|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ РАБОТЫСтр 1 из 3Следующая ⇒
БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ РАБОТЫ
Методические указания к выполнению лабораторных работ №12, 13, 14, 15, 16 по дисциплине «Технология, механизация и автоматизация железнодорожного строительства» для студентов специальности 270204 «Строительство железных дорог, путь и путевое хозяйство» очной и заочной форм обучения
Издание второе, исправленное и дополненное
Составители: Т.В. Щенникова В.В. Калинина
Самара
УДК 693.5
Бетонные и железобетонные работы: методические указания к выполнению лабораторных работ №12, 13, 14, 15, 16 по дисциплине «Технология, механизация и автоматизация железнодорожного строительства» для студентов специальности 270204 очной и заочной форм обучения / составители: Т.В. Щенникова, В.В. Калинина. – 2-е издание, исправленное и дополненное. – Самара: СамГУПС, 2011. – 52 с.
Утверждены на заседании кафедры 07.09.2011, протокол №1. Печатаются по решению редакционно-издательского совета университета.
В методических указаниях изложен материал, касающийся производства бетонных и железобетонных работ; даны сведения об используемых материалах, оборудовании, машинах и механизмах. Приведенная информация будет способствовать лучшей подготовке студентов к циклу лабораторных работ по данной теме и их успешной защите.
Составители: Щенникова Татьяна Владимировна Калинина Вера Вениаминовна
Рецензенты: зам. коммерческого директора ЗАО НПЦ ИНФОТРАНС В.Б. Корся; к.т.н., доцент кафедры «Мосты и транспортные тоннели» Ю.И. Доладов
Под редакцией составителей Компьютерная верстка
Подписано в печать Формат 60´ 90 1/16. Бумага писчая, печать оперативная. Усл. п. л. 3. Тираж экз. Заказ №.
ã Самарский государственный университет путей сообщения, 2003, 2011
Введение 4 1. Опалубочные работы (лабораторная работа №12) 5 1.1. Назначение опалубки и требования к ней 5 1.2. Виды опалубки 5 1.3. Заготовка и установка щитовой опалубки. Распалубливание конструкций 13 2. Арматурные работы (лабораторная работа №13) 14 2.1. Назначение и виды арматуры 14 2.2. Заготовка арматурных элементов 17 2.3. Соединения арматуры 19 2.4. Установка арматуры 21 3. Приготовление бетонной смеси. Устройство бетоносмесительных установок и бетонных заводов (лабораторная работа №14) 22 3.1. Общие сведения 22 3.2. Основное оборудование временных растворных узлов, бетоносмесительных установок и бетонных заводов 23 3.2.1. Область применения и устройство бетоносмесителей 23 3.2.2. Дозаторы 28 3.2.3. Склады 29 3.3. Классификация бетонных заводов, устройство заводов и бетоносмесительных установок 30 3.4. Автоматизация бетонных заводов и установок 34 4. Транспортирование бетонной смеси (лабораторная работа №15) 34 4.1. Основные требования, предъявляемые к транспортированию бетонной смеси 34 4.2. Машины и оборудование для доставки бетонной смеси 35 4.3. Машины, механизмы и оборудование для подачи и распределения бетонной смеси 38 5. Виброуплотнение бетонной смеси, вакуумирование бетона (лабораторная работа №16) 45 5.1. Уплотнение бетонной смеси вибраторами 45 5.1.1. Классификация и область применения вибраторов 45 5.1.2. Устройство вибраторов 48 5.1.3. Основные правила уплотнения бетонной смеси 50 5.2. Вакуумирование бетона 51 Библиографический список 52 Введение
Бетонные и железобетонные работы являются одним из основных видов строительных работ. Широкое распространение бетона и железобетона в строительстве определяется его достоинством как строительного материала. Бетон – это прочный, долговечный и огнестойкий материал. Из него можно изготавливать конструкции и изделия любой формы и размеров. Наряду со сборными железобетонными конструкциями в строительстве достаточно широко используется монолитный бетон и железобетон. Это относится, прежде всего, к дорожному, аэродромному и гидротехническому строительству, сооружению элеваторов, резервуаров, а также зданий в сейсмических районах. Эффективная организация и технология возведения монолитных железобетонных сооружений возможна лишь при тесной взаимосвязи опалубочных, арматурных и бетонных работ, образующих в конечном итоге комплекс железобетонных работ, результатом которых является возведение той или иной железобетонной конструкции. В железнодорожном строительстве монолитный бетон используется при сооружении труб, мостов, тоннелей, жилых, общественных, производственных зданий, различного рода покрытий. Поэтому будущие инженеры путей сообщения – строители должны иметь всесторонние и прочные знания в области производства бетонных и железобетонных работ, что позволит им принимать грамотные инженерные решения в ходе их производственной деятельности. Виды опалубки По виду материалов опалубка может быть: - деревянной; - деревометаллической; - металлической; - железобетонной: - армоцементной; - из синтетических (стеклопластики) и прорезиненных материалов. Многократно используемую опалубку называют инвентарной, одноразовую – стационарной. В зависимости от положения в пространстве бетонируемых конструкций и их функционального назначения опалубка может быть: - для вертикальных поверхностей; - для горизонтальных и наклонных поверхностей; - для одновременного бетонирования стен и перекрытий; - для бетонирования фундаментов. По конструктивным признакам выделяют следующие виды опалубки: - разборно-переставная обычная и унифицированная; - крупнощитовая; - объемно-переставная; - блок-формы; - подъемно-переставная; - передвижная (скользящая, катучая); - пневматическая; - несъемная.
