|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Нормирование отклонений формы и расположения
Нормирование отклонения формы и расположения может осуществляться несколькими способами: а) по уровням относительной геометрической точности; б) исходя из худших условий сборки или эксплуатации; в) из расчета размерных цепей. При нормировании по уровням относительной геометрической точности величина задается в % от допуска на размер. Для нормальной точности (уровень А) – на допуски формы и расположения задают 60% от допуска на размер. Часть допусков: круглости (О), профиля продольного сечения (=), цилиндричности ( Например, для вала 20-0, 021 (рис. 6): То = Т/о/ = Т= 0, 3Т = 0, 3 × 21 = 6, 3 мкм;
Рис. 6 Для допусков расположения, задаваемых в диаметральном выражении (соосности, симметричности, пересечения осей, радиального биения и т.д.), задают 60∙ 2 = 120% (1, 2Т ≈ Т) от допуска. Рекомендации по нормированию допусков формы и расположения и их обозначения на чертеже даны в табл. 1: · после расчета значений выбирается ближайшее стандартное по ГОСТ 24643-81; · при повышенной точности (уровень В) задают 40% от допуска; · при высокой точности (уровень С) задают 25% от допуска.
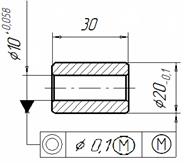
Пример Для вала Æ 20-0, 021 пронормировать полное радиальное биение (рис. 7), указать на чертеже Трасч = 21∙ 1, 2 = 25 мкм.
Рис. 7
Нормирование из худших условий сборки
Худшим условием при сборке деталей является минимальный зазор, получаемый в соединении (рис. 8). Рассмотрим пример: требуется рассчитать величину позиционного допуска из худших условий сборки болтового соединения М10. Отверстия в деталях 1 и 2 выполняются Æ 10, 5 Н12.
Величина минимального зазора Smin= 10, 5 – 10 = 0, 5 мм. Ось отверстия в детали 1 смещена относительно оси болта влево на Величина допустимого смещения осей детали 1 и 2
На практике величину позиционного допуска определяют по формуле Т = kSmin, где k – коэффициент, учитывающий условия сборки (k = 0, 8 … 1 при сборке без регулирования положения деталей; k = 0, 6 … 0, 8 – при регулировании). Для данного примера Для соединений винтового типа, где зазор имеется только между деталью 1 и крепежной, а во вторую деталь 2 крепежная деталь ввинчивается, позиционный допуск определяется по формуле: Т = 0, 5kSmin.
Оборудование и приборы Центры измерительные (рис. 9), штатив, индикатор ИЧ-10-0, 01, детали: «Вал», «Призма», «Шайба», «Втулка»; индикаторный нутромер, штангенциркуль, чертежи деталей машин, лекальная плита.
Рис. 9. Схема измерения радиального биения на измерительных центрах Порядок выполнения работы 1. Изучить методические указания. 2. Изучить приборы и оборудование. 3. Нарисовать эскизы деталей типа «Вал», «Призма» и «Шайба» в соответствии с заданием. 4. Пронормировать допуски формы и расположения по заданию преподавателя. 5. Измерить полное радиальное биение детали типа «Вал» на измерительных центрах на длине 50 мм и сравнить полученное значение с допуском на эскизе. Сделать вывод о годности детали. Порядок измерения полного радиального биения: 1) отжать подвижный центр 5 (рис. 9) с помощью рычага 6 и поместить вал между неподвижным 2 и подвижным 5 центрами, опустить рычаг 6, в результате чего деталь примет определенное положение; 2) установить индикатор 3 у торца детали и ввести измерительный наконечник в соприкосновение с поверхностью детали; 3) установить циферблат индикатора в нулевое положение; 4) повернуть деталь вокруг оси и определить максимальный размах стрелки индикатора. Полученное значение отклонения стрелки является радиальным биением вала в рассматриваемом сечении. Для определения полного радиального биения необходимо дополнительно определить составляющую отклонения вала от цилиндричности на заданном участке. Для этого необходимо установить нулевое положение индикатора в верхней точке исходного сечения и, перемещая индикатор вместе со штативом 4 по станине 1 на требуемое расстояние, отметить наибольшее отклонение стрелки индикатора. Сумма отклонений профиля и радиального биения дает значение полного радиального биения. 6. Измерить отклонения круглости и цилиндричности. Порядок измерений Измерить размеры вала по следующей схеме (рис. 10):
