|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава. Заготовительные операции
Назначение заготовительных операций - подготовка сплавов драгоценных и цветных металлов необходимого состава и профиля, а также изготовление отдельных элементов (деталей) ювелирных изделий. Основными операциями заготовки металлов необходимого состава и профиля являются плавка, ковка, прокатка (вальцовка) и волочение, а операциями по изготовлению отдельных деталей - слесарно-механические работы, холодная штамповка и литье по выплавляемым моделям. Плавка Плавка - это плавление какого-либо количества металлов для получения сплава необходимой пробы и нужных профилей. Металлы, входящие в сплав с драгоценным металлом, называют лигатурой. В условиях выполнения заказов из материалов (лома) драгоценных металлов различных проб, сдаваемого населением в переработку, необходимо знать методы плавки и уметь самостоятельно произвести расчет шихты для выхода на нужную (установленную в нашей стране) пробу. При этом с целью экономного использования драгоценных металлов необходимо избегать лишних плавок, а следовательно, в одном тигле надо сплавлять максимально возможное количество шихты, в состав которой могут входить сплавы лома драгоценных металлов нескольких проб. Примеры расчета шихты. Расчет шихты производится для выхода на нужную (установленную) пробу драгоценных металлов. При этом в соответствии с необходимостью могут быть случаи как повышения, так и понижения пробы. 1. Необходимо сплав определенной массы и пробы сплавить с другим сплавом для получения слитка установленной пробы. а) Какое количество лома золота 750° необходимо сплавить со 100 г лома золота 56°, чтобы получить сплав 583°? 100(583°-560°)/(750°-583°) = 100*23°/167°= 13, 77 г. Следовательно, для получения сплава золота 583° к имеющемуся лому золота 56° массой 100 г нужно добавить 13, 77 г золота 750°. б) Какое количество лома серебра 916° необходимо сплавить с 50 г лома серебра 84°, чтобы получить сплав 875°? 50(875°-840°)/(916°-875°) = 50*35°/41° = 42, 68 г. Для получения сплава серебра 875° к имеющемуся лому серебра 84° массой 50 г необходимо добавить 42, 68 г серебра 916°. в) Какое количество чистого золота 999, 9° необходимо сплавить со 100 г лома золота 375°, чтобы получить сплав 500°? 100(500°-375°)/( 1000°-500°)-100*125°/500° = 25 г. Для получения сплава золота 500° к имеющемуся лому золота 375° массой 100 г необходимо добавить 25 г чистого золота 999, 9° (для упрощения расчета чистое золото принято за 1000). 2. Необходимо понизить имеющийся сплав до установленной пробы. а) Каким количеством сплава лома золота 500° необходимо долегировать 40 г сплава лома золота 958°, чтобы получить сплав 583°? 40(958°-583°)/(583°-500°) = 40*375/83° = 180, 72 г. Для получения сплава колота 583° к имеющемуся лому золота 958° массой 40 г нужно добавить 180, 72 г лома золота 500°. б) Каким количеством сплава лома золота 56° необходимо долегировать 50 г лома золота 900°, чтобы получить сплав 750°? 50(900°-750°)/(750°-560°) = 50*150°/190° = 39, 47 г. Для получения сплава золота 750° к имеющемуся лому золота 900° массой 50 г нужно добавить 39, 47 г лома золота 56°. в) Каким количеством сплава лома серебра 800° необходимо долегировать 30 г чистого серебра 999, 9°, чтобы получить сплав 875°? 30(1000°-875°)/(875°-800°)-30*125°/75° = 50 г. Для получения сплава серебра 875° к имеющемуся чистому серебру 999, 9° массой 30 г необходимо добавить 50 г лома серебра 800° (для упрощения расчета чистое серебро принято за 1000°). 3. Необходимо получить конкретное количество сплава установленной пробы из нескольких сплавов различных проб. а) Какое количество лома золота 750° и 500° надо сплавить, чтобы получить 100 г сплава 583°? 100 (583°-500°)/(750°-500°) = 100*83°/250° = 33, 2 г. Для получения сплава золота 583° массой 100 г необходимо сплавить 33, 2 г лома золота 750° и 66, 8 г лома золота 500°. б) Какое количество лома золота 958° и 53° надо сплавить, чтобы получить 50 г сплава 750°? 50(750°-560°)/(958°-560°) = 50*190°/398° = 23, 87 г; 50-23, 87 = 26, 13 г. Для получения сплава золота 750° массой 50 г необходимо сплавить 23, 87 г лома золота 958° и 26, 13 г лома золота 56°. в) Какое количество лома серебра 916° и 750° надо сплавить, чтобы получить 40 г сплава 800°? 