|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Станки для обработки отверстий ⇐ ПредыдущаяСтр 4 из 4
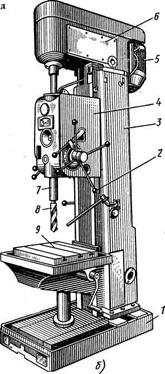
9.1 Вертикально-сверлильные станки. Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рисунке 20. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в ремонтно-механических и инструментальных цехах.
На фундаментной плите 1 смонтирована колонна 2 коробчатой формы. В ее верхней части размещена шпиндельная головка 3, несущая электродвигатель 4 и шпиндель 5 с инструментом 6. На вертикальных направляющих колонны установлена шпиндельная бабка 7, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически с помощью штурвала 8 вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его можно установить на различной высоте в зависимости от размеров обрабатываемых деталей. На рисунке 21 представлена кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал 1 вращается от электродвигателя 38 через передачу 1-2. Движение валу 11 сообщает одна из трех пар зубчатых колес: 3-4, 5-6 и 7-8. Дальнейшее вращение передается одной из кинематических цепей 9-10, 8-11 или 12-13. Конечный вал 111 коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю 1V. В итоге шпиндель имеет девять различных частот вращения.
Рабочая подача шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14-15 и коробку подач. Вращение валу V1 сообщает одна из трех передач 16-17, 18-19, 20-21 и далее валу V11 одна из двух передач 22-23 или 21-24. Зубчатая передача 25-26 и червячная пара 27-28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31-32 и реечную 33-34 пары. Вертикальное перемещение стола производится также вручную поворотом рукоятки через коническую 36-35 и винтовую 37 пары.
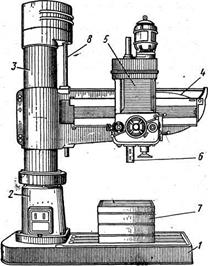
9.2 Радиально-сверлильные станки. Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки (рисунок 22). При обработке на них деталь остается неподвижной, а шпиндель со сверлом перемещаются относительно детали и устанавливаются в требуемое положение. На фундаментной плите 1 такого станка установлена тумба 2 с неподвижной колонной, на которую надета гильза 3, поворачивающаяся вокруг колонны на 3600. На гильзе смонтирована траверса 4, которая имеет горизонтальные направляющие для перемещения сверлильной головки 5. Внутри головки размещены коробка скоростей и подач и узел шпинделя 6. На передней крышке расположены органы управления.
Обрабатываемые детали устанавливают на столе 7 или непосредственно на верхней плоскости фундаментной плиты. Шпиндель 6 со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой 4 и гильзой 3 поворачиваться вокруг оси неподвижной колонны. Эти два движения обеспечивают установку инструмента по любым координатам. С помощью винта 8 траверса понимается или опускается по гильзе и закрепляется на любой высоте. Гильза, в свою очередь, может быть зажата на колонне, а сверлильная головка – на траверсе. Перед сверлением отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки освобождают. Механизмы зажима размещены в нижней части гильзы, над тумбой 2 и в сверлильной головке 5.
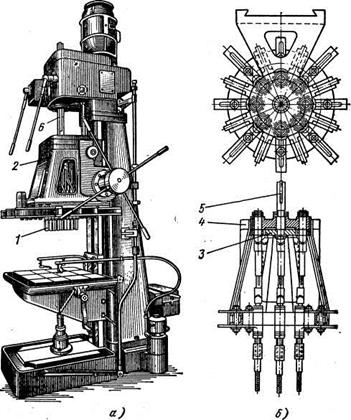
9.3 Многошпиндельные сверлильные станки и головки. Для одновременного сверления нескольких отверстий применяют многошпиндельные станки и головки. В машиностроении нашли распространение два вида многошпиндельных головок: для оснащения универсальных вертикально-сверлильных станков и для агрегатных станков.
На рисунке 23, а показана компоновка узлов многошпиндельной сверлильной головки с неподвижными шпинделями. Шпиндели 1, число и расположение которых зависит от числа отверстий обрабатываемой детали, смонтированы в корпусе 2 головки. Привод их осуществляется от центрального ведущего колеса 3 (рисунок 23, б). Головку устанавливают на станке следующим образом. Пиноль сверлильного станка оснащают фланцем 4. К нему прикрепляют корпус 2 головки. На конце ведущего вала 5 сделаны лыски, которыми он заходит в прямоугольный паз шпинделя 6 станка. Следовательно, шпиндель станка вращает все шпиндели головки, а пиноль сообщает ей подачу.
