|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ТЕХНОЛОГИЯ РАЗЪЕМНЫХ И НЕРАЗЪЕМНЫХ СОЕДИНЕНИЙ.
Классификация механических соединений и области их применения.
При изготовлении ЭА наряду с электрическими широко используются механические соединения, которые разделяются на две группы: – разъемные; – неразъемные. Разъемные соединения допускают полную разборку изделия на детали без разрушения их целостности, что позволяет быстро заменять детали и сборочные единицы в условиях эксплуатации. Резьбовые соединения в общем объеме занимают наибольший удельный вес (до 51 %), но характеризуются высокой стоимостью и трудоемкостью. К ним относятся резьбовое, байонетное, штифтовое, шплинтовое и др. Соединение считается неразъемным, если его разборка сопровождается разрушением материалов или деталей, с помощью которых оно осуществлено. Неразъемные соединения выполняют пайкой, сваркой, расклепыванием, развальцовкой, запрессовкой, склеиванием и т.д. (рис.4.1).
Рис.4.1. Соотношение видов механических соединений.
Расклепывание применяют для конструкций, работающих при высоких температурах и давлениях, для прочных соединений неметаллических деталей с металлами. Недостатками клепаного соединения являются: – отсутствие герметичности шва, – ослабление материала в месте соединения, – концентрация и неравномерное распределение напряжений, – возникновение в соединениях значительных деформаций, которые искажают взаимное положение деталей. Это вызывает необходимость в повышении требований к жесткости используемых приспособлений. Пайка и сварка конструкционных деталей имеют те же физико-химические особенности, достоинства и недостатки, что и при выполнении монтажных соединений. Некоторые отличия заключаются в технологии: подготовке деталей, выборе материалов, режимах и оборудовании. Склеивание применяют для соединения материалов в самых различных сочетаниях. Клеевые соединения обладают высокой долговечностью, коррозионной стойкостью, теплоизолирующими, звукопоглощающими, демпфирующими свойствами, герметичностью. Склеивание отличается простотой, низкой себестоимостью сборки, легко может быть переведено на поточное производство. В настоящее время широко применяют комбинированные методы неразъемных соединений – клеесварные и клееклепаные. К недостаткам клеевых соединений следует отнести сравнительно низкую стойкость при повышенных температурах, пониженную прочность при неравномерном отрыве, дефицитность, а также токсичность многих составляющих клеевых композиций. Разъемные соединения.
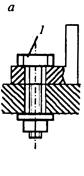
При механической сборке применяются следующие виды разъемных соединений: резьбовые (до 90 %), штифтовые, шплинтовые, байонетные. Резьбовые соединения вы-полняются с использованием винтов, болтов, резьбовых шпилек, самонарезающих шурупов и применяются для установки наиболее тяжелых крупногабаритных деталей и сборочных единиц (трансформаторов, дросселей, переключателей, приборов). Основным видом резьб является метрическая М2 – Мб. Для предохранения поверхностей деталей от повреждений под гайки, головки болтов и винтов подкладывают шайбы (рис. 4.2).
Рис.4.2. Резьбовые соединения: а - болтовое; б - винтовое; 1 - болт; 2, 3, 4 – винты с потайной, полукруглой и круглой головками соответственно; 5 - шайба.
