
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
КАФЕДРА ЭКОНОМИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМСтр 1 из 6Следующая ⇒
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ ЭКОНОМИЧЕСКИЙ УНИВЕРСИТЕТ» КАФЕДРА ЭКОНОМИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ Т.И. ЛЕОНОВА, А.Г. ЖУКОВА СТАТИСТИЧЕСКИЕ МЕТОДЫ В УПРАВЛЕНИИ ПРОЦЕССАМИ Учебное пособие ИЗДАТЕЛЬСТВО САНКТ-ПЕТЕРБУРГСКОГО ГОСУДАРСТВЕННОГО ЭКОНОМИЧЕСКОГО УНИВЕРСИТЕТА ОГЛАВЛЕНИЕ ВВЕДЕНИЕ.. 3 РАЗДЕЛ 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СТАТИСТИКИ И ВЕРОЯТНОСТИ ДЛЯ СТАТИСТИЧЕСКИХ МЕТОДОВ В УПРАВЛЕНИИ ПРОЦЕССАМИ.. 6 1.1. Статистические характеристики, применяемые при статистических методах в управлении процессами. 6 1.2. Вероятностные характеристики для статистических методов в управлении процессами 16 1.3. Задачи для самостоятельной работы.. 39 РАЗДЕЛ 2. ПОСТРОЕНИЕ КОНТРОЛЬНЫХ КАРТ ШУХАРТА.. 42 2.1. Основы контрольных карт Шухарта. 42 2.2. Контрольные карты для количественных данных. 47 2.3. Контрольные карты для альтернативных данных. 61 2.4. Примеры построения контрольных карт для количественных и альтернативных данных 63 2.5. Задачи для самостоятельной работы.. 87 ЗАКЛЮЧЕНИЕ.. 92 БИБЛИОГРАФИЧЕСКИЙ СПИСОК.. 93
ВВЕДЕНИЕ Задача обеспечения качества приобретает в настоящее время все большее значение: в условиях конкурентной борьбы именно качество обеспечивает жизнеспособность предприятия. Учитывая всеобъемлющий характер вопросов управления качеством, происходит формирование принципиально новой философии управления производством, в основе которой лежит критерий качества. В комплексное понятие качества включают как качество конечного продукта, так и качество всех процессов, выполняемых на предприятии – начиная от целей, которые ставит перед собой руководство (качество цели), и заканчивая организацией конкретных производственных процессов (качество исполнения). Методической основой обеспечения качества на основе процессного подхода являются стандарты международной организации по стандартизации ISO (International Standard Organization). Новейшая редакция этих стандартов в России – ГОСТ Р ИСО 9000-2011, ГОСТ Р ИСО 9001-2011 и ГОСТ Р ИСО 9004-2010. В соответствии с требованиями данных стандартов на предприятии должна быть создана система менеджмента качества (СМК), регламентирующая выполнение всех действий согласно последним достижениям в области управления процессами. Система менеджмента качества представляет собой совокупность задач, которые решаются на разных этапах производства, и методов (инструментов) их реализации. Среди основных методов управления процессами в СМК являются методы математической статистики, что связано со статистической природой информации, порождаемой в производственных процессах. Действительно, даже при строгом соблюдении технологии на производственный процесс влияет множество случайных факторов, которые не позволяют получить желаемый детерминированный показатель качества. Это приводит к необходимости анализировать ситуацию в среднем, с вероятностной оценкой ожидаемого значения показателя. Необходимость статистического управления процессами определяется многими причинами. Так, в зависимости от уровня решения задач статистического управления качеством устанавливается степень доверия к поставщику. При высшей степени доверия продукция может поставляться без приемочного контроля, что обеспечивает поставщику ощутимые экономические преимущества. Исходной информацией для работы статистических процедур являются результаты измерения параметров производства, определяющих качество конечной продукции. Измерения производятся на различных этапах технологического цикла и консолидируются в соответствующих базах данных системы управления предприятием. Традиционный подход к контролю качества, применяемый только для проверки готовой продукции и обработка единиц, не соответствующих установленным требованиям, часто приводит к потерям и не экономичен, поскольку построен на проверке пост- фактум, когда бракованная продукция уже создана. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к процессам и требует применения статистических методов в управлении процессами. В статистическим методах управления процессами важное место отводится контрольным картам Шухарта. Контрольная карта – это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У. Шухартом в 1924 г. Цель контрольных карт заключается в обнаружении неестественных изменений в данных повторяющихся процессов и дает критерии для обнаружения отсутствия статистической управляемости. Процесс находится в статистически управляемом состоянии, если изменчивость вызвана только случайными причинами. При определении этого приемлемого уровня изменчивости любое отклонение от него считают результатом действия особых причин, которые следует выявить, исключить или ослабить. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства. Использование контрольных карт и их тщательный анализ ведут к лучшему понимаю и совершенствованию процессов. Основная задача статистического управления процессами заключается в первую очередь в обеспечении и поддержании процессов на приемлемом и стабильном уровне, гарантируя соответствие результатов процессов, продукции и услуг установленным требованиям. Первый раздел учебного пособия посвящен вопросам статистических и вероятностных характеристик, применяемых для статистических методов управления качеством. Данные вопросы включают в себя: · расчет среднего значения, дисперсии, среднего квадратического отклонения; · предмет теории вероятности, законы вероятностного распределения. Второй раздел учебного пособия посвящен вопросам построения контрольных карт Шухарта для количественных и альтернативных данных. Данные вопросы включают в себя: · построение контрольных карт среднего, размахов, выборочных стандартных отклонений, индивидуальных значений, медиан для количественных данных; · построение контрольных карт долей несоответствующих единиц продукции, числа несоответствующих единиц и числа несоответствий, числа несоответствий, приходящихся на единицу продукции для альтернативных данных. В конце каждого раздела предусмотрены задачи для самостоятельной работы студентов. РАЗДЕЛ 1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ СТАТИСТИКИ И ВЕРОЯТНОСТИ ДЛЯ СТАТИСТИЧЕСКИХ МЕТОДОВ В УПРАВЛЕНИИ ПРОЦЕССАМИ Рис. 8.
1.3. Задачи для самостоятельной работы Задача № 1. В результате определения содержания алюминия в сплаве получены следующие значения (в % масс): 7.48; 7.49; 7.58; 7.47; 7.50. Необходимо рассчитать среднее значение, дисперсию, среднее квадратическое отклонение. Задача № 2. В результате определения содержания молока в шоколаде получены следующие значения (в % масс): 5.40; 5.49; 5.60; 5.35; 5.50. Необходимо рассчитать среднее значение, дисперсию, среднее квадратическое отклонение. Задача № 3. Для проведения демографических исследований выбрали 10 семей и получили следующие данные о количестве членов семьи: 2; 5; 3; 4; 1; 6; 4; 2; 7; 3. Необходимо рассчитать среднее значение, дисперсию, среднее квадратическое отклонение. Задача № 4. Управление сельского хозяйства Делюкинского района представило сводку по 10 хозяйствам. Согласно этой сводке, урожайность ржи в них составила (в центнерах с гектара): 17.5; 17.8; 18.6; 19.9; 20.5; 18; 22.6; 17; 20.1; 21.4. Необходимо рассчитать среднее значение, дисперсию, среднее квадратическое отклонение. Задача № 5. Два ювелирных завода производят свадебные кольца в объеме 3: 7. Первый завод производит 95% колец без дефекта, второй – 90%. Молодая пара перед свадьбой покупает пару колец. Построить закон биномиального распределения, вычислить дисперсию и среднее квадратическое отклонение. Задача № 6. Станок-автомат штампует детали. Вероятность того, что изготовленная деталь окажется бракованной, равна 0, 01. Построить закон пуассоновского распределения, вычислить дисперсию и среднее квадратическое отклонение при условии, что среди 200 деталей окажется ровно четыре бракованных. Задача № 7. Ошибка радиодальномера подчинена