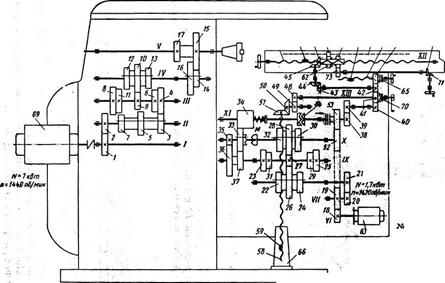
10 Фрезерные станки 10.1 Горизонтально-фрезерные станки. На рисунке 24 показана кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82. Привод главного движения получает начало от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала 1 с помощью зубчатых колес 1-2 передается валу 11, и далее через одну из трех пар колес (3-4, 5-6 или 7-8) сообщает движение валу 1V, а последний по цепи колес 14-15 или 16-17 – шпинделю V. Изменение скоростей достигают переключением колес 3-5-7, 10-13-12 и 14-16. Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал V111, и далее через зубчатые колеса 22-23, 24-25 или 26-27 вращение передается валу 1Х. С вала 1Х через зубчатые колеса 27-28, 29-30 или 31-32 вращение передается валу Х. Отсюда движение на вал Х1 может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой М), или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты М вал Х1 может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из группы передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления: при включении первой муфты вторая выключается и наоборот. Подача стола осуществляется с помощью винтовых механизмов: продольная – парой 54-55; поперечная 56-57 и вертикальная 58-59. Цепь продольной подачи соединяет вал Х1 с ходовым винтом 54. Она состоит из передач 38-39, 40-42, 43-44, 45-46 (на схеме винт 54 повернут на 900 относительно оси колес 44 и 45; его ость перпендикулярна плоскости чертежа). Цепь поперечной подачи состоит из зубчатых колес 38-39, 40-42-47.
Цепь вертикальной подачи включает в себя зубчатые колеса 38-39, 40-41, 48-49 и 50-51. Для включения и выключения подач служат муфты 62, 65, 70.
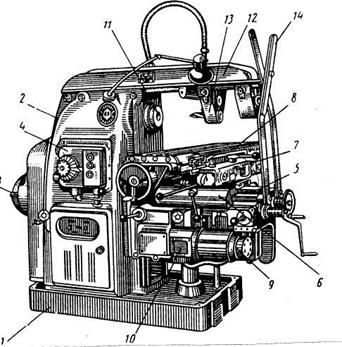
10.2 Вертикально-фрезерные станки. Станки этой группы строятся обычно на одной базе с горизонтально-фрезерными и поэтому имеют много унифицированных узлов и деталей. Данный станок отличается вертикальным расположением оси шпинделя, в связи с чем изменена конструкция станины и шпиндельного узла. Внешний вид станка показан на рисунке 25.
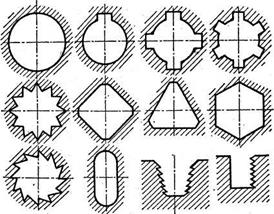
11 Протяжные станки Протяжные станки предназначены для обработки внутренних и наружных поверхностей самой разнообразной формы (рисунок 26).
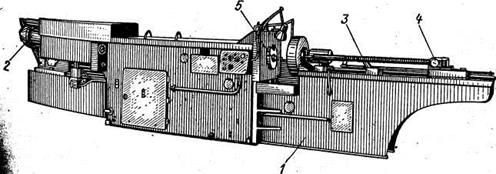
Применяются они в условиях крупносерийного и массового производства. По характеру работ они делятся на станки для внутреннего и наружного протягивания, по расположению инструмента – на горизонтальные и вертикальные. На рисунке 27 показан общий вид горизонтального протяжного станка.
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для крепления левого конца протяжки 3; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки и сама деталь упираются в неподвижный корпус 5 станины. Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождаю протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается с помощью специального кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение. Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход – замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается отсутствием подвода и отвода протяжки. Все исполнительные движения: подвод протяжки, медленный рабочий ход, быстрый рабочий ход, обратный ход, отвод протяжки осуществляются с помощью гидропривода.
12 Шлифовальные станки Шлифовальные станки применяют в основном для снижения шероховатости поверхностей обрабатываемых деталей и получения точных размеров. Обычно на шлифование подаются детали после предварительной черновой обработки и термических операций; шлифование может быть и единственным методом обработки. Основной инструмент станка – шлифовальный круг, который может иметь самую разнообразную форму. Шлифовальные станки в зависимости от назначения делятся на несколько основных групп: кругло-шлифовальные, бесцентрово-шлифовальные, внутришлифовальные и плоскошлифовальные. В машиностроении также применяют специальные шлифовальные станки для обработки резьб, зубьев зубчатых колес, шлицев и т.д. Кроме того, для достижения низкой шероховатости поверхности применяют шлифовально-притирочные и шлифовально-доводочные станки, а для получения зеркальной поверхности – полировальные станки. К конструкции шлифовальных станков предъявляют повышенные требования в отношении жесткости, виброустойчивости, износостойкости и температурных деформаций.
