
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Пропитки в термореактивном лаке ФЛ-98
Общие сведения. Диэлектрические и физико-механические свойства изоляции существенно зависят от качества пропиточного лака. Известно, что многократное использование лака для пропитки снижает его диэлектрические характеристики, концентрацию пленкообразующих веществ и вязкость. Процесс «старения» лака значительно ускоряется при загрязнении его частицами пыли при пропитке загрязненных якорей. При этом резко снижается основной качественный показатель лака — удельное объемное электрическое сопротивление. Исследованиями установлено, что сопротивление изоляции, пропитанной в лаке без примесей, в 3 раза выше, чем в загрязненном. Пробивное напряжение изоляции, пропитанной в лаке с механическими примесями, на 40% ниже, чем у изоляции, пропитанной в лаке без примесей. По опыту локомотиворемонтных заводов МПС осуществляют систематический контроль удельного объемного сопротивления лака. Если этот показатель ниже 5 × 1015 Ом × м, лак необходимо подвергнуть регенерации. Пропитка якоря. Технологическая схема пропитки: очистка якоря от загрязнений, сушка перед первой пропиткой, вакуумно-нагнетательная пропитка, сушка после первой пропитки, вторая пропитка погружением, сушка, окраска эмалью, сушка. Локомотивостроительные заводы предпочитают для якорей с изоляцией ВЭС-2 однократную вакуумно-нагнетательную пропитку (НЭВЗ, технологическая инструкция ОТН.926.028-71). Локомотиворемонтные заводы для якорей с миканитовой изоляцией производят трехкратную пропитку: одну вакуумно-нагнетательную и две погружением. Сушку ведут в циркуляционных печах при атмосферном давлении или индукционных печах, позволяющих создать вакуум. При вакуумировании из пор и капилляров изоляции влага удаляется более активно, что способствует при последующей пропитке более глубокому проникновению лака. Требования к режиму сушки: температура сушки при атмосферном давлении и в вакууме должна строго соответствовать классу нагревостойкости изоляции, критерием окончания сушки является нормированное значение сопротивления изоляции, термопары для контроля температуры должны устанавливаться по отношению к якорю согласно чертежу. Вакуумирование изоляции создает разрежение в порах и других неплотностях изоляции, что повышает проникающую способность лака. Для этого некоторые заводы применяют предварительное вакуумирование изоляции перед впуском лака. Повышенное давление, прилагаемое к лаку, засосанному в поры обмотки под вакуумом (нагнетание), способствует интенсивному и глубокому проникновению его в изоляцию.
Избыточное давление создается сжатым азотом (из баллонов) или воздухом. Применение азота предпочтительно, так как этот инертный газ не окисляет лака. Воздух должен быть перед подачей очищен от влаги, пыли и масел. Сушку после первой пропитки производят с целью удаления растворителей из лака, полимеризации лаковой основы с образованием твердой пленки, а также удаления паров влаги, которые остались в порах изоляции после первой пропитки или образовались в перерыве между пропитками. Целью второй пропитки является заполнение пор и пустот в изоляции, образовавшихся в результате высыхания лака после первой пропитки. Третью пропитку производят при укладке на якорь изоляционных материалов. При отсутствии этой операции третью пропитку не производят. Сушку и пропитку якоря двигателя ДТ-9Н с изоляцией ВЭС-2 производят с соблюдением следующих режимов: 1 Сушка перед первой пропиткой без вакуума при температуре 120°С в течение 10 ч и под вакуумом не менее 83 кПа в течение 5 ч. Сопротивление изоляции должно быть не ниже 0, 5 МОм. 2 Первая пропитка: охлаждение якоря до температуры 60 — 70°С и установка в пропиточный автоклав, создание в автоклаве вакуума не менее 83 — 93 кПа и вакуумирование изоляции в течение 15 — 20 мин; затягивание в автоклав пропиточного лака до уровня 1/2 или 2/3 высоты петушков; создание избыточного давления 196+49-19 кПа азота или очищенного воздуха и выдержка при этом давлении 30 мин; выемка якоря и выдержка его над автоклавом, а затем на установке до полного прекращения стекания излишков лака. После этого вал и коллектор очищают салфеткой, смоченной ксилолом. 3 Сушка после первой пропитки в вакуумной печи при температуре 160°С без вакуума в течение 4 ч и под вакуумом при той же температуре в течение 4 ч. Сопротивление изоляции в конце сушки должно быть не менее 0, 2 МОм. 4 Вторая пропитка: погружение якоря в пропиточный бак и выдержка в нем до прекращения выделения пузырьков воздуха, но не менее 15 мин, уровень лака должен достигать грани петушков; подъем якоря и выдержка над баком до прекращения обильного стекания излишков лака; повторное погружение якоря в бак с выдержкой в нем не менее 15 мин; подъем якоря и выдержка над баком, а затем на установке с периодическим поворачиванием до полного стекания излишков лака. 5 Сушка после второй пропитки в индукционной печи при атмосферном давлении и температуре 120°С и течение 5 ч, а затем под вакуумом в том же режиме. После сушки подтягивают болты коллектора. 