Рис. 1.1. Деревянная разборно-переставная опалубка: а) опалубка колонн; б) опалубка балок и прогонов; 1 – короб; 2 – хомуты; 3 – клинья; 4 – рамка; 5 – дверца для чистки; 6 – оголовник стойки; 7 – фризовая доска; 8 – щит плиты; 9 – кружала; 10 – подкружальная доска; 11 – подставка для кружальной доски над опорой; 12 – прижимная доска
Рис. 1.2. Комбинированная опалубка конструкции ЦНИИОМТП: а) щит с обшивкой из досок; б) щит с обшивкой из водостойкой фанеры или слоистого пластика; в) схватка; г) узел соединения схваток под прямым углом; д) деталь крепления щитов к схватке; 1 – стальной каркас; 2 – обшивка из досок; 3 – торцовая обойма; 4 – отверстия для соединения щитов; 5 – отверстия для пропуска тяжей; 6 – водостойкая фанера или слоистый пластик; 7 – разреженный настил из досок; 8 – швеллеры-схватки; 9 – прокладка из бруска 20х30 мм; 10 – клин; 11 – косынка; 12 – шайба; 13 – натяжной крюк Разборно-переставная опалубка собирается из инвентарных щитов, коробов, кружал, хомутов, поддерживающих конструкций и креплений. Деревянная опалубка состоит из щитов, заготовленных по размерам частей бетонной конструкции, из досок толщиной 25…30 мм с обшивкой формующей поверхности водостойкой фанерой, пластиком, кровельной сталью. В унифицированной опалубке размеры мелких щитов установлены таким образом, что из них можно собирать крупноразмерные панели, а также применять при образовании форм разнородных бетонных конструкций с помощью однотипных стыковочных узлов. Стальная унифицированная опалубка (рис. 1.3) имеет оборачиваемость до 200 раз, деревянные щиты могут использоваться 10…15 раз.
Рис. 1.3. Стальная унифицированная опалубка конструкции ЦНИИОМТП: а) детали опалубки; б) общий вид опалубки ступенчатого фундамента; 1 – основные щиты; 2 – угловой щит; 3 – несущая ферма; 4 – корпус зажима; 5 – клин; 6 – стяжка
Крупнощитовая опалубка (рис. 1.4) изготавливается из опалубочных панелей и прочих монтируемых деталей, позволяющих создать формы для бетонирования стен и перекрытий на высоту этажа и на секцию здания. Применяется при бетонировании стен и перекрытий уникальных зданий. Объемно-переставная опалубка (рис. 1.5) представляет собой механизм, соединяющий две вертикальные и складную горизонтальную панели в П-образную секцию. Боковые панели смежных секций создают опалубку стен, верхняя – перекрытия. После твердения бетона секция перекатывается на новую позицию бетонирования, где ей вновь придают П-образную форму. Блок-форма (рис. 1.6) применяется для бетонирования ряда одинаковых фундаментов, устанавливается на место работ в собранном виде и снимается при распалубливании подъемным краном. Подъемно-переставная опалубка (рис. 1.7) служит для возведения из монолитного бетона высоких сооружений конической или прямоугольной формы переменного сечения. Опалубку собирают из стальных листов, которые подвешивают к радиальным балкам и образуют кольцевую форму. Перемещение кольца по вертикали осуществляют с помощью шахтного подъемника, установленного внутри сооружения. Подъемник по мере увеличения высоты наращивают, а опалубочное кольцо частично перемонтируют сообразно с изменением поперечных размеров сооружения. Разновидностью подъемно-переставной опалубки являются механизированные опалубочные агрегаты. Такой агрегат был применен при возведении телевизионной башни в Останкино. Пневматическая (надувная) опалубка является разновидностью разборно-переставной опалубки и применяется для бетонирования куполов и сводов небольших пролетов. Изготавливается из прорезиненной ткани или прочной полимерной пленки, которая приобретает форму конструкции при наполнении воздухом.
