|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Шнеки экструзивных машин. Конструкции и выбор материалов для их изготовления, прочностной расчёт.
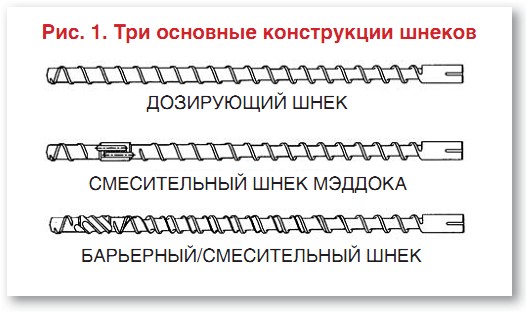
ДОЗИРУЮЩИЕ ШНЕКИ Раньше конструктивно шнек представлял собой дозирующий винт, который достаточно хорошо обеспечивал переработку некоторых полимеров, однако с меньшей производительностью по сравнению с современными экструдерами, перерабатывающими различные полимеры (рис. 1, верхняя конструкция). Со временем дозирующие шнеки видоизменялись, увеличивалась их прозводительность. В основном этот процесс носил характер проб и ошибок — испытывались и сравнивались шнеки с различными глубиной канала и длинами секций. Некоторые типы материалов с высоким уровнем наполнения хорошо перерабатывались с помощью дозирующих шнеков с глубоким каналом. Полупроводящий полиэтилен (PE) с поперечным сшиванием (XLPE) до сих пор перерабатывается шнеками этого типа. В переработке непроводящих материалов типа XLPE, а также материалов с небольшой степенью наполнения добавками, с помощью дозирующих шнеков были достигнуты пределы эффективности. Ее дальнейшее повышение стало возможным путем добавления смесительных секций (рис. 1, средняя часть), которые первоначально представляли собой ряды штырей, перекрывающих до 50% поперечного сечения канала.
СМЕСИТЕЛЬНЫЕ ШНЕКИ Для смешения используется конструкция смесительного шнека Мэддока. В этом случае весь материал при переработке принудительно проходит через небольшие зазоры. Штыревые смесительные секции, как выяснилось впоследствии, не обеспечивают такого хорошего прохождения потока расплавленного материала, как это наблюдается при использовании смесителя Мэддока. Эта конструкция со временем также подверглась усовершенствованиям по сравнению с миксером, имеющим осевую ориентацию канавки. В современных смесителях часто используется спиральная ориентация канала, и его контуры по глубине сделаны таким образом, чтобы улучшить протекание материала на их концах по сравнению с устаревшими более глубокими каналами. Смесители с хорошим протеканием потока расплавленного материала используются для переработки XLPE, PVC (поливинилхлорид) и других полимеров. Протекающий через смесительную часть поток материала изменяет свой цвет (рис. 3). Добавление смесительной секции позволило сделать дозирующие шнеки с более глубокими канавками и тем самым повысить производительность при заданной скорости вращения. Увеличение сопротивления продавливанию и зазора между шнеком и цилиндром экструдера в смесительной части должно приводить к увеличению температуры расплава по сравнению со шнеком без смесительной секции. Если углубить каналы шнека и сохранить качество расплавленного материала за счет дополнительных затрат энергии, то шнек со смесителем обеспечит повышение производительности при более низкой скорости вращения. Скорость вращения шнека является параметром, который в наибольшей степени влияет на температуру расплава. Сравнение производительности при заданной температуре расплава указывает на выбор шнека со смесительной секцией, поскольку такая конструкция дает возможность использовать более глубокие каналы и меньшую скорость вращения. Шнеки со смесительными секциями особенно хорошо подходят для использования в технологических процессах (переработка поливинилхлорида, полиэтилена FPVC, PE и т.д.), в которых допускается работа шнеков на повышенных скоростях. Более высокие скорости дают больше возможности для поддержания качества расплавленного материала, когда каналы шнека имеют увеличенную глубину для максимизации производительности. БАРЬЕРНЫЕ ШНЕКИ Конструкция барьерных шнеков (рис. 1, нижняя часть) обеспечивает лучшее продавливание расплавленного материала и возможность дальнейшего увеличения глубины каналов, если используется смесительная секция. При повышенных скоростях вращения шнека стабильность продавливания расплавленного материала обычно уменьшается при применении дозирующих шнеков, а при использовании барьерных повышается эффективность плавления и улучшается продавливание расплава. Если барьерный шнек сконструирован специально для определенного полимера и конкретного технологического процесса, твердые куски (гранулы) материала могут удерживаться в одном канале, а плавление будет происходить в другом (рис. 2). Высокопроизводительные барьерные шнеки, как правило, имеют смесительные секции. Только в тех случаях, если не требуется высокая производительность и возможны неглубокие канавки, смеситель не нужен. Барьерная секция проектируется таким образом, чтобы можно было управлять стабильностью продавливания экструдера, а смеситель не влиял бы на стабильность давления в конце его цилиндра. В течение многих лет на рынке предлагалось множество конструкций экструдерных шнеков, но оптимальным выбором является шнек барьерного типа в сочетании с обтекаемой и компактной смесительной секцией. Смеситель обычно имеет длину, равную двум диаметрам шнека. Более того, он должен быть спроектирован так, чтобы зазор между витками шнека и цилиндром экструдера имел минимальную величину для обеспечения хорошего качества
Выбор Изготовление шнеков является трудоемкой и многоступенчатой задачей, поэтому лучше обращаться к производителю, сумевшему грамотно наладить все этапы производства. При выборе необходимо ориентироваться на тип продукции, которая будет перерабатываться: — кристаллические полимеры с малым временем плавки и высокой температурой; — полимеры, склонные к быстрому разрушению; — кристаллизирующиеся и аморфные термопасты. Кроме этого нужно учесть физические параметры рабочего вещества, для переработки которого чаще всего будет использоваться экструдер: — температуру; — плотность; — химическую и биологическую активность; — влажность и т.д. Основным материалом для производства является сталь 38Х2МЮА, которая поддается азотированию для упрочнения верхнего слоя на глубину 0, 7-0, 8 мм. Твердость используемой стали должна быть не менее 1000 HV. Финишным технологическим процессом является хромирование и полировка. Достаточно часто в процессе изготовления применяется биметалл, он увеличивает устойчивость к износу и повышает время эксплуатации шнека и цилиндра при работе с наполнителями. Внешний слой шнека, контактирующий с рабочим веществом, покрывают специальным сплавом. Сплав защищает изделие от износа и эрозии. При нанесении сплава применяется технология газопорошкового наплавления. Это в несколько раз увеличивает срок эксплуатации шнека. Для особой прочности может применяться карбидо-вольфрамое напыление и вакуумная закалка.
Популярное:
|
Последнее изменение этой страницы: 2016-05-28; Просмотров: 962; Нарушение авторского права страницы