6 Окраска якоря без охлаждения эмалью ЭП-91: эмаль разбавить этилцеллозольвом или смесью спирта гидролизного и толуола (1: 1) до рабочей вязкости (см. рис. 92), поместить якорь в окрасочную камеру без предварительного охлаждения (сразу же после сушки) и равномерно окрасить поверхности, указанные в чертеже, с помощью пульверизатора. Покрытие должно быть полным, без потеков эмали. После покрытия эмалью якорь просушить. 7 Сушка после окраски в индукционной печи при температуре 160°С без вакуума в течение 4 ч и под вакуумом при той же температуре в течение 1 ч. Периодичность контрольных проверок качества лака, эмали, компаунда устанавливают по местным условиям в зависимости от частоты использования одного и того же объема лака (эмали). Проверку лака ФЛ-98 и эмали ЭП-91 производят в соответствии с ГОСТ 12294-66 и ГОСТ 15943-70. Качество сушки после пропитки определяют по отсутствию сырого лака в пустотах между катушками в лобовых частях и отлипа лака с поверхности сердечника. Качество окраски контролируют визуально. Пленка эмали должна быть плотной, без перерывов, потеков и морщин, иметь прочную связь с основной изоляцией. Компаундирование и пропитка изоляции полюсных катушек. Катушки главных и дополнительных полюсов с корпусной изоляцией из стеклослюдинитовой ленты ЛС-40Ру-СТ и стеклянной электроизоляционной ленты ЛЭС, пропитанные в термореактивном эпоксидном компаунде ЭМТ-1 или ЭМТ-2, при ремонте ТР-3 не пропитывают. Катушки сушат в печи вместе с остовом при температуре 130 — 140оС в течение 6 — 8 ч, затем охлаждают до температуры 60 — 80°С и покрывают эмалью ЭП-91 или ПКЭ-22. Запечку производят при температуре 130 — 140°С в течение 5 ч. На заводских видах ремонта или после ремонта поврежденных участков изоляции катушки демонтируют с остова и подвергают вакуумно-нагнетательной пропитке эпоксидными компаундами ЭМТ-1 или ЭМТ-2 по ТУ ОТН.504.002-73. Эти компаунды приготовляют по ТИ 13102.00002 и в процессе использования не разбавляют растворителями. Приготовление компаундов производят путем перемешивания составляющих в нагретом состоянии при температуре 60 ± 5°С. Вязкость компаунда при этой температуре не должна превышать 60 с по вискозиметру ВЗ-4. Очищенные катушки обматывают вполуперекрышу фторопластовой пленкой, закладывают в кассету, загружают в печь и сушат при температуре 140 — 160°С в течение 6 —7 ч, затем охлаждают и загружают в пропиточный бак, находящийся внутри автоклава. Катушки вакуумируют в течение 1 ч, затем заполняют бак компаундом и вакуумируют еще в течение 1 ч. Создают избыточное давление 196+49-20 кПа азота. После выдержки катушек под этим давлением в течение 1 ч кассеты с катушками извлекают из бака, помещают на поддон и загружают в печь, где их термообрабатывают при температуре 15О±5°С в течение 24 ч. У пропитанной катушки снимают временно наложенную фторопластовую пленку, очищают катушку от наплывов компаунда, производят контроль качества компаундирования, испытывают диэлектрическую прочность корпусной и витковой изоляции и окрашивают эмалью ПКЭ-12 или ПКЭ-22. Пропитку катушек компенсационной обмотки с изоляцией ВЭС-2 производят в лаке ФЛ-98 по технологии пропитки катушек якоря. Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 1936; Нарушение авторского права страницы
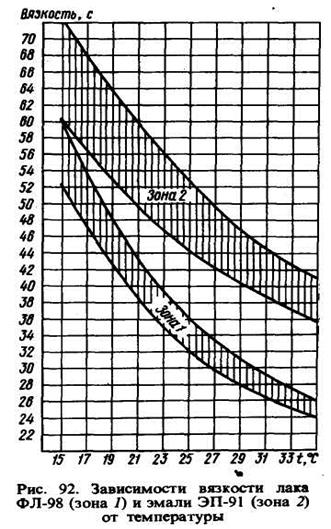 В ряде случаев при подготовке лака для пропитки введением ксилола снижают вязкость, чтобы увеличить его пропитывающую способность. Практика показала, что делать этого не следует, так как лак имеет хорошую пропитывающую способность при вязкости до 60 с по вискозиметру ВЗ-4 и температуре 20°С. В то же время пропитка в лаке с повышенной вязкостью и концентрацией пленкообразующих существенно улучшает качество изоляции. Таким образом, подготовка лака заключается в контроле его диэлектрических параметров в соответствии с требованиями ГОСТ 12294—66 и доводке его растворителем до рабочей вязкости (рис. 92).
В ряде случаев при подготовке лака для пропитки введением ксилола снижают вязкость, чтобы увеличить его пропитывающую способность. Практика показала, что делать этого не следует, так как лак имеет хорошую пропитывающую способность при вязкости до 60 с по вискозиметру ВЗ-4 и температуре 20°С. В то же время пропитка в лаке с повышенной вязкостью и концентрацией пленкообразующих существенно улучшает качество изоляции. Таким образом, подготовка лака заключается в контроле его диэлектрических параметров в соответствии с требованиями ГОСТ 12294—66 и доводке его растворителем до рабочей вязкости (рис. 92).