Рис. 10 Данные записать в таблицу:
Определить Δ о в каждом из сечений (1, 2, 3) по длине детали по формуле:
записать в таблицу: Для определения Δ /о/ взять 2 предельных значения из таблицы:
Сделать вывод о годности детали.
7. Измерить суммарное отклонение плоскостности и параллельности поверхностей детали «Призма» и сравнить полученное значение с допуском, указанным на эскизе. Сделать вывод о годности детали. Порядок измерения отклонения: 1) установить деталь 1 (рис. 11) базовой поверхностью А на поверхность лекальной плиты 4; 2) ввести измерительный наконечник индикатора 2 в контакт с измеряемой поверхностью Б детали 1; 3) установить циферблат индикатора в нулевое положение; 4) переместить деталь относительно индикатора по периметру ипо диагонали; 5) определить максимальный размах отклонений стрелки индикатора (в обе стороны от «0») и принять его за отклонение от плоскостности и параллельности.
Рис. 11. Схема измерения суммарного отклонения от плоскостности и параллельности 8. Определить отклонения расположения отверстий в детали типа «Шайба». Порядок измерения отклонений расположения отверстий: 1) измерить диаметр четырех отверстий в шайбе с помощью индикаторного нутромера; 2) с помощью штангенциркуля измерить расстояния между принятыми отверстиями; 3) определить величинумежцентрового расстояния, по формуле
где Di-1 и Di – диаметры соседних отверстий; li – расстояние между ними. Сравнить результаты измерений с допуском, заданным на чертеже.
9. Определить зависимый допуск соосности на детали «Втулка» (рис. 12).
Рис. 12. Эскиз детали «Втулка»
С помощью микрометра и индикаторного нутромера измерить действительные размеры диаметров втулки. Пользуясь схемой рис. 4, определить величину зависимого допуска для данной детали в радиусном и диаметральном выражении. Измерить отклонение от соосности детали «Втулка» и сравнить значение с величиной зависимого допуска. Сделать вывод о годности детали. Порядок измерения: 1) поместить деталь «Втулка» на оправку; 2) оправку поместить между центрами, закрепить; 3) установить индикатор на поверхность втулки; 4) установить циферблат индикатора на «0»; 5) повернуть деталь вокруг оси и определить максимальный размах стрелки индикатора в обе стороны от «0». Полученное значение является отклонением от соосности в диаметральном выражении. Схема замера представлена на рис. 13.
Рис. 13. Схема замера отклонения от соосности детали «Втулка»
Примечание. измерения соосности и радиального биения идентичны, так как радиальное биение – это сумма двух отклонений – соосности и круглости. Но величина отклонения от круглости в несколько раз (»4) меньше соосности и соизмерима с ценой деления измерительного средства.
10. Оформить отчет по работе, который должен содержать: а) название и цель работы; б) перечень оборудования и инструмента; в) эскиз детали «Вал» с указанием допусков полного радиального биения, допусков круглости и цилиндричности на указанной длине; схемы измерения, результаты измерения; г) эскиз детали «Призма» с указанием допуска плоскостности и параллельности измеряемой поверхности относительно базовой поверхности, схему измерения, результаты измерений; д) эскиз детали «Шайба» с указанием допуска расположения центров отверстий, результаты измерений; е) эскиз детали «Втулка»; результаты измерений; результаты определения зависимого допуска для детали «Втулка»; результаты замера соосности; ж) выводы по работе: заключение о годности каждой из деталей. Популярное:
|
Последнее изменение этой страницы: 2016-05-29; Просмотров: 826; Нарушение авторского права страницы
 ) – нормируют 30% от допуска, так как при замере отклонения (
) – нормируют 30% от допуска, так как при замере отклонения (  ) определяется отклонение не всего размера – диаметра, а половины – радиуса.
) определяется отклонение не всего размера – диаметра, а половины – радиуса. мкм.
мкм.

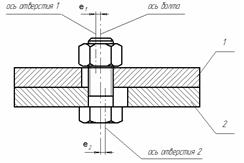 Рис. 8
Рис. 8

 ; ось отверстия в детали 2 смещена относительно оси болта вправо на
; ось отверстия в детали 2 смещена относительно оси болта вправо на  .
. е1+ е2= 0, 25 + 0, 25 = 0, 5 мм.
е1+ е2= 0, 25 + 0, 25 = 0, 5 мм. .
.
 ,
, 

 ,
,