
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Понятие о непрерывной твердой фазе (НТФ)Стр 1 из 19Следующая ⇒
Факультет технологии и исследования материалов Конспект лекций по курсу «Теория литейных процессов»
Курс читает профессор Голод В.М. Конспект выполнил студент группы 4062/1 Курчаков С.С.
Санкт-Петербург Рассмотрим закономерность формирования качества отливок и методы которые позволяют избежать дефектов. Качество отливок – многозначное понятие, включающее целый ряд аспектов, определяемых механизмом возникновения дефектов, масштабом распространения и характером проявления. Показатели качества: · Физическая однородность отливки – отсутствие в теле отливки нарушений сплошности в виде пор и раковин. Микродефекты – неметаллические включения и газовые поры. Макродефекты – крупные шлаковые включения, засоры и газовые раковины. Объемная усадка металла при затвердевании вызывает появление усадочных пор и раковин. В качестве нарушений сплошности могут выступать трещины. · Механическая однородность отливки – отсутствие в отливке деформаций и напряжений, как в микромасштабе, так и в макромасштабе. Поскольку деформации и напряжения способны вызвать образование трещины, когда эксплуатационные напряжения суммируются остаточными напряжениями. Они способны вызвать искожение геометрией отливки. · Химическая однородность отливки – отсутствие в отливке ликвации, как в микромасштабе, так и в макромасштабе, т.е. отклонений по химическому составу от среднего содержания компонентов в сплаве, т.к. ликвация способна вызвать резкое снижение механических свойств. · Структурная однородность отливки – однородность морфологии и размеров кристаллической структуры, как в микромасштабе, так и в макромасштабе, т.к. неоднородность структуры вызывает неоднородность механических свойств, ухудшающих качество отливки. Соответствие отливки по конфигурации и размерам чертежу. Иногда отливка должна иметь весовую размерность. · Качественная литая поверхность – отсутствие микродефектов в виде трещин, а также макроволнистости. Поверхностные дефекты являются источником возникновения усталостных трещин. Качество литой поверхности определяет долговечность отливки.
Цель: Разработка представлений о механизме получения требуемого уровня качества. Глава 1.Литейные процессы
1) Течение расплава в каналах литниковой системы при заполнении полости формы в результате которого поток может размывать форму, порождать неметаллические включения, газовые раковины. Если поток заполнил форму не полностью – недолив. 2) В результате теплообмена с холодной формой металл охлаждается и начинает затвердевать. 3) Объемная усадка металла – сокращение объема жидкого металла в результате уменьшения температуры. Усадка приводит к понижению уровня расплава и образованию раковины. 4) При понижении температуры расплава уменьшается растворимость неметаллических включений. Образуются эндогенные неметаллические включения. При снижении температуры снижается растворимость газов, поглощенных в процессе выплавке металла и возникают газовые включения, которые, всплывая, образуют газовые раковины. При нагреве формы газы, находящиеся между частицами смеси, увеличиваются в объеме и внедряются в жидкий металл, образуя газовые включения.
1) Теплообмен между отливкой и формой интенсивность которого определяет скорость и время затвердевание отливки. 2) Образование и рост центров кристаллизации в виде дендритов, рост которых сначала происходит свободно, а затем возникает их смыкание и образование непрерывного скелета. 3) Перемещение остаточной жидкой фазы между растущими дендритами и внутри дендритного скелета 4) Объемная усадка, как жидкого, так и твердого металла в результате понижения температуры и фазовых превращений. Следствием чего является образование усадочных пустот. 5) Литейная усадка – сокращение наружных размеров отливки, когда на поверхности отливки образовалась твердая корка. 6) Ликвация примесей и компонентов в расплаве при выделении твердой фазы, состав которой отличается от состава жидкой фазы 7) Выделение газовых и неметаллических включений
1) Теплообмен между отливкой и формой, определяющийся скоростью и временем остывания отливки. 2) Фазовые структурные превращения в твердом состоянии с образованием многофазной структуры, соответственно изменяются механические свойства, объем, характеристики металла. 3) Литейная и объемная усадка.В результате неравномерного охлаждения отливки возникают напряжения и деформации приводящие к образованию коробления и трещин.
II. Объемное затвердевание Δ tинт> > δ tотл Широкоинтервальный сплав при малой интенсивности теплоотвода
1) В отличие от последовательного затвердевания при объемном затвердевании всего периода отсутствует жидкая зона и твердая корка, и зона затвердевания распространяется на все сечения отливки. 2) Процесс затвердевания проявляется в увеличении количества твердой фазы и уменьшается количество жидкой фазы как в центре, так и на поверхности. 3) Процесс затвердевания практически одновременно начинается по всему сечению отливки и одновременно заканчивается по происшествию длительности времени. В общем случаи оба этих процесса могут сосуществовать создавая объемно-последовательный характер затвердевания отливки. Плотность сплавов Плотность является функцией раздела атомов, величины межатомных расстояний и структуры расплава, т.е. его свободный объем.