нормальному закону распределения. Математическое ожидание этой ошибки равно 5 м, а среднее квадратичное отклонение равно 10 м. Найти вероятность того, что измеренное значение дальности будет отклоняться от истинного не более чем на 20 м. Задача № 8. Магазин производит продажу мужских костюмов. По данным статистики, распределение по размерам является нормальным с математическим ожиданием и средним квадратическим отклонением, соответственно равными 48 и 2. Определить процент спроса на 50-й размер при условии разброса значений этой величины в интервале (49-51). Задача № 9. Определить среднее, размах и дисперсию для следующих трех числовых множеств: 9.1. {0, 0, 14, 14}, {0, 6, 8, 14}, {6, 6, 8, 8}, 9.1. {1, 2, 18, 18}, {0, 4, 5, 12}, {7, 7, 9, 9}, 9.1. {2, 2, 20, 21}, {2, 5, 10, 22}, {10, 10, 11, 11}, 9.1. {3, 3, 11, 11}, {1, 2, 7, 10}, {5, 5, 6, 6}, 9.1. {2, 4, 15, 15, 18}, {3, 3, 10, 14, 18}, {6, 6, 8, 8, 9}, 9.1. {0, 0, 14, 14, 14}, {0, 6, 8, 10, 14}, {6, 6, 8, 8, 8}, 9.1. {1, 1, 14, 14, 14}, {0, 6, 8, 12, 14}, {6, 6, 6, 8, 8}, 9.1. {0, 0, 0, 14, 14, 14}, {0, 6, 8, 8, 8, 14}, {6, 6, 6, 8, 8, 8}, 9.1. {2, 3, 17, 17, 18, 18}, {0, 1, 1, 6, 8, 14}, {5, 5, 6, 6, 8, 8}, 9.1. {4, 5, 8, 9, 10, 11, 14, 14}, {0, 1, 1, 4, 4, 6, 8, 14}, {3, 3, 4, 4, 6, 6, 8, 8},
Примеры построения контрольных карт для количественных и альтернативных данных В начале построения контрольных карт выделим основные предварительные замечания перед их введением: 1. Выбор показателей качества. Необходимо выбрать показатели качества для программы контроля. Основными являются показатели, влияющие на эксплуатационные характеристики продукции или услуги. Они также могут относиться к аспектам предлагаемой услуги, признакам используемых материалов, деталям или узлам изделия, равно как и к готовому продукту, доставляемому покупателю. Статистические методы управления должны быть введены в первую очередь там, где контрольные карты будут помогать в сборе информации о процессе во времени, что позволит корректировать процесс и производить лучшую продукцию или услугу. Показатели качества продукции или услуги должны быть выбраны таким образом, чтобы оказывать решающее влияние на их качество и обеспечить стабильность процессов. 2. Анализ процесса производства. Детальный анализ процесса производства проводят для того, чтобы определить: а) вид и локализацию причин, которые могут возникнуть нерегулярно; б) влияние вводимых норм; в) методы и место контроля; г) все другие существенные факторы, которые могут влиять на процесс производства. Анализ следует также проводить для определения стабильности производственных процессов, точности производственного и контрольного оборудования, качества производимой продукции или услуги и характера связи между типами и причинами несоответствий. Условия выполнения производственных операций и обеспечения качества должны быть отрегулированы одновременно с корректировкой производственного процесса и оборудования, а также с разработкой планов статистического управления процессами. Это поможет определить оптимальные места для размещения контроля, быстро выявить любую нерегулярность в ходе производственного процесса и обеспечить надлежащие корректирующие действия. 3. Выбор рациональных подгрупп. В основе контрольных карт лежит идея Шухарта о разделении наблюдений на так называемые «рациональные» подгруппы, внутри которых могут возникнуть вариации, обусловленные только случайными причинами, в то время как различия между ними могут быть обусловлены особыми причинами, которые контрольные карты и должны обнаружить. Для этого необходимы определенные технические знания и знакомство с условиями производства и получения данных. При отнесении каждой подгруппы к определенному интервалу времени или источнику неслучайные причины, нарушающие ход процесса, можно более точно проводить и скорректировать, если это необходимо. Записи данных контроля и испытаний, представленные в том порядке, в котором проводились наблюдения, дают основание для выбора подгрупп во