
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Характеристика исходных данныхСтр 1 из 3Следующая ⇒
СОДЕРЖАНИЕ
ВВЕДЕНИЕ Токарное дело является одним из самых востребованных на производстве отраслей. Токаря всегда в большой цене, они востребованы на самых разнообразных предприятиях. В настоящее время выпускают большое количество металлорежущих станков, различных по назначению, технологическим возможностям и размерам. Основными группами станков по виду обработки являются: токарные, фрезерные, сверлильные, шлифовальные и станки с ПУ которые в последнее время получили широкую известность и востребованность на предприятиях нашей страны. Современное производственное предприятие – это сложный комплекс взаимосвязанных заготовительных, металлообрабатывающих, сборочных и других цехов и участков. Металлообработка занимает в этом комплексе одну из центральных и самых ответственных позиций. ОАО НПК УВЗ – одно из ведущих производственных объединений Российского машиностроения. Цеха предприятия оснащаются современным оборудованием, повышаются требования к выпускаемой продукции, поэтому возрастает потребность в квалифицированных рабочих - станочниках. Проходя производственную практику в цехе №815 «Ремонтно-механический цех № 2» мной выбрана в качестве выпускной письменной работы следующая тема «Разработка технологического процесса механической обработки детали «червяк» в условиях мелкосерийного производства на станке с ПУ» Целью выпускной квалификационной работы является: разработать технологический процесс токарной обработки детали «червяк»в условиях мелкосерийного производства. Для достижения поставленной цели необходимо выполнение следующих задач: 1. Изучить исходные данные 2. Изучить необходимую литературу 3. Осуществить выбор типа и размеров заготовки 4. Осуществить выбор оборудования и оснастки 5. Составить техпроцесс на одну операцию и оформить его на стандартных бланках 6. Сделать необходимые технические расчёты 7. Сделать выводы по работе Добавить до конца листа!!!! Характеристика исходных данных Характеристика детали по чертежу Деталь «червяк» представляет собой тело вращения и по классификации относится к симметричным круглым стержням. Наружная поверхность цилиндрическая ступенчатая с общей длиной 111 мм. С левой стороны детали имеется резьбовая поверхность М24х1, 5-6h (резьба наружная метрическая диаметром 24 мм, шаг резьбы 1, 5дальше?? ). На расстоянии 25 мм от левого торца имеется фланцевая поверхность диаметром 32h14(0.62) мм и шириной 4 мм. Посередине детали имеется червячная поверхность, тип червяка: Архимедов. С правой стороны на детали имеется ступенчатая поверхность, диаметрами 25h14(-0.52)и 17(+1, 1). На торцевых поверхностях детали отфрезерованы пазы (шириной 2.2H14(+0.25)мм, и глубиной 5 мм). Внутренняя поверхность детали представляет собой сквозное ступенчатое отверстие диаметрами 18мм и 5H14мм. На детали имеются две фаски: 1х45° и три фаски: 2х45°. На расстоянии 11мм от торца фланца просверлено радиальное сквозное отверстие диаметром 5H8(+0, 018) мм. Шероховатость ответственной поверхности диаметром 37, 5h7(-0, 025)мм Масса детали 0, 55 кг. Материал детали сталь 38ХС ГОСТ 4543-71
ВЫБОР ИСХОДНОЙ ЗАГОТОВКИ Расчет размеров заготовки Определяем припуски на обтачивание На диаметр: 37.5 мм (максимальный диаметр заготовки)+ 9.4 мм (суммарный припуск) =46.9 мм. Такая запись недопустима! Округляем до ближайшего стандартного значения. Окончательный диаметр заготовки: 48 мм. Определяем припуск на длину: на подрезание торца составляет 0, 7 мм, припуск на черновое подрезание торца назначим 2, 3 мм, тогда суммарный припуск на подрезание торца составит 3 мм. Общая длина заготовки составит 117 мм.
Рисунок 2 – Эскиз заготовки
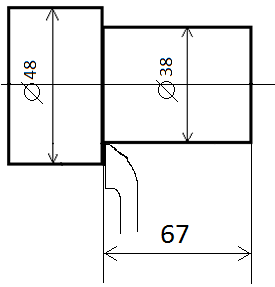
ВЫБОР РЕЖИМОВ РЕЗАНИЯ Расчет режимов резания на черновое обтачивание поверхности до диаметра 38 мм на длинну67 мм.