Рис. 1.4. Унифицированная крупнощитовая опалубка: 1 – направляющая бетонной смеси; 2 – стяжка; 3 – тяж; 4 – подмости; 5 – щит; 6 – вертикальная ферма; 7 – регулируемая оттяжка; 8 – домкрат; 9 – подмости для монтажа наружного щита
Рис. 1.5. Унифицированная объемно-переставная опалубка конструкции ЦНИИОМТП: 1 – опалубка маяков; 2 – центральная вставка; 3 – Г-образный щит; 4 – распалубочный винт; 5 – шарнирный распалубочный механизм; 6 – регулируемый подкос; 7 – катки; 8 – винтовой домкрат; 9 – подмости торцовых стен; 10 – щит торцовой стены
Рис. 1.6. Неразъемные блок-формы фундаментов: 1 – форма подколонника; 2 – форма ступени; 3 – кронштейны для упора домкратов; 4 – монтажные петли
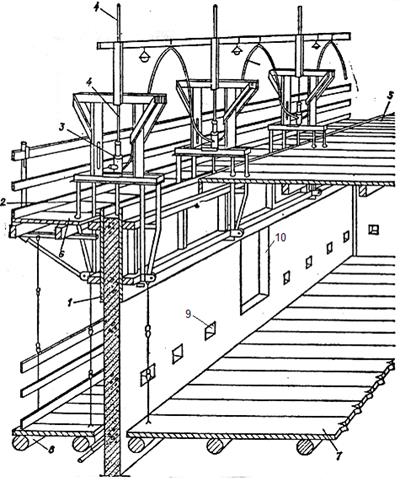
Рис. 1.7. Схема бетонирования ствола трубы в переставной опалубке: 1 – подъемная головка; 2 – тепляк; 3 – рабочая площадка; 4 – наружная опалубка; 5 – внутренняя опалубка; 6, 7 – подвесные леса; 8 – «юбка» тепляка; 9 – шахтоподъемник; 10 – ковш грузовой клети; 11 – приемно-раздаточный бункер для бетонной смеси
Рис. 1.8. Принципиальная схема возведения телевизионной башни в Останкино: 1 – ствол башни; 2 – опалубочный агрегат; 3 – легкий кран; 4 – приемная площадка; 5 – перегрузочная площадка
Передвижные опалубки (рис. 1.9, 1.10) используют для бетонирования линейно-протяженных или высоких объектов однородного характера. Скользящая опалубка используется при бетонировании высотных конструкций неизменного сечения; формируемые поверхности не отрываются от бетона, а постепенно поднимаются (скользят) вверх. Скользящая опалубка обычно имеет высоту 1, 1…1, 2 м и охватывает бетонируемое сооружение по наружному и внутреннему контурам. При хорошо организованной работе скорость возведения сооружений с простым периметром достигает 3 м в сутки. Катучая опалубка служит для бетонирования цилиндрических сводов, перекрытий, тоннелей. Если бетонируемые поверхности гладкие, она делается с опорами постоянной высоты и перекатывается на тележках с одной позиции бетонирования к другой, при наличии ребер, диафрагм, выступающих поясов опоры делаются подъемно-опускными.
Рис. 1.9. Катучая опалубка для бетонирования проходных каналов: 1 – рама наружной опалубки; 2 – складывающаяся металлическая рама внутренней опалубки; 3 – механизм для распалубки и приведения опалубки в транспортное положение; 4 – опорная доска; 5 – каток
Рис. 1.10. Конструктивная схема скользящей опалубки: 1 – щит скользящей опалубки; 2 – домкратная рама; 3 – домкрат; 4 – домкратный стержень; 5 – верхняя внутренняя рабочая площадка; 6 – верхняя наружная рабочая площадка; 7 – нижняя внутренняя рабочая площадка; 8 – нижняя наружная рабочая площадка; 9 – проем в монолитной железобетонной стене для опирания перекрытия; 10 – дверной или оконный проем в монолитной железобетонной стене Несъемная опалубка (опалубка-облицовка) (рис. 1.11) представляет собой тонкостенную форму, которая служит опалубкой при бетонировании конструкций, а затем ее облицовкой. Несъемная опалубка работает совместно с монолитным бетоном и включается в расчетное сечение конструкции. Наиболее экономично применять несъемную опалубку, когда она выполняет еще и роль гидроизоляции и утеплителя. В зависимости от назначения несъемную опалубку изготавливают из теплоизоляционных железобетонных и арматурных плит, асбестоцементных листов, пенополистирола и т.д. Так, пенополистирольные блоки или панели используют в качестве опалубки при возведении жилых зданий. В железнодорожном строительстве опалубка применяется при возведении сборно-монолитных опор, мостов и виадуков.
