов средней твёрдости β = 70…75° · для твёрдых металлов β = 80…85° Задний угол α делается небольшим, равным 1, 5…3° для уменьшения сил трения. Изготавливают ножи из стали У7, У8 с закалкой боковой поверхности до HRCэ 52…58. Ручные ножницы изготавливают с прямыми и кривыми режущими лезвиями, а по расположению режущей кромки лезвия ножницы бывают правые и левые. У правых ножниц скос на режущей части каждой половины находится с правой стороны и резание осуществляется по левой кромке изделия по часовой стрелке. Левыми ножницами, со скосом режущей кромки с левой стороны, режут по правой кромке против часовой стрелки (рисунок 6.2).
Рисунок 6.2 – Ручные ножницы для резки металла: Рисунок 6.5 – Схемы разводки зубьев ножовочного полотна: а – по полотну, б – по зубу Для полотна с шагом S = 0, 8мм осуществляют разводку по полотну (волнистую разводку), когда каждые два смежных зуба отгибают в противоположные стороны на 0, 25…0, 6мм с шагом разводки равным 8S. Полотна с S > 0, 8 (при S = 1, 2 или 1, 6мм) разводят по зубу (гофрированная разводка): · при малом шаге зубьев разводят 2-3 зуба вправо, 2-3 влево; · при среднем шаге один зуб вправо, другой влево, третий не отводят; · при крупном шаге один зуб отводят влево, другой вправо. Перед работой ножовкой резрезаемый материал закрепляют в тисках таким образом, чтобы линия разреза была как можно ближе к губкам тисков для исключения вибрации заготовки при резке. При этом линия разреза должна находиться на уровне локтевого сустава. Выбирают ножовочное полотно (при длинных пропилах с крупным шагом зубьев, при коротких - с мелким). Ножовочное полотно устанавливают зубьями от рукоятки сначала в неподвижную головку, фиксируя штифтом, а затем вставляют второй конец полотна в прорезь подвижного штыря и натягивают полотно вручную без большого усилия вращением барашковой гайки. Туго натянутое полотно при незначительном перекосе, а слабо натянутое – при усиленном нажиме перегибается и может сломаться. Натяжение достаточное, если при нажатии пальцем сбоку полотно не прогибается. Учащийся становится перед тисками прямо, вполоборота по отношению к губкам тисков или оси обрабатываемой заготовки, выставляя левую ногу вперед по линии разрезаемого металла и опирая на неё корпус. Угол между ступнями ног должен составлять 60...70°. Поза (хватка) считается правильной, если между плечевой и локтевой частями согнутой в локте правой руки с ножовкой образуется прямой угол. Рукоятку обхватывают четырмя пальцами правой руки так, чтобы она упиралась в ладонь, а большой палец накладывался сверху вдоль рукоятки. Пальцами левой руки охватывают гайку и подвижную головку ножовки. Движение ножовки должно быть горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой осуществляют возвратно-поступательное движение ножовки. Рабочий ход осуществляется при движении ножовки вперёд от ножовки, при холостом ходе ножовка перемещается к работающему и на ножовку создают лёгкий нажим для прямолинейности движения. Правила пиления ручной ножовкой: · короткие заготовки резать по наиболее широкой стороне, при резке проката углового, таврового и швелерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; · в работе должно участвовать всё ножовочное полотно; · работать ножовкой не спеша, плавно, без рывков, делая 30…60 двойных ходов в минуту; · перед окончанием распила ослабить нажим на ножовку; · при резке не давать полотну нагреваться, переодически смазывать полотно минеральным маслом или графитовой смазкой; · латунь и бронзу разрезать только новыми полотнами, т.к. даже мало изношенные зубья не режут а скользят; · в случае поломки хотя бы одного зуба работу прекратить, полотно заменить или сточить на станке 2-3 соседних зуба. Виды опиливания В практике ручной обработки металлов встречаются следующие виды опиливания: опиливание плоскостей, сопряженных параллельных и перпендикулярных поверхностей деталей, криволинейных (выпуклых или вогнутых) поверхностей, а также распиливание и припасовка поверхностей. Классификация напильников Напильник - многолезвийный инструмент для снятия небольших слоев металла представляет собой стальной брусок определенного профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы(зубья), имеющие в сечении форму клина. Изготавливают напильники из стали У10А, У13А или легированной стали ШХ15, 13Х. После нанесения на напильники насечки их подвергают термической обработке (закалке), (рисунок 7.1). Припуски на опиливание составляют 0, 5….0, 025 мм, а точность обработки достигает 0, 2….0, 05 мм и в отдельных случаях, до 0, 005 мм.Напильники подразделяют по размеру насечки, ее форме, по длине и форме бруска.