времени. Это всегда полезно в производстве, где важно постоянно поддерживать во времени систему причинно-следственных связей. Следует помнить, что анализ сильно упрощается, если при планировании сбора данных обращать внимание на то, чтобы данные от каждой подгруппы можно было рассматривать именно как отдельную рациональную подгруппу. Необходимо, насколько это возможно, объем подгрупп 4. Частота и объем подгрупп. Нет общих правил для выбора частоты отбора подгрупп и их объемов. Частота может зависеть от стоимости процедур взятия и анализа выборки, а объем подгрупп - от ряда практических соображений. Например, большие подгруппы, берущиеся с меньшей частотой, могут обнаружить малый сдвиг среднего процесса более точно, но малые подгруппы, берущиеся чаще, обнаруживают большие сдвиги быстрее. Часто объем подгруппы берется из 4 или 5 единиц, а частота отбора обычно выше в начале работы, чем при достижении состояния статистической управляемости. Обычно 20-25 подгрупп объема 4 или 5 рассматриваются как приемлемые для получения предварительных оценок. Частота выборок, стабильность и возможности процесса должны рассматриваться совместно, так как для оценки 5. Предварительный сбор данных. После решения о выборе характеристики (показателя) качества, которую следует контролировать, частоты и объема подгрупп должны быть собраны и проанализированы некоторые первоначальные данные контроля или измерений, чтобы определить предварительные параметры контрольных карт: центральную линию и контрольные границы. Предварительные данные могут быть собраны последовательно, пока не будет получено 20-25 подгрупп при непрерывном ходе производственного процесса. При их сборе важно позаботиться, чтобы процесс не подвергался особым внешним влияниям, таким как изменения в подаче материалов, операциях, режимах станков и т.п. Другими словами, процесс должен быть достаточно стабилен в период сбора предварительных данных. Последовательность построения КОНТРОЛЬНАЯ КАРТА
Рис. 12. Общая форма контрольной карты
Если предварительные данные невозможно разбить на подгруппы в соответствии с намеченным планом, то необходимо разбить весь набор значений, полученных в результате наблюдений, на последовательные подгруппы. Подгруппы должны иметь одинаковую структуру и объем. Единицы каждой подгруппы должны объединяться на основе предположительно одного важного общего фактора, например, все они произведены в коротком интервале времени или все единицы из одного или нескольких одних и тех же источников или мест. Разные подгруппы должны представлять возможные или подозреваемые различия в процессе, из которого они сформированы, например разные интервалы времени или источники. Далее для каждой подгруппы вычисляют среднее (
Примеры контрольных карт для количественных данных Менеджер по качеству импортера чая на основании подобных процессов предъявляет требования к процессу упаковки такие, чтобы средний вес упаковки был 100, 6 г и предполагаемое стандартное отклонение процесса равно 1, 4 г - получено на основе аналогичных упаковочных процессов. Поскольку стандартные значения даны ( центральная линия:
центральная линия:
(т.к. Для контроля следует взять 25 выборок объема 5. Значения их средних и размахов приведены в таблице 10. На рисунке 13 они нанесены вместе с контрольными границами.
Табл.10. Процесс упаковки чая
Рис. 13. Карты средних и размахов по данным таблицы 10 Карты, изображенные на рисунке 13, показывают, что процесс не находится в статистически управляемом состоянии на требуемом уровне, так как есть последовательность из 20 точек, лежащих ниже центральной линии на В таблице 11 приведены результаты измерений внешнего радиуса втулки. Каждые полчаса делалось четыре измерения, всего взято 20 выборок. Средние и размахи подгрупп также приведены в таблице 11. Установлены предельно допустимые значения внешнего радиуса: 0, 219 и 0, 125 дм. Цель - определение показателей процесса и управление им по настройке и разбросу так, чтобы он соответствовал установленным требованиям.