Рис. 1.11. Несъемная опалубка-облицовка: а) общий вид; б, в) плоские плиты; г) ребристая плита; 1 – плита; 2 – бетон массива; 3 – армокаркас; 4 – анкерующаяя петля; 5 – поверхность плиты, которая соединяется с бетоном массива; 6 – отверстия; 7 – закладные детали; 8 – ребро плиты
Перечисленные виды опалубки в основном имеют сравнительно узкое назначение. Наиболее широко применяется разборно-переставная или щитовая опалубка.
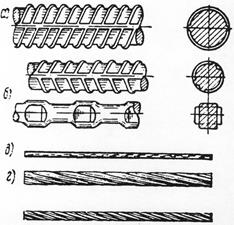
Назначение и виды арматуры Арматурой железобетона называют стальные стержни, проволоку, пряди, канаты (гибкая арматура) и профильный прокат (жесткая арматура), закладываемые в опалубку до бетонирования и предназначенные для восприятия возникающих при работе конструкции растягивающих или срезывающих напряжений, которые нельзя передавать непосредственно на бетон. Стальная арматура классифицируется по профилю, технологии изготовления и условиям применения. Арматура, изготовленная из стержней круглого, овального и квадратного сечения, называется гибкой и может быть гладкой (постоянного сечения) и периодического профиля (переменного сечения). Последняя увеличивает сцепление с бетоном, снижает затраты металла в среднем на 25…30%. Арматура, изготовленная из профильного проката (уголков, тавров, швеллеров и рельсов), называется жесткой. Этот вид арматуры применяется в особых случаях (армирование каркасов высотных зданий, специальных сооружений и т.д.). В зависимости от основной технологии изготовления гибкую арматуру можно разделить на горячекатаную стержневую и холоднотянутую проволочную. Стержневая горячекатаная арматура подразделяется на арматуру, не подвергающуюся после проката упрочняющей обработке (арматура без упрочнения), термически упрочненную и упрочненную вытяжкой в холодном состоянии. Холоднотянутая проволочная арматура подразделяется на обыкновенную и высокопрочную проволоку и арматурные изделия в виде прядей (канатов). В зависимости от механических свойств арматура разделяется на классы, для каждого из которых установлены определенные марки стали. Класс арматуры и марка стали определяют условия применения арматуры.
Рис. 2.1. Арматура периодического профиля и арматурные пряди: а) горячекатаная арматура периодического профиля; б) холодносплющенная арматура; в) высокопрочная проволока периодического профиля; г) пряди из семи и трех проволок
Для конструкций из ненапряженного железобетона применяют стержневую горячекатаную арматуру без упрочнения гладкую класса А-I (сталь Ст3, диаметром 6…40 мм) и периодического профиля - класса А-II (сталь Ст5, диаметром 10…90 мм) и класса А-III (сталь 25Г2С или 35 ГС, диаметром 6…40 мм); стержневую горячекатаную арматуру, упрочненную вытяжкой в холодном состоянии, периодического профиля классов А-IIв и А-IIIв. Для предварительно напряженных железобетонных конструкций применяют высокопрочную холоднотянутую проволоку диаметром 3…8 мм гладкую классов В-II и периодического профиля класса Вр-II; прядевую витую, трех- и семипроволочные канаты диаметром 4…15 мм классов II-3 и II-7; стержневую горячекатаную арматуру, термически упрочненную, периодического профиля классов Ат-IV, Aт-V, Aт-VI, Aт-VII (диаметром 10…25 мм); стержневую горячекатаную арматуру без упрочнения, периодического профиля классов A-IV (диаметром 10…22 мм) из хромомарганцевой стали с цирконием, титаном и т.п. Гибкую арматуру по назначению разделяют на: - рабочую, которая воспринимает усилия, возникающие в железобетонных конструкциях от внешних нагрузок и собственного веса; - распределительную, равномерно распределяющую усилия между стержнями рабочей арматуры и обеспечивающую их совместную работу, препятствуя смещению отдельных стержней при бетонировании конструкции; - монтажную, служащую для сборки арматурного каркаса железобетонных конструкций, если для этой цели недостаточно распределительной арматуры. В железобетонных конструкциях используют: - сварные арматурные сетки, состоящие из отдельных стержней, расположенных в двух перпендикулярных направлениях и соединенных в местах пересечения контактной точечной сваркой; - плоские каркасы, состоящие из двух-четырех продольных рабочих стержней и соединяющих их поперечных; - пространственные (объемные) каркасы, собираемые из плоских сеток; - проволочные пучки, применяемые при изготовлении предварительно напряженных конструкций.