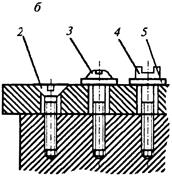
При выполнении резьбового соединения момент затяжки определяется условиями работы резьбового соединения и тем, какой элемент (винт, гайка) ограничивает прочность соединения. При соединении металлических деталей винтом или болтом момент затяжки лимитируется их прочностью на растяжение. Если винт используется для стопора, то момент затяжки ограничивается прочностью его шлицев на смятие. При соединении неметаллических деталей момент затяжки лимитируется прочностью этих деталей. Для механизированной сборки разъемных соединений при блочной и окончательной сборке в качестве оснастки применяют ручные электрифицированные и пневматические инструменты. Инструмент с электроприводом (электроотвертка) приводится в движение встроенным электродвигателем типа МН-250 мощностью до 1000 Вт и скоростью завертывания 1000 об/мин. Достоинствами электроотвертки являются: высокая производительность, возможность 5-7-кратной перегрузки по крутящему моменту. Недостатки- большие масса и потребление электроэнергии. Электродвигатель работает в импульсном режиме от источника постоянного тока в течение 0, 1 с. Электроотвертка предназначена для метрических резьб М2 – Мб. Регулировкой пружины обеспечивается момент завертывания в пределах 500-1100 Н-м при скорости завертывания 250 об/мин. Пневматический резьбосборочный инструмент ПГ-125 экономичен в работе, имеет небольшую массу и «мягкую» характеристику привода, универсален, безопасен, допускает большие перегрузки. Скорость завертывания 200-500 об/мин, питание от сети сжатого воздуха давлением 0, 3-0, 5 МПа. Применяется для резьб М2-М5. Недостатками являются повышенный шум при работе, малое быстродействие. Малогабаритный пневмозаверты-ваюший инструмент типа ПВ-МЗ предназначен для резьб диаметром до 3 мм, имеет массу 380 г, максимальный момент затяжки 300-500 Н/м и скорость вращения на холостом ходу до 650 об/мин. Широко применяется механизированный инструмент ПГ-Ю2, в котором с помощью гибкого вала вращение от электродвигателя передается редуктору со скоростью 146 об/мин. Инструмент состоит из вертикальной телескопической поворотной колонки, имеющей горизонтальную консоль, по которой перемещается каретка с закрепленными на ней электродвигателем и редуктором. От него с помощью подвески в виде гибкого вала вращение передается на резьбоверт. Наличие редуктора позволяет завинчивать винты от М2, 5 до Мб. Резьбоверт может отклоняться от вертикали на 30°. Резьбовые соединения предохраняют от самопроизвольного отвинчивания различными видами стопорения по ГОСТ 30133-95. Стопорение наглухо обеспечивает высокую надежность, но неудобно для разборки. Осуществляется кернением самой резьбы или сквозной прошивкой винта либо болта с помощью конического или цилиндрического штифта (винта) (рис. 4.3).
Рис. 4.3. Виды стопорения наглухо: а, б- кернением; в-штифтом; 1-места кернения; 2-штифт.
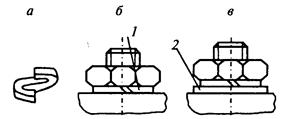
Стопорение пружинными шайбами со смещенными краями (шайбы Гровера) с подкладыванием под шайбу Гровера дополнительной стальной шайбы для защиты от повреждения поверхности детали заостренными концами шайбы (рис. 8.4).
Рис.4.4. Стопорение пружинными шайбами; а -шайба; б -стопорение гайки; в-стопорение детали из мягкого материала; 1-шайба Гровера; 2-стальная шайба.
Стопорение путем повышения сил трения в резьбе и на опорных торцах головок винтов, болтов или гаек. Оно достигается с помощью контргайки, которая увеличивает силы трения, либо применением специальной гайки со смещенными витками, которая имеет дополнительный поясок со смещенными двумя-тремя витками резьбы (рис. 8.5, а). Иногда в эту гайку закладывается упругий элемент – фибра (рис. 8.5, б). Для стопорения используют также разгибки в стороны свободных концов разрезанного винта (рис. 8.5, в).
Рис.4.5. Стопорение повышением сил трения: 1-основная часть гайки; 2-кольцевая проточка; 3-поясок; 4-часть гайки со смещенными витками; 5-фибра; 6-винт; 7-разведенные концы винта.