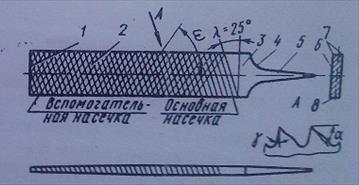
Рисунок 7.1. Слесарный напильник общего назначения: 1-носок, 2-рабочая часть, 3-ненасечённый участок, 4-заплечик, 5-хвостовик, 6-широкая сторона, 7-рёбра, 8-узкая сторона С помощью зубьев напильниками спиливают стружку с обрабатываемого материала. Зубья получают на пилонасекательных станках специальными зубилами, на фрезерных- фрезами, на шлифовальных- специальными шлифовальными кругами, путем накатывания, протягивания на протяжных станках и на зубонарезных станках. Каждый зуб имеет задний угол α, угол заострения β и передний угол γ ( рисунок 7.2)
Рисунок 7.2. Зубья напильников: а-насеченные, б-полученные фрезерованием или шлифованием, в-полученные протягиванием. У напильников с насеченными зубьями, γ =-12….-15˚ (угол отрицательный); α =35….40˚; β =62…70˚, что обеспечивает достаточно большое пространство для размещения стружки. У напильников с зубьями, полученными фрезерованием или шлифованием, γ =2….10˚, α =25˚, β =35…65˚. У напильников с зубьями, полученными протягиванием, γ =-5 ˚; β =55 ˚; α =40 ˚.У таких зубьев имеется впадина с плоским дном. Эти зубья лучше врезаются в обрабатываемый металл, повышается производительность труда и они более стойкие, т.к. не забиваются стружкой. Чем меньше насечек на 1 см длины напильника, тем крупнее зуб. Насечка может быть одинарной ( простой), двойной (перекрестной), рашпильной (точечной) или дуговой. Напильники с одинарной насечкой снимают широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов. Напильники с двойной насечкой используют при опиливании стали, чугуна и других твердых материалов, так как перекрестная насечка размельчает стружку, чем облегчает работу. Нижняя основная более глубокая насечка под углом α =25˚, верхняя (вспомогательная) под углом β =45 ˚ разрубает основную насечку на большое число отдельных зубьев. Перекрёстная насечка больше разрушает стружку, что облегчает работу.Напильниками с рашпильной насечкой, имеющими между зубьями вместительные выемки, что способствует лучшему размещению стружки, обрабатывают очень мягкие металлы и неметаллические материалы. Напильники с дуговой насечкой имеют большие впадины между зубьями, что обеспечивает высокую производительность и хорошее качество обрабатываемых поверхностей. По назначению напильники делят на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные напильники. Для общеслесарных работ применяют напильники общего назначения. По числу насечек на 1 см длины их подразделяют на 6 номеров. Напильники с насечкой № 0 и 1 (драчёвые) имеют наиболее крупные зубья и служат для грубого (чернового) опиливания с точностью 0, 5…0, 2 мм. Напильники с насечкой № 2 и 3 (личные) служат для чистового опиливания деталей с точностью 0, 15..0, 02 мм. Напильники с насечкой №4 и 5 (бархатные) применяются для окончательной точной отделки изделий. Достигаемая точность обработки 0, 01….0.005 мм. Длина напильников может составлять 100….400 мм. По форме поперечного сечения инструменты подразделяются на плоские, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные(рисунок 7.3).
Рисунок 7.3. Типы напильников: а-плоские, б-острокосые, в-квадратные, г-трёхугольные, д-круглые, е-полукруглые, ж-ромбические, з-ножовочные. Плоские применяются для опиливания наружных и внутренних плоских поверхностей, пропиливания шлицев и канавок. Квадратные- для распиливания квадратных, прямоугольных и многоугольных отверстий, опиливания узких плоских поверхностей. Трехгранные- для опиливания острых углов, равных 60 ˚ и более, для заточки пил по дереву. Круглые- для распиливания круглых и овальных отверстий, вогнутых поверхностей небольшого радиуса. Полукруглые с сегментными сечениями – для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой кромкой), выпуклых криволинейных поверхностей и углов более 30 ˚ (плоской стороной).Ромбические- для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцов, опиливания углов более 15 ˚. Ножовочные- для опиливания внутренних углов, клиновидных канавок, узких пазов, при изготовлении режущих инструментов и материалов. Для обработки мелких деталей служат малогабаритные напильники- надфили. Они изготавливаются пяти номеров, с числом насечек на 1 см длины до 112. Обработку закаленной стали и твердых сплавов производят специальными надфилями, у которых на стальном стержне закреплены зерна искусственного алмаза. Напильники специального назначения изготавляют для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, тарированные и алмазные напильники. Специальные машинные стержневые напильники изготавливаются для опиловочных станков с возвратно-поступательными движением и вращающиеся напильники (бархатные, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках. Рукоятки напильников изготавляют из древесины( береза, клен, ясень, липа) или пресованной бумаги. Чтобы рукоятка не раскалывалась, на ее конец насаживают стальное кольцо. Кроме обычных рукояток применяют универсальные, быстросменные, долговечные деревянные, навинчиваемые