Табл. 11. Производственные данные для внешнего радиуса втулки
где Первый шаг: построение центральная линия:
Значения множителей Центральная линия:
Значение множителя Популярное:
|
Последнее изменение этой страницы: 2016-04-11; Просмотров: 751; Нарушение авторского права страницы
 поддерживать постоянным, чтобы избежать ошибок в пересчетах и интерпретации. Однако принципы, на которых основаны карты Шухарта, применимы и в случаях переменного
поддерживать постоянным, чтобы избежать ошибок в пересчетах и интерпретации. Однако принципы, на которых основаны карты Шухарта, применимы и в случаях переменного  часто используют среднее значение размаха
часто используют среднее значение размаха  , и количество источников вариаций увеличивается с ростом временного интервала между выборочными единицами внутри подгруппы. Поэтому увеличение времени между выборочными единицами в подгруппе увеличивает
, и количество источников вариаций увеличивается с ростом временного интервала между выборочными единицами внутри подгруппы. Поэтому увеличение времени между выборочными единицами в подгруппе увеличивает  - и
- и  -карты для случая, когда стандартные значения не заданы, приведена ниже. При построении других контрольных карт нужно следовать тем же основным шагам, но константы для вычислений будут другими (таблицы 6, 7). Общая форма стандартной контрольной карты показана на рисунке 12. В соответствии с конкретными требованиями при управлении процессом возможны модификации этой формы.
-карты для случая, когда стандартные значения не заданы, приведена ниже. При построении других контрольных карт нужно следовать тем же основным шагам, но константы для вычислений будут другими (таблицы 6, 7). Общая форма стандартной контрольной карты показана на рисунке 12. В соответствии с конкретными требованиями при управлении процессом возможны модификации этой формы. ) и средний размах (
) и средний размах (  , а на
, а на  и
и  , где
, где  ,
,  и
и  зависят от числа
зависят от числа  на
на  = 100, 6;
= 100, 6;  = 1, 4), контрольную карту средних и карту размахов можно построить с использованием формул, приведенных в таблице 6 и коэффициентов
= 1, 4), контрольную карту средних и карту размахов можно построить с использованием формул, приведенных в таблице 6 и коэффициентов  ,
,  ,
,  и
и  , приведенных в таблице 7 для
, приведенных в таблице 7 для  = 100, 6 + (1, 342 * 1, 4) = 102, 5 г
= 100, 6 + (1, 342 * 1, 4) = 102, 5 г = 100, 6 - (1, 342 * 1, 4) = 98, 7 г
= 100, 6 - (1, 342 * 1, 4) = 98, 7 г = 2, 326 * 1, 4 = 3, 3 г
= 2, 326 * 1, 4 = 3, 3 г = 4, 918 * 1, 4 = 6, 9 г
= 4, 918 * 1, 4 = 6, 9 г = 0 * 1, 4 = 0
= 0 * 1, 4 = 0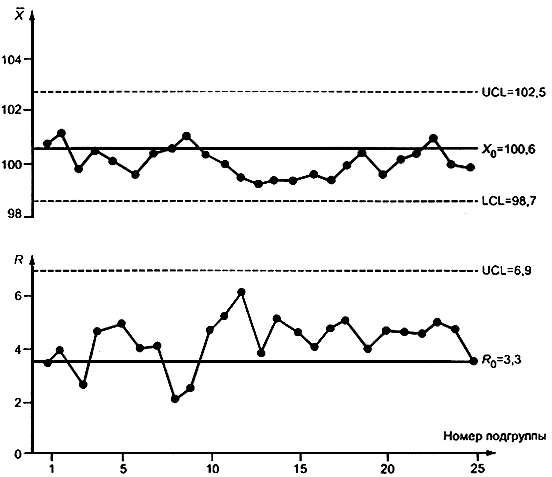
 = 0, 1924,
= 0, 1924,  = 0, 0287,
= 0, 0287,  - число подгрупп,
- число подгрупп,  = 2, 282 * 0, 0287 = 0, 0655;
= 2, 282 * 0, 0287 = 0, 0655;  = 0 * 0, 0287 = 0 (т.к.
= 0 * 0, 0287 = 0 (т.к.  = 0, 1924 + (0, 729 * 0, 0287) = 0, 2133;
= 0, 1924 + (0, 729 * 0, 0287) = 0, 2133;  = 0, 1924 - (0, 729 * 0, 0287) = 0, 1715.
= 0, 1924 - (0, 729 * 0, 0287) = 0, 1715.