Стопорение краской или заливочной массой является самым простым и дешевым видом, совмещается с операцией контроля и применяется в бытовой ЭА. Состав заливочной массы: 75 % нитроэмали, 25 % молотого талька. После нанесения заливочной массы соединение подвергают сушке в течение 3-5 ч. Краска может наноситься с одной стороны резьбового соединения, по периметру выхода резьбы и заливкой головки винта. Для тропическою исполнения аппаратуры вместо краски используют герметики типа «Унигерм 2Н», которые сушат в течение 6 ч при температуре 60°С. Стопорение шплинтом с корончатой (прорезной) гайкой или проволочной петлей, которые являются легко заменяемыми и сравнительно дешевыми элементами, обеспечивающими достаточную надежность. Штифтовые соединения применяются для соединения деталей, испытывающих крутящие моменты. Используют штифты цилиндрической и конической формы из высококачественной легированной стали. Конические штифты имеют конусность и создают натяг при сборке деталей. Штифтовка является сложной и ответственной операцией, поскольку неправильная посадка штифта приводит к отказу аппаратуры. Штифтовые соединения как самостоятельные используются редко, обычно их применяют для стопорения резьбовых соединений. Шплинтовые соединения используют в основном для крепления шайб и гаек на осях и болтах. Шплинт свободно вставляют в отверстие, проходящее через гайку и ось болта, а его выступающие концы разводят. Байонетное соединение – основной вид присоединения коаксиальных разъемов, экранов пальчиковых радиоламп и других деталей. Оно удобно в разборке, но характеризуется наименьшей надежностью. При выполнении этого соединения выступы одной детали входят в прорези другой полой детали, а затяжку соединения производят, поворачивая одну деталь относительно другой.
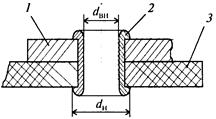
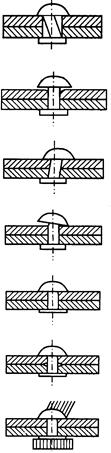
Неразъемные соединения. Заклепочное соединение применяют для листовых металлических деталей, когда требуется обеспечить его высокую механическую прочность. Заклепки изготавливают из мягкой стали (СтЗ, Ст5, Ст10) для соединения стальных деталей конструкции с высокой механической прочностью, а из латуни – для низкого электрического сопротивления и достаточной механической прочности. Эти металлы подвергаются коррозии, поэтому после выполнения соединения заклепки покрывают лаком или краской. Для деталей малой массы в ВЧ- и СВЧ-цепях применяют медные заклепки Ml, M2, а для неответственных деталей с малой массой – из алюминия марок А1 и А2. Заклепки имеют полукруглую, потайную или полупотайную головку. Замыкающую головку заклепки образуют ударами специальной обжимки по стержню заклепки, которая с противоположной стороны опирается на специальную поддержку – наковальню (рис. 4.6, а). Наковальня должна иметь лунку по форме закладной головки, ее масса в 4-5 раз больше массы молотка.
Рис.4.6. Соединение расклепыванием (а) и развальцовкой (б) 1, 3 – детали; 2 – закладная деталь. Механизация клепки осуществляется высокопроизводительными вибрационными или соленоидными прессами, пневматическими приспособлениями с усилием 1-5 кН. Контроль качества соединения осуществляют наружным осмотром, при котором обращается внимание на правильность формы головки и точность прилегания к листам. Соотношения при расклепывании деталей:
d1 = (1, 5-1, 7) d0, l = (h1 + h2) +3d0
Усилие расклепывания: P = (2, 0-2, 5) σ вS
где σ в – предел прочности материала заклепки на растяжение; S – площадь соединения.
Для расклепывания в мелкосерийном производстве применяются наковальни или молотки (массой 200-500 г), в серийном – пневматическая расклепочная оснастка с усилием 1-5 кН, в случае повышенной прочности – кривошипно-шатунные либо вибропрессы с усилием несколько тонн. Виды и причины брака при клепке листов приведены в табл. 4.1.
Таблица 4.1. Виды и причины брака при клепке листов.