на хвостовик, рукоятки для напильников с цилиндрическими хвостовиками и рукоятки для закрепления надфилей. За напильниками требуется тщательный уход: -предохранять от ударов, повреждающих зубья; -хранить на деревянных подставках, исключающих их соприкосновение; -оберегать от попадания на них масла и наждачной пыли; -для предохранения от забивания стружкой мягких металлов перед работой натирать мелом; -не обрабатывать материалы, твердость которых равна или более твердости материала напильника; -новыми напильниками сначала следует обрабатывать мягкие металлы, а после некоторого затупления-твердые, что увеличивает срок их эксплуатации); -переодически очищать напильники от стружки, постукивая носком о верстак, и кордовой щеткой, перемещая ее вдоль насечки; -сильно замасленные напильники мыть в керосине или бензине. Для конкретной работы выбирают тип напильника, его длину и номер насечки. Длина напильника должна быть на 150 мм больше размера обрабатываемой поверхности. Для опиливания тонких пластин пригоночных и доводочных работ берут короткие напильники с мелкой насечкой. При снятии большого припуска работают напильниками длиной 300..400.мм с крупной насечкой. Гибка металлов. Виды гибки Гибка – обработка металлов давлением, при которой заготовке придаётся изогнутая форма. Разновидности гибки – профилирование (гофрирование), свёртка (изготовление сварных труб), навивка пружин, правка. Гибка деталей, одна из наиболее распространённых технологических операций, может осуществляться вручную на опорном инструменте и оправках и на гибочных машинах, прессах. При гибке одна часть заготовки перегибается по отношению к другой на заданный угол. Изгибающая сила вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости изгибаемого материала, деформация в заготовке будет упругой и после снятия нагрузки заготовка принимает первоначальный вид (выпрямляется). Чтобы заготовка после снятия нагрузки сохраняла приданную ей форму, напряжения изгиба должны превышать предел упругости. При этом возникает пластическая деформация: наружные слои растягиваются и удлиняются, внутренние слои заготовки сжимаются и укорачиваются, а средний слой заготовки (нейтральная зона) – не испытывает ни сжатия, ни расширения, его длина остаётся постоянной.
24.Инструмент и приспособления для гибки металлов
Тонкий листовой металл гнут киянками. При гибке листового металла толщиной от 0, 5 мм, полосового и пруткового материала толщиной до 6, 0 мм применяют стальные слесарные молотки с квадратными и круглыми бойками массой от 500 до 1000 г (лучше применять молотки с мягкими бойками или с
Рисунок 8.9. Гибка заготовок с помощью гибочного штампа
мягкими вставками) в тисках, на плите или с помощью специальных приспособлений. Проволоку диаметром до 3 мм гнут плоскогубцами или круглогубцами. Выбор инструмента зависит от материала заготовки, размеров её сечения и конструкции детали, которая должна получиться в результате гибки. Молотки с мягкими вставками и деревянные молотки – киянки – применяют для гибки тонколистового металла толщиной до 0, 5 мм, заготовок из цветных металлов и предварительно обработанных заготовок. Гибку производят в тисках с применением оправок и накладок (на губки тисков) из мягкого материала. Плоскогубцы и круглогубцы применяют при гибке профильного проката толщиной менее 0, 5 мм и проволоки. Плоскогубцы предназначены
для захвата и удержания заготовок в процессе гибки. Они имеют прорезь около шарнира. Наличие прорези позволяет производить откусывание проволоки. Круглогубцы также обеспечивают захват и удержание заготовки в процессе гибки и, кроме того, позволяют производить гибку проволоки.
Популярное:
|
Последнее изменение этой страницы: 2016-03-25; Просмотров: 2381; Нарушение авторского права страницы



 Слесарные молотки с квадратным бойком изготовляют восьми номеров: № 1 (50 г), № 2 (100 г) и № 3 (200 г) - для слесарно-инструментальных работ; № 4 (400г), № 5 (500 г) и № 6 (600 г) - для слесарных работ, рубки, гибки, клепки; №7 (800 г) и № 8 (1000 г) применяют редко (при выполнении ремонтных работ). Для тяжелых работ применяют молотки массой 4...16 кг, называемые кувалдами.
Слесарные молотки с квадратным бойком изготовляют восьми номеров: № 1 (50 г), № 2 (100 г) и № 3 (200 г) - для слесарно-инструментальных работ; № 4 (400г), № 5 (500 г) и № 6 (600 г) - для слесарных работ, рубки, гибки, клепки; №7 (800 г) и № 8 (1000 г) применяют редко (при выполнении ремонтных работ). Для тяжелых работ применяют молотки массой 4...16 кг, называемые кувалдами.


 Наиболее подвергнуты растяжению и сжатию поверхностные наружные и внутренние слои заготовки (рисунок 8.1). По нейтральному слою рассчитывается длина заготовки.
Наиболее подвергнуты растяжению и сжатию поверхностные наружные и внутренние слои заготовки (рисунок 8.1). По нейтральному слою рассчитывается длина заготовки.

 Рисунок 8.10. Приспособление для гибки рамки ножовочного станка
Рисунок 8.10. Приспособление для гибки рамки ножовочного станка