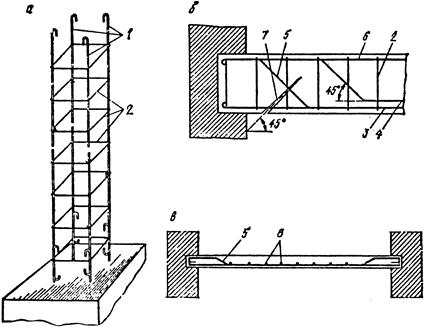
Рис. 2.2. Арматура основных элементов железобетонных конструкций: а) колонны; б) балки; в) плиты; 1 – вертикальные рабочие стержни (стояки); 2 – распределительные хомуты; 3 – прямые стержни рабочей арматуры; 4, 5 – отогнутые стержни рабочей арматуры; 6 – стержни монтажной арматуры; 7 – возможная трещина около опоры; 8 – распределительная арматура
Рис. 2.3. Виды арматурных изделий: а) плоская арматурная сетка; б, в) плоские каркасы; г) пространственный каркас; д) пространственный каркас таврового сечения; е) пространственный каркас двутаврового сечения; ж) гнутая сетка; з) гнутый из сеток пространственный каркас; и) закладные детали Арматура может быть ненапряженной (обычной) и предварительно напряженной. В последнем случае арматуру натягивают до приложения к бетону эксплуатационных нагрузок, чтобы передать реакцию от натяжения на бетон, сжать его и воспрепятствовать возникновению плохо воспринимаемых этим материалом растягивающих напряжений. При возведении конструкций, работающих в условиях агрессивных воздействий, применяют неметаллическую высокопрочную, стеклопластиковую арматуру, обладающую противокоррозионными, диэлектрическими и антимагнитными свойствами. Эту арматуру изготавливают из стекловолокна на алюмоборосиликатной основе и из эпоксидных смол.
Проволочную и прядевую арматуру хранят мотками в закрытых сухих складских помещениях, а стержневую, сгруппированную по сортам, диаметру и длине, – под навесами на стеллажах. Арматуру заготовляют в арматурных мастерских. Заготовка арматуры включает процесс ее очистки, правки, резки, гнутья и стыкования. Очистку арматуры от масла, краски, отпадающих пленок окалины или ржавчины выполняют протягиванием между стальными электрощетками или через вибропесочницы. Для очистки, правки и резки холоднотянутой проволоки и гладкой стержневой арматуры диаметром до 14 мм применяют правильно-обрезные станки-автоматы (рис. 2.4).
Рис. 2.4. Схемы автоматического станка для правки и резки арматурной стали: а) принципиальная; б) кинематическая
Непрерывно вращающиеся протяжные ролики 4 станка протягивают через правильный барабан 3 стержни или проволоку 2, которая раскатывается с мотка 1, надетого на вертушку. Проходя отверстия пяти плашек, расположенных внутри барабана по винтовой линии, и слегка изгибаясь в различных направлениях, арматура выпрямляется и одновременно очищается от окалины и ржавчины. По выходе из правильного барабана арматура движется через отверстие, образуемое кольцевыми выточками режущих шестерен 5, пока не упрется в рычаг 6 концевого выключателя. Это приводит в действие через кулачковую муфту 7 режущие шестерни 5, отрезающие при повороте стержень заданной длины. Резку арматуры диаметром 14…40 мм выполняют станочными ножницами (рис. 2.5).