Развальцовка применяется для соединения металлических и неметаллических деталей, например разъема с печатной платой. Она характеризуется меньшим усилием образования соединения за счет применения пустотелой заклепки, так называемого пистона, имеющего вид трубки, развальцованной с одной стороны (рис.4.6, б). Пистоны изготавливают из алюминия, латуни, стали и красной меди. Усилие развальцовки:
P = σ вS где: Соединения пластической деформацией образуются путем деформации элементов крепления деталей либо зачеканки одной детали в другую (например, сборка роторной секции конденсатора переменной емкости). Этот процесс отличается высокой производительностью, не требует специальных деталей, однако не рекомендуется при значительных механических нагрузках. Запрессовка обеспечивается необходимым натягом при условии, что диаметр охватывающей детали меньше диаметра охватываемой детали. Для мелких деталей усилие создают молотком, для больших – с помощью пресса. Для соединения металлических деталей применяют посадки: глухую, тугую, напряженную. Усилие запрессовки зависит от разности диаметров, формы и чистоты поверхности соприкасающихся деталей. Иногда для обеспечения запрессовки одну из деталей нагревают. Опрессовка (армирование) заключается в образовании соединения металлической и неметаллической деталей путем литья под давлением либо опрессовкой реактопластам (Т= 160- 220 °С, Р = 2-5 МПа). Склеивание – это технологический процесс соединения деталей с помощью специ-альных связующих материалов, которые вследствие взаимодействия с поверхностью деталей и изменения своего физического состояния способны формировать прочные соединения. Соединение склеиванием является результатом проявления сил адгезии, аутогезии и когезии. Адгезией называется явление сцепления двух разнородных материалов при их контакте, которое возникает в результате проявления сил молекулярного взаимодействия клея и соединяемой поверхности. Аутогезией называется явление сцепления поверхностей однородных материалов (самослипание). Когезия – явление сцепления молекул склеивающего материала в объеме тела. В пленке клея наблюда Общая схема развития сцепления при склеивании включает следующие процессы: адсорбция – адгезия – смачивание – поверхностные химические реакции. Адсорбция есть явление концентрации молекул полимера из раствора вблизи поверхности субстрата (подложки) под действием молекулярных сил. Различают два вида адсорбции: физическую и химическую. Физическая адсорбция вызывается силами Ван-дер-Ваальса и почти не требует энергии активации. Поскольку энергия связи при физической адсорбции мала, то этот процесс обратим и энергетическое состояние адсорбированных молекул мало отличается от свободных. Взаимодействие молекул адгезива и субстрата происходит в результате полярных, индукционных и дисперсионных сил. Индукционные силы возникают в результате взаимодействия постоянного диполя с неполярными молекулами. Дисперсионное взаимодействие свойственно всем молекулам и обусловлено смещением центров положительных и отрицательных зарядов относительно среднего положения в отдельные мгновения. Химическая адсорбция протекает со значительным тепловым эффектом и требует заметной энергии активации. При этом происходит изменение электронной структуры взаимодействующих молекул. Процесс склеивания состоит из нескольких стадий. На первой стадии образования соединения в результате броуновского движения молекул в адгезиве и адсорбции молекул адгезива происходит накапливание молекул клеящего вещества у поверхности субстрата. Перемещение молекул адгезива интенсифицируется давлением и нагревом. На второй стадии, когда расстояние между молекулами клея и субстрата станет менее 5 нм, начинают действовать межмолекулярные силы адгезии, приводящие к образованию различных связей типа диполь-диполь, диполь-наведенный диполь. Связи между молекулами адгезива и субстрата оказываются более прочными, чем взаимодействие молекул полимера с молекулами растворителя клея. Это значительно усиливает миграцию молекулярных цепей полимера к субстрату и приводит к образованию большого числа точек контакта. Работа сил адгезии между твердым телом и жидкостью определяется уравнением Дюпре: W т.ж = γ тг + γ жг + γ тж где γ тг, γ жг, γ тж – поверхностные натяжения на соответствующих границах раздела (рис. 4.7).