40(800°-750°)/(916°-750°) = 40*50°/166° = 12, 05 г; 40-12, 05 = 27, 95 г. Для получения сплава серебра 800° массой 401 г необходимо сплавить 12, 05 г лома серебра 916° и 27, 95 г лома серебра 750°. 4. Необходимо понизить пробу сплава и получить конкретное количество сплава установленной пробы с применением легирующих материалов. а) Каким количеством лигатуры (серебро и медь) необходимо долегировать лом золота 750° массой 100 г, чтобы получить сплав золота 583°? 100(750°-583°)/583° = 100*167°/583° = 28, 64 г. Для получения сплава золота 583° из лома золота 750° массой 100 г необходимо к этому лому 750'° добавить 28, 64 г лигатуры. Соотношение серебра и меди в составе лигатуры зависит от желаемого цвета сплава золота. б) Каким количеством лигатуры меди и цинка необходимо долегировать лом серебра 960° массой 60 г, чтобы получить сплав серебра 916°? 60(960°-916°)/916° = 60*44°/916° = 2, 88 г. Для получения сплава серебра 916° из лома серебра 960° массой 60 г необходимо к этому лому добавить 2, 88 г лигатуры. Соотношение меди и цинка зависит от желаемых прочностных характеристик сплава. 5. Необходимо сплавить несколько слитков различных проб с целью получения одного слитка установленной пробы. а) Какое количество лигатуры нужно добавить, чтобы из нескольких слитков различных проб получить сплав золота 500°? Каждый слиток условно переводим в чистое золото: 20 г золота 900° = 18, 0 г чистого золота 30 г золота 583° = 17, 49 г чистого золота 20 г золота 56° = 11, 2 г чистого золота 40 г золота 375° = 15, 0 г чистого золота Итого: 110 г слитка = 61, 69 г чистого золота. Определяем среднюю пробу общего слитка золота массой 110 г: 61, 69*1000/110 = 560, 82°. Затем полученный слиток золота 560, 82° массой 110 г необходимо легировать для получения сплава 500°. 110(560, 82°-500°)/500° = 110*60, 82°/500° = 13, 38 г. Для получения единого слитка золота 500° из указанных выше слитков к общему их сплаву массой 110 г необходимо добавить 13, 38 г лигатуры. Общая масса слитка золота 500° будет составлять без учета потерь на угар при плавке 110+13, 38 = 123, 38 г. б) Какое количество чистого серебра нужно добавить, чтобы из нескольких слитков различных проб получить сплав серебра 875°? Каждый слиток условно переводим в чистое серебро: 40 г серебра 750° = 30 г чистого серебра 30 г серебра 800° = 24, 0 г чистого серебра 20 г серебра 84° = 16, 8 г чистого серебра 10 г серебра 916° = 9, 16 г чистого серебра 10 г серебра 960° = 19, 6 г чистого серебра Итого: 110 г слитка = 89, 56 г чистого серебра. Определяем среднюю пробу общего слитка серебра массой 110 г: 89, 56*1000°/110 = 814, 18°. Затем полученный слиток серебра 814, 18° массой 110 г необходимо повысить до установленной 875° добавлением чистого серебра 999, 9° (для упрощения расчетов чистое серебро принимаем за 1000°). 110(875°-814, 18°)/(1000°-875°) = 110*60, 82°/125° = 53, 52 г. Для получения единого слитка серебра 875° из указанных выше слитков к общему их сплаву массой 110 г необходимо добавить 53, 52 г чистого серебра 999, 9°. Общая масса слитка серебра 875° будет составлять без учета потерь на угар при плавке 110+53, 52 = 163, 52 г. 6. Необходимо из чистого драгоценного металла получить сплав определенной массы и установленной пробы. а) Какое количество чистого золота 999, 9° нужно использовать, чтобы получить 80 г сплава золота 375°? 80*375°/1000° = 30 г. Для получения сплава золота 375° массой 80 г нужно использовать 30 г чистого золота 999, 9° (для упрощения расчетов чистое золото принимаем за 1000°). б) Какое количество чистого серебра 999, 9° нужно использовать, чтобы получить 80 г сплава серебра 960°? 80*960°/1000° = 76, 8 г. Для получения сплава серебра 960° массой 80 г нужно использовать 76, 8 г чистого серебра 999, 9° (для упрощения расчетов чистое серебро принимаем за 1000°). Плавку драгоценных металлов и лигатуры осуществляют под действием высоких температур. При этом атомы расплавляемых металлов освобождаются от внутрикристаллических связей, кристаллиты распадаются и между ними образуется все больше жидкого металла. Процесс растворения структуры продолжается до тех пор, пока весь металл из твердого состояния не перейдет в жидкое. При проведении плавки сначала начинают расплавлять драгоценные металлы, а затем добавляют цветные (лигатурные). Когда лигатура полностью расплавится и сплав будет хорошо перемешан, его выливают в металлические изложницы, где