Уравнение показывает, что с ростом температуры, увеличивается количество атомов переходящих в свободный объем, соответственно уменьшается количество атомов в кластерах и их размеры и это обеспечивает рост объема и температуры. Под влиянием давления сокращается свободный объем жидкости и обеспечивается ее сжимаемость. Структурными параметрами этой жидкости является Для многокомпонентных сплавов плотность не является аддитивной характеристикой поскольку структура жидкости является, как правило, микрогетерогенной и при смешении компонентов появляется положительный или отрицательный объемный эффект. А-В
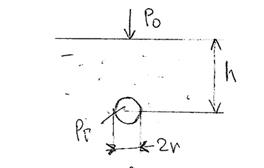
m – доля группировки атомов. При смешении происходит равнонаправленное изменение долей группировок. Литейные процессы на которые влияет плотность: 1) Течение расплава определяется гидростатическим напором столба жидкости металла, поэтому в зависимости от плотности изменяется скорость течения и давление, оказываемое на стенки формы. Под влиянием этого давления в формах с недостаточным уплотнением происходит явление распора, особенно значительно в крупных отливках, где напор может достигать нескольких метров, из-за чего искажается геометрия отливки и ее масса. 2) Все теплофизические характеристики сплавов, в частности их теплоемкость и теплота кристаллизации входят в тепловой баланс в виде объемных величин сρ и ρ L. Таким образом, плотность существенно влияет на количество тепла выделяющегося при кристаллизации и отводимого в стенки формы. 3) Газовые пузырьки в расплаве образуются в том случае, если парциальное давление растворенных в металле газах превышает сумму давления на зеркале Po, гидростатического напора ρ gh и капиллярной силы Pк. В результате образования пузырей подавлено в нижней части формы и облегчено в верхних слоях, в результате создается неоднородное распределение газовых включений. Поверхностные свойства
Межфазное натяжение Межфазное натяжение является структурно-чувственной характеристикой, вследствие того, что силы взаимодействия между частицами в объеме расплава и на его поверхности очень различаются и создают условия на границе фаз.
Под действие равнодействующей, система стремится к уменьшению площади междуфазной границы, в результате чего, возникает межфазное натяжение. Случай, когда расплав многокомпонентный, компоненты А и В обладают разными силами связи
Состав жидкой фазы на поверхности будет обогащен компонентом А. Межфазное натяжение в этой системе будет пониженное. Такие добавки, которые приводят к уменьшению межфазного натяжения, показывают поверхностно-активными веществами (ПАВ). Такими добавками являются щелочные и щелоччно-земельные металлы. Введение добавок, которые обладают повышенной энергией связи по сравнению с основой, не оказывает влияние – инактивные добавки. σ гж – поверхностное натяжение жидкости. Оно зависит от состава и давления газов под поверхностью В случае трехфазного равновесия:
Угол в трехфазной точке называется углом смачивания; Если
F1 = ρ hgπ r2
Если жидкость смачивает твердую фазу, тогда Образование газовых пузырьков Диаметр газовых пузырьков, которые существуют в расплаве, определяется равновесным давлением внутри пузырька и капиллярными силами стреящимся сократить радиус пузырька.
В двухфазной системе сферический пузырек имеет радиус зависимый от межфазного натяжения и давления внутри пузырька.
Если в металле растворено достаточное количество газов, чтобы превысить гидростатический напор и капиллярную силу, тогда образуется газовый пузырь. Приведенное уравнение показывает, что в гомогенных условиях возникновение газовых пузырей невозможно, так как ему препятствует капиллярная сила при очень малых объемах. В жидкости всегда находятся включения, которые смачиваются расплавом, они служат подложкой для образования пузырька. Капиллярные силы облегчают образование пузырька в гетерогенных условиях. Условия образования газовых пузырей зависят от наличия в расплаве включений, смачиваемых расплавом. Межфазное натяжение играет определяющую роль в процессах формирования зародышей при кристаллизации. Поворотный ковш
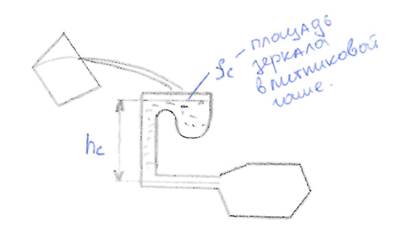
Cтопорный ковш
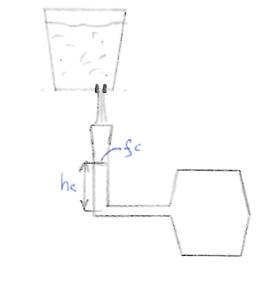
Неполное заполнение стояка
При стопорной заливке необходимо учитывать скоростной напор, который в сумме с геометрическим напором обеспечивает заполнение металла в форме.
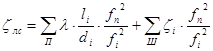
Сужающаяся литниковая система: Основное влияние на потери напора оказывает геометрия выходного отверстия, которое называется узким сечением литниковой системы. Скорость металла в литниковой системе непрерывно нарастает по ходу потока и имеет максимальную величину в выходном отверстии. Такие литниковые системы применяют при литье чугуна, когда опасность размыва формы не значительна в силу умеренной температуры металла. Для стали такие литниковые системы не применяют, т.к. поток с температурой 1500˚ С вызывает мгновенное разупрочнение формы и сильно размывает ее, поэтому при заливке стали стремятся максимально снизить выходную скорость потока и применяют расширяющуюся литниковую систему, хотя при этом появляется опасность возникновения разрежения в потоке. В расширяющийся литниковых системах узким сечением является сечение стопорного стакана стопорного ковша с напором равным высоте столба металла в ковше.