Рис. 4.7.Схема растекания капли жидкости по поверхности твердого тела
С учетом того что соотношение сил поверхностного натяжения определяется равенством Юнга: γ т.г = γ т, ж + γ ж.г Cоsθ
получим уравнение для работы сил адгезии:
W т.ж = γ жг (1+ Cоsθ )
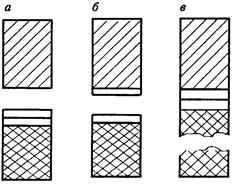
Обычно поверхность твердого тела загрязнена жировыми пленками, которые в значительной мере изменяют поверхностные свойства тел. Для увеличения работы адгезии при склеивании эти пленки необходимо удалять. Прочность клеевого соединения увеличивается, если склеиваемые материалы имеют разветвленные поры, что способствует диффузии молекул полимера в пограничный слой материала. Тонкие пленки клея (0, 1-0, 2 мм) дают более надежное соединение за счет прочных межмолекулярных сил, чем толстые слои. Технологический процесс склеивания состоит из следующих операций: – очистка поверхностей деталей от загрязнений; – нанесение клея на склеиваемые поверхности; – подсушивание нанесенного слоя клея; – соединение склеиваемых деталей и полимеризация клея; – контроль качества клеевых соединений. Подготовку поверхностей деталей под склеивание проводят механической обработкой (гидропескоструйной очисткой, шлифованием, зачисткой наждачной бумагой). Обезжиривание осуществляют органическими растворителями (трихлорэтилен, этиловый спирт и др.). Клей наносят на склеиваемые поверхности кистью, пульверизатором или путем окунания. Толщина клеевого шва должна находиться в пределах от 0, 1 до 0, 25 мм. Подсушивание нанесенного слоя клея перед соединением деталей необходимо для удаления растворителей. Если растворитель остается в клеевом слое во время сборки, это может привести к образованию непрочных соединений. Подсушка производится обычно на воздухе в течение 5-20 мин. После склеивания деталей осуществляется полимеризация клея при повышенных температуре и давлении. Так, для клеев типа БФ температура нагрева соединения доставляет 60-120 °С, давление – (1, 5-8) 105 Па. Контроль качества клеевых соединений осуществляют визуальным осмотром, с помощью дефектоскопов (ультразвуковой резонансный метод), выборочным испытанием изделия на разрушение. Для многослойной системы материалов наблюдаются четыре типа разрушения: – адгезионный – полное отслаивание адгезива от субстрата (рис. 4.8, а); – аутогезионный – разрушение по месту слипания склеиваемых поверхностей (рис. 4.8, б); – когезионный – разрушение одного из склеиваемых материалов или самой клеевой пленки (рис. 4.8, в); – смешанный – характеризуется частичным расслаиванием по месту контакта либо частичным разрушением адгезива или субстрата.
Рис.4.8. Типы разрушения клеевых соединений.
Популярное:
|
Последнее изменение этой страницы: 2016-05-30; Просмотров: 8679; Нарушение авторского права страницы





 ется образование прочных молекулярных цепей от границы раздела фаз в глубь полимера, что повышает прочность клеевого шва.
ется образование прочных молекулярных цепей от границы раздела фаз в глубь полимера, что повышает прочность клеевого шва.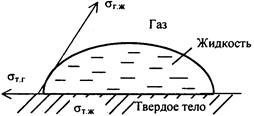
 Из этого уравнения следует, что максимальная работа сил адгезии будет получена при Cоsθ = 1, т. е. когда угол θ = 0. В этом случае жидкость полностью смачивает поверхность твердого тела.
Из этого уравнения следует, что максимальная работа сил адгезии будет получена при Cоsθ = 1, т. е. когда угол θ = 0. В этом случае жидкость полностью смачивает поверхность твердого тела.