он остывает. Для обеспечения процесса плавления применяется флюс (бура) в количестве 5 г на каждые 100 г сплава. Расплавленная бура образует при охлаждении на стенках тигля или плавильной чаши глазурь, предохраняет расплав от доступа кислорода и растворяет окислы. Стальные изложницы, в которые заливают сплавы, перед заполнением очищают стальной щеткой, чисто протирают и смазывают слоем машинного масла. Плавка может быть индивидуальной или централизованной. Переводы проб сплавов драгоценных металлов. При оформлении заказов на изготовление и ремонт ювелирных изделий население сдает лом золота и серебра различных проб и приемщику заказов необходимо сразу произвести пересчет этого лома в ту пробу драгоценного металла, из которой будут изготовлены изделие или отдельный элемент. Для облегчения этого пересчета приводятся таблицы приложений 1 и 2, в которых в качестве основных приняты сплавы золота 583° и серебра 875° массой от 0, 01 до 1 г и даны эквивалентные им массовые величины всех установленных в СССР проб золота и серебра. В соответствии с Инструкцией Министерства финансов СССР все расчеты драгоценных металлов должны вестись с точностью до 0, 01 г. Следовательно, в процессе перевода массовые величины должны округляться до второго знака после запятой. Если необходимо перевести массовое количество золота 583° или серебра 875° больше чем 1 г в другую пробу, то это можно выполнить путем умножения на 10, 100 и т. д., а также путем суммирования. Пример 1. Сколько золота 750° будет эквивалентно 1, 5 г золота 583°? В этом случае можно взять из приложения 1 массу золота 750°, которая будет эквивалентна 0, 15 г золота 583°, т. е. 0, 117 г, и умножить на 10, что даст 1, 17 г. Пример 2. Сколько золота 750° будет эквивалентно 1, 52 г золота 583°? В этом случае нужно взять из приложения 1 массу золота 750°, которая будет эквивалентна 1 г и 0, 52 г золота 583°, т. е. соответственно 0, 777 г и 0, 404 г, затем суммировать и полученную величину 1, 181 г. округлить до 1, 18 г. Пример 3. Сколько серебра 916° будет эквивалентно 5, 37 г серебра 875°? В этом случае можно взять из приложения 2 массу серебра 916°, которая будет эквивалентна 0, 5 г серебра 875°, т. е. 0, 478 г, и умножить ее на 10, что даст соответствующую величину 4, 78 г, равнозначную 5 г серебра 875°. Затем взять из приложения 2 массу серебра 916°, которая эквивалентна 0, 37 г серебра 875°, т. е. 0, 353 г, после чего суммировать две полученные величины 4, 78 и 0, 353, что составит 5, 133 г, и округлить до 5, 13 г. В обратной последовательности могут быть произведены переводы любых указанных в таблицах проб сплавов золота и серебра в принятые как основные пробы: золото 583° и серебро 875°. Индивидуальная плавка. Эту плавку выполняет ювелир непосредственно на рабочем месте в плавильной чаше или ложке. Металлы при таком методе плавки легко нагреваются открытым пламенем горелки. Их сплавляют в небольшой слиток или в горячем расплавленном состоянии разливают в специальные формы для получения при остывании необходимой заготовки. При плавке открытым пламенем необходимо, чтобы оно было сильным, шумящим, с вытянутой восстановительной зоной. Централизованная плавка. При централизованной плавке в состав шихты могут входить драгоценные металлы в различном виде и различных проб (лом ювелирных изделий, отходы собственного производства и чистые драгоценные металлы), которые при расчете шихты учтены в соответствии с пробой, определенной различными методами. Однако, учитывая, что при опробовании раствором хлорного золота, пробирными реактивами и на пробирном камне с пробирными иглами проба определяется ориентировочно, с отклонениями, сплав, полученный при централизованной плавке, часто имеет отклонения от расчетной пробы. Поэтому если в состав сплава входят драгоценные металлы, проба которых определена ориентировочно, то при плавлении весь состав тигля выливают в изложницы и полученные слитки, как правило, подвергают химическому анализу муфельным методом. А затем в соответствии с полученной пробой проводят повторный, уточненный, расчет шихты и сплав повторно плавят и долегируют с целью точного выхода на планируемую пробу. При повторной, уточненной, плавке сплав разливают в специальные изложницы для получения при остывании заготовок нужных профилей. Если перед первой плавкой проба драгоценных металлов определена