Рис. 2.5. Схема устройства станка для резки арматуры
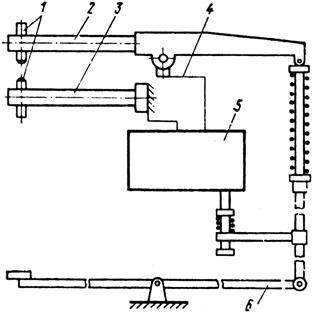
Разрезаемый стержень 6 закладывают между неподвижным ножом 5 и подвижным ножом 4. Двигатель 1 через систему шестерен и валов приводит в действие коленчатый вал 2, который сообщает возвратно-поступательные движения ползуну 3 с ножом 4, делающим несколько десятков движений в минуту. За каждое движение можно разрезать стержень диаметром 40 мм или несколько стержней диаметром менее 20 мм. Арматуру диаметром 40…70 мм режут на станках с гидроприводом. Гнутье арматуры диаметром до 90 мм выполняют на гибочных станках (рис. 2.6).
а) б)
Рис. 2.6. Станок для гнутья арматуры: а) кинематическая схема; б) вид сверху гибочного устройства
Станок имеет горизонтальный рабочий диск 2 с отверстиями, установленный на вертикальном шпинделе и получающий реверсивное вращение от электродвигателя 7 через редукторы 5. Загиб арматуры производится между тремя съемными пальцами. Осевой палец 3 вставляют в центре рабочего диска, упорный 1 - в одно из отверстий на планках 8 корпуса. Между этими пальцами закладывают стержень 6. Третий изгибающий палец 4 вставляют в одно из периферийных отверстий рабочего диска 2, при вращении которого стержень изгибается вокруг осевого пальца. Соединения арматуры Стыкование арматуры применяется для увеличения длины стержней в соответствии с проектными размерами, в монтажных узлах при сборке каркасов и изготовлении арматурных сеток, а так же при использовании обрезков арматурной стали. Существуют следующие способы стыковых соединений: - внахлестку с закреплением вязальной проволокой (ручные стыкования); - при помощи электросварки. Стыки внахлестку без сварки допускают для арматуры диаметром не более 16 мм при условии, что в любом сечении железобетонной конструкции должно стыковаться не более 25% стержней. В местах стыкования стержни скручивают вязальной проволокой двойными узлами в 2…3 местах. Для арматуры, размещающейся в растянутой зоне бетона, на концах стержней делают крюки и перепускают их на длину, равную 30…50 диаметрам стержней в зависимости от длины арматуры и вида конструкций. Для сжатой зоны бетона крюки разрешается не делать, а перепуск принимается на длину, равную 20…40 диаметрам стержней. Стержни холоднотянутой проволоки стыкуют только внахлестку без сварки. Соединения арматурных стержней электросваркой осуществляется несколькими способами: - контактной сваркой (стыковой и точечной); - электродуговой сваркой.
Рис. 2.7. Соединение арматуры различными способами: а, б) стыки внахлестку без сварки (а – в растянутой зоне; б – в сжатой зоне); в-ж) соединения, полученные путем сварки (в - контактно-стыковой; г - контактно-точечной; д - электродуговой с перепуском арматуры; е - электродуговой с накладками; ж - ванным способом)
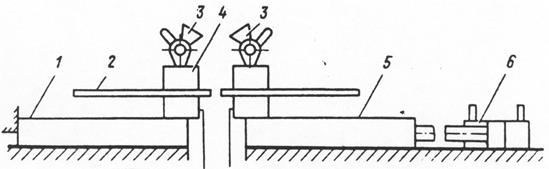
Контактно-стыковая сварка применяется для наращивания арматурных стержней из горячекатаной стали диаметром 10…90 мм и выполняется на специальных стыковых сварочных машинах мощностью от 25 до 500 кВт (рис. 2.8). На станине такой машины (станка) расположены подвижная 5 и неподвижная 1 опорные плиты с призматическими медными или бронзовыми электродами 4. Последние имеют специальные зажимные механизмы 3, в которых закрепляют свариваемые стержни. Подвижная плита при помощи специального осадочного механизма 6 перемещается, сдавливая стержни с усилием в несколько тонн. При проходе тока большой силы через торцы свариваемых стержней выделяется тепло в количестве, достаточном для оплавливания стержней. Процесс сварки в зависимости от диаметра арматуры занимает от 25 до 50 секунд.
Рис. 2.8. Схема устройства машины для контактно-стыковой сварки
Контактно-точечная сварка применяется для изготовления арматурных сеток и плоских каркасов. При этом наложенные поперек друг на друга арматурные стержни свариваются в одной или одновременно в нескольких точках, применяемыми для этой цели стационарными одноточечными или многоточечными, а также подвесными одноточечными сварочными машинами, действующими на том же принципе использования тепла, выделяемого в месте контакта.