Рисунок 4 – Эскиз перехода
1. Рассчитаем глубину резания t= 2. Определим подачу по справочнику: S= 0.7….0.9(мм/об) 3. Подача по паспорту: Sпаспорт.=0.73мм/об 4. Геометрия резца где??
5. Среднее значение экономической стойкости режущего инструмента: T=60…90 мин
6. Определяем фактическую скорость резания: Vтабл.=126м/мин; Vрасчет.=Vтабл.*k1*k2*k3*k4 K1=0, 75 (т.к K2=0.92 (т.к T=60…90мин) K3=0.81 (т.к. K4=0, 65 Vрасчет.=Vтабл.*k1*k2*k3*k4=126*0, 75*0, 92*0.81*0, 65=45, 77391м/мин 7. Определяем частоту вращения шпинделя: nрасч=. 8. Уточняем по паспорту частоту вращения шпинделя nпаспорт.=300об/мин Vфакт= 9.Проверяем возможность обработки на выбранном оборудовании: Рz= 2305*3, 65=8413, 25 (Н) Nэф=. 10.Проверяем, выполняется ли условие: Nэф. ≤ Nэ.дв..* 6, 4 6, 4 Условие выполняется, следовательно, обработка на выбранном станке возможна. Охрана труда станочника Охрана труда — это система технических, санитарно-гигиенических, организационных и правовых мероприятий, непосредственно направленных на обеспечение безопасных для жизни и здоровья человека условий труда. Требования по охране труда сформулированы в Трудовом кодексе Российской Федерации (ТК РФ), а конкретизированы они в общих, межотраслевых и отраслевых правилах по технике безопасности и в санитарных нормах. Профилактика травматизма на производстве обеспечивается внедрением техники безопасности, профилактика профессиональных заболеваний — нормализацией условий труда. Безопасность труда должна учитываться уже на стадии проектирования и монтажа оборудования, в расчетах его на прочность и надежность, при выборе его эксплуатационных параметров, технологических процессов и материалов, при механизации тяжелых, трудоемких, опасных и вредных работ, организации рабочих мест. При проектировании предприятий предусматриваются системы улавливания, обезвреживания и утилизации отходов. К мероприятиям по технике безопасности относят также применение предохранительных устройств, приборов, систем (ограждения, блокировки, заземления и зануления, автоматического отключения и др.); установку сигнализации и маркировку оборудования, инструмента и приборов; нормирование условий труда (режима труда и отдыха); надзор за ведением работ и др. Комплекс мероприятий по охране труда включает в себя также подготовку персонала (профессиональный, медицинский и психологический отбор, обучение, тренировки, инструктирование) и его обеспечение средствами индивидуальной защиты, а также аварийно-спасательные меры. (Требования техники безопасности на рабочем месте станочника даны в Приложении В) ЗАКЛЮЧЕНИЕ Целью выполнения данной работы являлось: разработать технологический процесс обработки детали «червяк» в условиях мелкосерийного производства. Для достижения поставленной цели, мною были выполнены следующие задачи: Выпускная квалификационная письменная работа состоит из чертежа детали «червяк», выполненного на листе ватмана формата А2, и пояснительной записки. В процессе выполнения работы мною были изучены исходные данные: форма, размеры и точность изготовления детали «червяк» по чертежу; химический состав и механические свойства детали. Приведена характеристика мелкосерийного типа производства, я осуществила выбор формы и способа получения заготовки, и рассчитала размеры. После чего выбрала необходимое оборудование и оснастку для выполнения каждой операции. Пользуясь справочной литературой, я осуществила расчет режимов резания по токарной операции. Таким образом, выполненная мною квалификационная выпускная письменная работа дала возможность осознать и закрепить имеющиеся знания по технологии обработки на металлорежущих станках СПИСОК ЛИТЕРАТУРЫ 1. Адаскин, А.М. Материаловедение (Металлообработка): Уч. для нач. проф. обр/. [Текст] А.М. Адаскин. М.: Академия, 2004.- 128с. 2. Багдасарова Т.