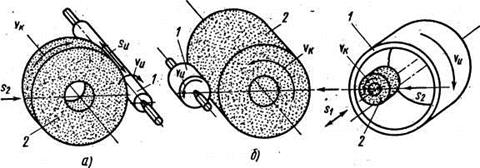
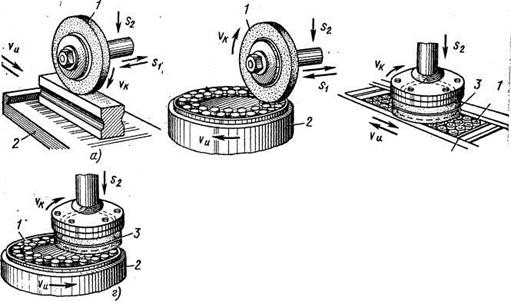
В процессе круглого шлифования (рисунок 28, а) заготовка 1 получает круговую Vи и продольную Sи подачи; последняя обеспечивает возвратно-поступательное движение стола, на котором в центрах установлена заготовка. В конце каждого одинарного или двойного хода стола шлифовальному кругу 2 сообщается поперечная подача S2. Таким образом, припуск снимается за несколько рабочих ходов. На рисунке 28, б показана схема круглого шлифования коротких деталей с применением только радиальной подачи (врезное шлифование), а на рисунке, в – схема внутреннего шлифования. В последнем случае заготовка 1 вращается со скоростью круговой подачи Vи, а шлифовальный круг 2 имеет осевую подачу S1 в обе стороны и радиальное перемещение S2 при врезании. При плоском шлифовании (рисунок 29) детали устанавливают на прямоугольном или круглом магнитном столе. Шлифовальный круг работает своей периферией или торцом. В первом случае (рисунок 29, а) столу 2 сообщают возвратно-поступательное движение Vи, а кругу 1 – поперечную подачу S1 за каждый ход стола. После прохода всей плоскости круг получает вертикальную подачу S2 на глубину шлифования. Если стол круглый (рисунок 29, б), его вращение выполняет круговую подачу. При шлифовании торцом круга (рисунок 29, в) детали 1 устанавливают на магнитном столе 2, которому сообщают возвратно-поступательное движение со скоростью Vи. Шлифовальный круг 3 перекрывает ширину стола и поэтому шлифует деталь (или группу деталей) по всей ширине за несколько проходов. Круг периодически получает вертикальную подачу S2. В других плоскошлифовальных станках (рисунок 30, г) детали 1 устанавливают на круглом столе 2, которому сообщают вращение (круговую подачу). Круг 3, перекрывая часть стола, обеспечивает шлифование по всей ширине только группы деталей.
12.1 Кругло-шлифовальные станки. Кругло-шлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. На рисунке 30 показан общий вид кругло-шлифовального станка мод. 3А150. Станок имеет следующие основные узлы. На направляющих станины 1 установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку можно закреплять на различном расстоянии от передней, в зависимости от длины обрабатываемой детали. Сзади, на поперечных направляющих станины размещена шлифовальная бабка 5 с приводом вращения шлифовального круга 6. Деталь, установленная в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом 2 детали сообщают возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокруг вертикальной оси на угол, соответствующий конусности детали.
В станке автоматизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки и подача круга на врезание после каждого одинарного или двойного хода стола. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянно. На станке можно производить как врезное, так и продольное шлифование с применением прибора активного контроля. В этом случае циклом шлифования управляют конечные выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в процессе шлифования измерять диаметр обрабатываемой детали. Привод главного движения смонтирован на шлифовальной бабке; от электродвигателя движение шпинделю шлифовального круга передается ременной передачей. Вращение обрабатываемой детали производится от другого двигателя – электродвигателя постоянного тока с бесступенчатым регулированием частоты ее вращения. Гидравлическое оборудование станка осуществляет следующие функции: возвратно-поступательное движение стола; подвод и отвод шлифовальной бабки; автоматическую периодическую подачу на врезание шлифовальной бабки и др.
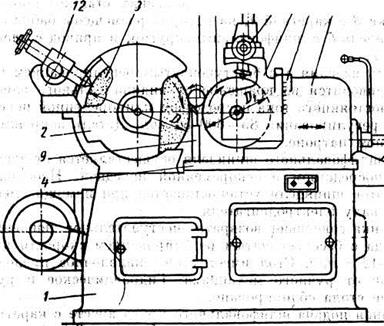
12.2 Бесцентровые кругло-шлифовальные станки. На рисунке 31 показан общий вид бесцентрового кругло-шлифовального станка. На станине 1 слева неподвижно установлена бабка 2, несущая шпиндель с шлифовальным кругом 3. Справа размещена плита 4. В ее продольных направляющих смонтирована бабка 5 с поворотной головкой 6 и ведущим кругом 7, который можно поворачивать вокруг горизонтальной оси на требуемый угол по шкале 8. На плите 4 закреплена также направляющая призма 9, являющаяся опорой для обрабатываемой детали 10. Установка бабки 5 подающего круга 7 на размер обрабатываемой детали, а также компенсация износа круга производятся перемещением бабки по направляющим станины вместе с плитой 4. Это достигают с помощью маховика 11 и винтовой передачи. Механизмы привода смонтированы внутри станины. Вращение им сообщает электродвигатель, расположенный с левой стороны. Для периодической правки шлифующего и подающего кругов служат специальные устройства 12 и 13. 10 7 13 6 8 5
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1729; Нарушение авторского права страницы