Рис. 2.9. Схема стационарной одноточечной контактно-сварочной машины: 1 – медные электроды; 2 – верхнее подвижное плечо; 3 – нижнее неподвижное плечо; 4 – гибкие проводники; 5 – трансформатор; 6 – педальный привод
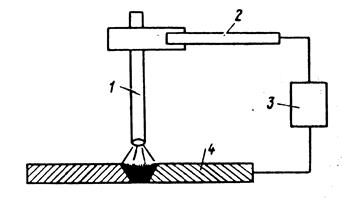
Электродуговая сварка применяется в процессе монтажа на строительной площадке арматурных сеток, каркасов, пространственных блоков; для стыкования стержней внахлестку (с перепуском в 10 диаметров) и с накладками (длиной в 5…10 диаметров), а так же при невозможности использования контактной сварки. При электродуговой сварке (рис. 2.10) один провод от сварочного аппарата 3 присоединяется к электроду 1, зажатому в держателе 2, другой – к свариваемому элементу 4. После включения тока сварщик прикасается электродом к месту сварки, замыкает цепь и быстро отводит электрод на 2…4 мм. Образующаяся при этом электрическая дуга создает высокую температуру, расплавляя металл электрода и арматуры. Смешиваясь в жидком состоянии, они при остывании образуют сварной шов. Для сварки арматуры диаметром до 6 мм электродуговая сварка не пригодна, так как возникает опасность пережога стержней.
Рис. 2.10. Схема электродуговой сварки
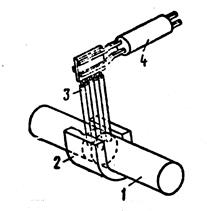
Ванный способ (рис. 2.11) электродуговой сварки применяют для соединения выпусков арматурных стержней диаметром от 36 мм и более в стыках сборных железобетонных элементов и арматуры из фасонного проката. Свариваемые стержни 1 укладываются с необходимым зазором в медную или стальную форму 2, которая предварительно приваривается (прихватывается) в нескольких точках к стержням. В зазор вставляется электрод (одноэлектродная сварка) или гребенка электродов 3, закрепленная в электродержателе 4 (многоэлектродная сварка). При прохождении электрического тока между формой и электродом возникает дуга, в результате чего образуется ванна расплавленного металла, которая разогревает и плавит торцы стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Рис. 2.11. Схема ванной сварки
Жесткую арматуру также соединяют сваркой. Качество сварных соединений проверяют осмотром, замером швов шаблоном, обстукиванием и просвечиванием рентгеновскими и гамма-лучами.
Установка арматуры В проекте производства работ указывают последовательность установки арматуры в опалубку, способ ее крепления и места сварки. Установку производят после проверки и приемки опалубки. Как правило, арматуру монтируют пространственными каркасами при помощи кранов. В некоторых случаях арматурный каркас собирают непосредственно в опалубочной форме. Тонкостенные конструкции армируют сварными сетками. В процессе бетонирования предусматривается образование защитного слоя бетона для предохранения арматуры от воздействия огня при пожаре и от коррозии. Толщина его составляет 10…30 мм, а в фундаментах 35…70 мм. На дно опалубки устанавливают заранее заготовленные прокладки из отвердевшего цементного раствора по толщине защитного слоя. При изготовлении в них заделывают вязальную проволоку для закрепления устанавливаемого арматурного каркаса. Необходимое расстояние между стержнями или рядами арматурных стержней обеспечивают путем укладки обрезков стальной арматуры. Приемку смонтированной арматуры оформляют актом на скрытые работы.