точно, то повторную плавку проводить не следует и полученный расплав можно разливать в специальные изложницы для получения при остывании заготовок нужных профилей. Чтобы избежать неравномерности сплава, следует тщательно перемешивать шихту. Централизованная плавка золота проводится в электрических или высокочастотных установках (печах). В ювелирном производстве применяется несколько типов электрических печей. Выбор конструкции печи зависит от объема производства, т. е. количества перерабатываемого металла. В настоящее время наиболее широкое применение получили электроконтактные печи (рис. 24). Принцип действия такой печи заключается в том, что через графитовый тигель, помещенный между двумя токопроводящими контактными пластинами (шинами), пропускают электрический ток. Тигель, в котором помещают металл, служит одновременно контактным нагревателем (электрическим сопротивлением). Тигель помещают в специальный захват и с помощью рычага с рукояткой устанавливают и извлекают из печи. Питание печи осуществляется от понижающего трансформатора, который в свою очередь питается от сети и трансформирует напряжение сети в низкое напряжение (наиболее часто 6 В). Мощность трансформатора определяется в зависимости от загрузки тигля. Для плавки металла массой до 0, 5 кг-10 кВт. При этом можно достигнуть необходимой температуры плавления и полного сплавления металлов в течение 5-7 мин. Токопроводящие шины (контакты) изготовляются из меди, концы шин подводятся к специальным пустотелым металлическим головкам, в которых циркулирует проточная вода для охлаждения контактов и шин. Подъем верхней головки для освобождения тигля от зажима между контактными пластинами и его вывода для разлива сплава осуществляется поворотом рукоятки подъемного механизма. Высокочастотные индукционные печи отличаются большой производительностью и применяются в основном на специализированных ювелирных предприятиях. В условиях индивидуального производства коэффициент их использования незначителен. Принцип действия индукционной печи состоит в нагреве электропроводящих материалов в электромагнитном поле высокой частоты, которое создается высокочастотным генератором. Установка состоит из шкафа, лицевой панели, вентилятора, выпрямителя, электромеханической блокировки анодного трансформатора, зажима индуктора и плавильной части.
Индуктор с плавильной частью проектируется и размещается в зависимости от имеющихся производственных площадей и создания максимальных удобств для работы. В качестве плавильных тиглей в ювелирном производстве применяются графитовые и глиняные (гессенские). Графитовые тигли изготовляются из графита, который размалывают и смешивают с глиной. Перед первым употреблением тигель медленно нагревают и прокаливают. При первом подогреве внутренняя поверхность тигля должна быть обработана бурой для предотвращения шелушения его поверхности и, следовательно, загрязнения плавки. Гессенские тигли изготовляют из жирной глины, не содержащей железа и извести. Примеси кварцевого песка и шамотной муки предотвращают растрескивание и усыхание тиглей. Они дешевле и прочнее графитовых, но срок их эксплуатации меньше. Перед эксплуатацией их также прокаливают и глазируют бурой, прилипшие остатки металла не выбирают, а выплавляют вместе с бурой. Тигли должны применяться для металла определенной пробы, поэтому снаружи на стенке тигля делают соответствующую маркировку. Для сокращения времени плавления и уменьшения возможности окисления металла перед загрузкой тигель необходимо прогреть. 2. Ковка Ковка - это изменение поперечного сечения заготовки в горячем или холодном состоянии без снятия стружки. В ювелирном производстве широко применяется ковка слитка (заготовки) после плавления, что дает возможность уплотнить его и ликвидировать создавшиеся в процессе плавления трещины и поры в структуре металла. Ковка также широко применяется при изготовлении различного вида заготовок (деталей), чему способствуют хорошие пластические свойства сплавов драгоценных и цветных металлов.
Существует два вида ковки: предварительная и окончательная. Предварительная (черновая) ковка - кузнечная обработка слитка для подготовки его к дальнейшей деформации прокаткой, волочением и т. д.; окончательная (чистовая) ковка охватывает все методы кузнечной обработки, с помощью которой изделию придают окончательную форму.