А. Основы резания металлов: учеб.пособие [Текст] / Т. А. Багдасарова. – М.; Издательский центр «Академия», 2007. – 80с 3. Вереина, Л.И. Справочник токаря: учеб.пособие для нач.проф.образования [Текст]/ Л. И. Веренина. - М.; Издательский центр «Академия», 2004. – 448с. 4. Вереина, Л.И. Фрезеровщик: Технология обработки: учеб.пособие [Текст]/ Л.И. Вереина.- М.: Издательский центр «Академия», 2007.- 64с. Заплатин, В.Н. Справочное пособие по материаловедению (металлообработка): учеб. Пособие для нач. проф. образования [Текст]/ В.Н. Заплатин, Ю.И. Сапожников, А.В. Дубов; под ред. В.Н. Заплатина. – М.; Издательский центр «Академия», 2007.- 224с. 5. Материаловедение (металлообработка): раб.тетрадь: учеб. пособие для нач. проф. образования [Текст] / Е.Н.Соколова. — М.: Издательский центр. «Академия», 20 6. Токарный инструмент SandvikCoromant - Каталог Сандвик 2011. [Электронный ресурс] /http: //www.columbuss.ru 7. Фещенко В.Н., Махмутов Р.Х. Токарная обработка. Учеб.пособие для сред. проф.-техн. училищ. М., " Высшая школа", 1984г. –147-154с. 8. Черпаков, Б.И. Металлорежущие станки. Учебник для нач. проф. Образования [Текст]/ Б. И. Черпаков, Т.А. Альперович – М.: Издательский центр «Академия», 2003 – 368с. 9. [Электронный ресурс]http: //www.1stanok.ru/pages/stanok12-6k11-6k12.html 10. [Электронный ресурс]http: //www.1stanok.ru/pages/stanok13-2k52-2.html 11. [Электронный ресурс]http: //www.profprokat.ru
СОДЕРЖАНИЕ
ВВЕДЕНИЕ Токарное дело является одним из самых востребованных на производстве отраслей. Токаря всегда в большой цене, они востребованы на самых разнообразных предприятиях. В настоящее время выпускают большое количество металлорежущих станков, различных по назначению, технологическим возможностям и размерам. Основными группами станков по виду обработки являются: токарные, фрезерные, сверлильные, шлифовальные и станки с ПУ которые в последнее время получили широкую известность и востребованность на предприятиях нашей страны. Современное производственное предприятие – это сложный комплекс взаимосвязанных заготовительных, металлообрабатывающих, сборочных и других цехов и участков. Металлообработка занимает в этом комплексе одну из центральных и самых ответственных позиций. ОАО НПК УВЗ – одно из ведущих производственных объединений Российского машиностроения. Цеха предприятия оснащаются современным оборудованием, повышаются требования к выпускаемой продукции, поэтому возрастает потребность в квалифицированных рабочих - станочниках. Проходя производственную практику в цехе №815 «Ремонтно-механический цех № 2» мной выбрана в качестве выпускной письменной работы следующая тема «Разработка технологического процесса механической обработки детали «червяк» в условиях мелкосерийного производства на станке с ПУ» Целью выпускной квалификационной работы является: разработать технологический процесс токарной обработки детали «червяк»в условиях мелкосерийного производства. Для достижения поставленной цели необходимо выполнение следующих задач: 1. Изучить исходные данные 2. Изучить необходимую литературу 3. Осуществить выбор типа и размеров заготовки 4. Осуществить выбор оборудования и оснастки 5. Составить техпроцесс на одну операцию и оформить его на стандартных бланках 6. Сделать необходимые технические расчёты 7. Сделать выводы по работе Добавить до конца листа!!!! Характеристика исходных данных Популярное:
|
Последнее изменение этой страницы: 2016-04-10; Просмотров: 825; Нарушение авторского права страницы
 1, 25мкм.Шероховатость остальных поверхностей
1, 25мкм.Шероховатость остальных поверхностей 
 =
=  =5(мм)
=5(мм) =°
=°  =°
=°  =°
=°  =80°
=80°  в.р=932МПа)
в.р=932МПа) =90°)
=90°) =
=  = 303, 2об/мин
= 303, 2об/мин =
=  = 60.3м/мин
= 60.3м/мин =
=  = 6, 4кВт
= 6, 4кВт
 11*0, 85
11*0, 85