Общие сведения Большинство современных зданий и сооружений возводится с применением бетона или железобетона (армированного бетона). Бетон получают в результате затвердевания правильно подобранной, смешанной до однородного состояния и уплотненной бетонной смеси, состоящей из цемента, воды, заполнителей, в необходимых случаях специальных добавок. Состав смеси должен обеспечить в заданные сроки проектный класс бетона, а в необходимых случаях отвечать специальным требованиям, предъявляемым в отношении морозостойкости, водонепроницаемости и ряда других свойств. Состав бетонной смеси устанавливает лаборатория путем экспериментальных предварительных подборов. В процессе работ подобранный состав систематически корректируется с учетом изменения влажности заполнителей для обеспечения заданного водоцементного отношения. Бетонные смеси в зависимости от технологических свойств разделяют на обладающие подвижностью и жесткие. Бетонная смесь, обладающая подвижностью, способна растекаться без расслоения и заполнять форму под влиянием собственной массы или небольшого механического воздействия. Жесткая бетонная смесь требует интенсивного вибрирования для заполнения ею формы и уплотнения. Подвижность бетонной смеси характеризуется измеряемой в сантиметрах величиной осадки стандартного конуса свежеотформованного из контролируемой бетонной смеси (до 2 см – жесткие, 2…4 см – малоподвижные, 4…15 см – подвижные, более 15 см – литые). Жесткость бетонной смеси определяется по времени вибрации (в секундах) превращающем конус в равновеликий цилиндр. Для особо жестких смесей оно превышает 200 с, для жестких 30…200 с, для малоподвижных 15…30 с. Для производства бетонной смеси промышленность выпускает бетоносмесительные установки цикличного и непрерывного действия различной производительности, переназначенные для комплектования бетонных заводов круглогодичного действия либо для применения в качестве приобъектных предприятий. На бетоносмесительных установках цикличного действия используются бетоносмесители с периодически повторяющейся загрузкой компонентов, смешиванием и выгрузкой готовой бетонной смеси. На бетоносмесительных установках непрерывного действия загрузка компонентов бетона, смешивание и выгрузка готовой бетонной смеси производятся непрерывно. Бетоносмесительная установка представляет собой комплект технологического оборудования для дозирования компонентов и приготовления бетонной смеси с устройствами для приема компонентов и выдачи готовой бетонной смеси. Оборудование смонтировано на сборно-разборном металлическом каркасе либо отдельными блоками. При блочном решении конструкции сокращаются сроки монтажа и демонтажа, упрощается перевозка установки по железной дороге или автотранспортом. В состав предприятия по производству бетонной смеси – бетонного завода, помимо бетоносмесительной установки, входят склады заполнителей, энергетическое хозяйство, лаборатория и отдел контроля, заводоуправление с функциональными отделами. Завод может быть оборудован устройством для подогрева или охлаждения компонентов бетонной смеси, а также приготовления водных растворов различных добавок, оборудованием для обогащения (промывки, сортировки) заполнителей, ремонтно-механической мастерской.
Дозаторы Для точного дозирования исходных составляющих бетонной смеси применяют дозаторы. Цикличное или непрерывное дозирование осуществляют с помощью дозаторов для заполнителей цемента, воды и добавок. Дозаторы цикличного действия отмеривают загруженную в мерник дозу материала и после разгрузки повторяют цикл. Дозаторы непрерывного действия выдают равномерным потоком материал, отмериваемый непрерывно. По принципу действия дозаторы бывают: - объемные; - весовые; - объемно – весовые. Объемные дозаторы просты по конструкции, однако, на них трудно обеспечивать необходимую точность дозирования сыпучих составляющих бетонной смеси. Объясняется это влиянием физико-механических свойств сыпучих материалов (влажность, крупность, объемная масса), а так же способом заполнения мерника (интенсивность и высота истечения, степень уплотнения). Погрешность дозирования повышается с увеличением крупности материалов, интенсивности и высоты его истечения. Объемные дозаторы жидкости равноценны по точности дозирования весовым дозаторам, поэтому их широко используют при приготовлении бетонной смеси. Объемное дозирование сыпучих составляющих применяется на отдельно стоящих бетоносмесителях и бетоносмесительных установках непрерывного действия малой производительности. Весовые дозаторы сыпучих составляющих бетонной смеси дают более высокую точность дозирования. Поэтому весовое дозирование сыпучих компонентов применяют повсеместно на бетоносмесительных установках средней и большой производительности. Объемно-весовые дозаторы предназначены для дозирования компонентов бетона на легких заполнителях – керамзитобетона. По объему дозируют керамзит, поскольку его доза по массе не является характерной величиной из-за колебания в широких пределах величины объемной массы. Суммарная заданная масса керамзита и песка обеспечивается добавлением необходимого количества песка по массе. По способу управления дозаторы бывают: - с ручным управлением; - с дистанционным управлением; - с автоматическим управлением. При ручном управлении цикличных дозаторов открывают и закрывают впускные и выпускные затворы вручную. При управлении дозаторами непрерывного действия вручную изменяют производительность, регулируя высоту слоя материала или скорость его передвижения. При дистанционном управлении загрузку, дозирование и выгрузку материалов производят с пульта управления. Дозировщик, наблюдая за стрелками циферблатных указателей, нажимает соответствующие кнопки (ключи, тумблеры) управления исполнительными механизмами загрузки и выгрузки мерника дозатора. Популярное: |
Последнее изменение этой страницы: 2016-05-03; Просмотров: 1603; Нарушение авторского права страницы