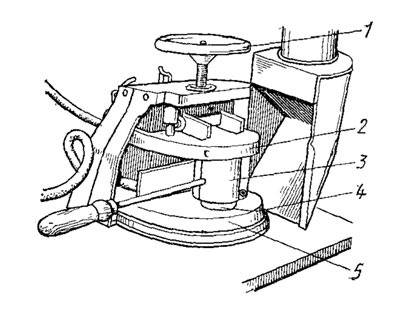
Ковку начинают легкими ударами молотка, затем постепенно удары усиливают. В промежутках между ударами определенной силы металл отжигают и охлаждают в воде. От формы бойка молотка, вида подкладного инструмента и силы удара зависит, в какой степени и в каком направлении пойдет деформация заготовки. Прокатка Прокатка (вальцовка) применяется, когда ювелирные изделия необходимо изготовить из листового материала методом штамповки или из прутков определенной формы и толщины. Этот технологический процесс основан на пластичности сплава. Листовой металл прокатывают между гладкими валками прокатных вальцов. Между вращающимися валками слиток сжимается по толщине, а длина его при этом увеличивается. Проволоку прокатывают в фасонных валках (ручьевых), в которых имеются кольцевые проточки (ручьи), соответствующие по сечению форме профиля прокатываемой проволоки. Принципиально процессы прокатки листового металла и проволоки сходны, но каждый из них имеет свои особенности. При прокатке листового металла на него действует только вертикальное давление, а при прокатке проволоки заготовка испытывает еще и боковое давление. Прокатываемый лист может, хотя и незначительно, расширяться в стороны, в то время как при прокатке проволоки деформация недопустима. Особое внимание при прокатке необходимо обращать на способность каждого сплава к пластической деформации. В процессе прокатки металл нагартовывается и повышает свою твердость. Для снятия напряжений и придания металлу пластичности необходимо при прокатке проводить периодически отжиг. Последний может быть между определенными циклами прокатки, состоящими из нескольких проходов. Ориентировочно отжиг следует проводить после уменьшения толщины заготовки или сечения проволоки на 50%. В процессе прокатки существенно ее направление, которое можно изменять только после промежуточного отжига. Сокращение расстояния между валками, а при прокатке проволоки переход к прокатке в следующем ручье производятся после выполнения цикла прокатки и отжига металла. Прокатные вальцы бывают плоские, фасонные и комбинированные, в зависимости от профиля валов. Они могут быть с электро- или ручным (рис. 25) приводом. Станина вальцов по конфигурации может быть различной. В верхней части станины должны быть четыре отшлифованные стойки, которые являются направляющими. По направляющим передвигаются подшипники качения, в которых вращаются валки. Диаметр и длина валков определяются в зависимости от потребностей производства. Сверху на направляющие стойки ставится верхняя плита, которая соединяет их. Расстояние между валками регулируется с помощью вертикальных винтов, установленных в верхней плите, и центрального маховика. Волочение Волочение - это протягивание проволоки через коническое отверстие фильеры (рис. 26). При прохождении через фильеру поперечное сечение проволоки уменьшается до сечения протяжного отверстия фильеры. Чем круче конус фильеры, тем резче изменяется сечение проволоки и больше возрастают сопротивление деформации и рабочее усилие. Рабочее усилие должно соответствовать силе натяжения проволоки, если же это усилие будет больше силы натяжения, то проволока будет рваться, особенно тонкая. Для протягивания проволоки необходимо у предварительно подготовленной (прокатанной) проволоки заточить конец и протолкнуть его в коническое отверстие фильеры на волочильной доске, вытягивая его плоскогубцами, после чего протягивать через фильеру ручным или механическим способом. Протягивание до требуемого размера ведется последовательно через фильеры меньших диаметров с периодическим отжигом проволоки. На волочильной доске фильеры установлены в такой последовательности, которая обеспечивает качественную протяжку и не приводит к преждевременному износу фильер. При протягивании тонкой проволоки из драгоценных металлов применяют алмазные фильеры, которые более износостойки и дают возможность получить калиброванную проволоку. Если требуется получить небольшое количество проволоки, то ее протягивают вручную. При этом волочильную доску зажимают в тисках между защитными губками из мягкого металла. Проволоку захватывают специальными плоскогубцами с острыми насечками и тянут через фильеры вручную. Если требуется протянуть большое количество проволоки, то применяются специальные волочильные станы, ручные или с электроприводом. Протяжка при этом проводится также через волочильную доску с периодическим отжигом. Популярное:
|
Последнее изменение этой страницы: 2016-06-05; Просмотров: 1826; Нарушение авторского права страницы