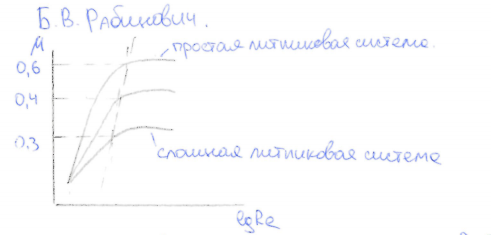
Опыты показывают, что с увеличением числа Рейнольдса, возрастает коэффициент потерь, а затем достигает постоянной величины, когда наступает развитие турбулентного режима.
Конфигурация отливки. Рассмотрим теплообмен в отливках, которые имеют конфигурацию классических теплофизических тел: пластина, цилиндр или шар. А) Пластина (плита).
Можно пренебречь теплообменом с поверхностей YX и XZ, т.е. q(yx), q(xz) = 0. q(zy) > > q(yx), q(zx). Тепловой поток q(zy) будет одномерным плоскопараллельным. Температурное поле будет одномерной пространственной функцией. t(x, y, z)=> t(x).
Б) Цилиндр(брус).
Y < < X, Y < < Z. Тело у которого один определяющий размер много больше двух других является цилиндром.
Температурное поле будет двумерной функцией пространственных координат t(x, y).
В) Шар (куб, равновеликий цилиндр).
Тела у которых все три размера соизмеримы друг с другом. При рассмотрении закономерностей распределения теплообмена, связанных с конфигурацией отливок, мы будем выделять в отливках фасонной конфигурации элементы классических теплофизических тел. Кинетика кристаллизации Кинетика изотермической кристаллизации
N3=const; ʋ =const; ∆ T=const; dv= ʋ V1= Vт=V1*N3= V0= Кинетика кристаллизации ансамбля растущих зародышей осложняется их смыканием. С некоторого момента, когда площадь по которой происходит прирост твердой фазы, то есть их площадьграничещая с жидкой фазой начинает непрерывно сокращаться, и к моменту окончания кристаллизации превращается в нуль. Кристаллизация происходит в два этапа: 1)Объем возрастает пропорционально кубу времени в условиях свободного роста. 2) Этап ограниченного роста, скорость прироста твердой фазы непрерывно сокращается.
Первая задача Колмогорова Изотермическая кристаллизация на вынужденных зародышах ∆ T=const; Nc=0; N=Nз; ʋ =const;
e-x=1-x; 1-1+
Аргументом этого уравнения является произведение числа зародышей на скорость их роста в кубе. Чем больше это произведение, тем быстрее завершается кристаллизация. Расчитаем скорость прироста твердой фазы:
S’- поверхность свободно растущих сферических кристаллов, несмыкающихся друг с другом. Она увеличевается во времени пропорционально ί 2 (1-
После смыкания кристаллов непрерывно уменьшается до 0 в результате сокращения объема жидкой фазы.
Вторая задача Колмогорова: Изотермическая кристаллизация на самопроизвольных зародышах:
Глава 6. Жидкотекучесть Жидкотекучесть – способность сплавов заполнять форму в процессе выделения твердой фазы. Жидкотекучесть является важной физико-химической характеристикой сплавов и относится к литейным свойствам сплавов. Литейные свойства являются комплексными характеристиками, включающими как свойства металла, так и условия его взаимодействия с формой. Литейные свойства определяют на специальных пробах, конструкция которых учитывает технологию получения литой заготовки и особенности затвердевания металлов. Механизм остановки потока Остановка потока в узко интервальных сплавах происходит в результате перемерзания сечения канала в условиях последовательного затвердевания. Остановка узко интервального сплава происходит после выделения 70-80% твердой фазы, то есть эти сплавы отличаются повышенной жидкотекучестью.
При течении широко интервальных сплавов объемный характер кристаллизации вызывает появление кристаллов в объеме потока, при этом основное скопление твердой фазы, происходит в головной части потока, где температура металла наиболее низкая. Остановка потока происходит вследствие сцепления кристаллов, и образования пульпы, вязкость которой препятствует дальнейшем течению. 20-30% твердой фазы в виде дендритов, чтоб произошла остановка потока. Таким образом, широко интервальные сплавы должны иметь пониженную жидкотекучесть. Линейная усадка отливок. Линейная усадка и называется процесс изменения наружных размеров отливки, вызванный изменением температуры и фазовыми превращениями в отливке и обеспечивающий получение отливок заданных размеров. Линейная усадка оценивается параметром - Литейная усадка сплава. Елит = Елит *lмод = lмод – lотл; Lмод = lотл * (1 + Елит). Только зная величину литейной усадки можно правильно назначить размеры модели. Неточное знание о литейной усадке приводит к появлению брака, который связан с получением отливки завышенных размеров или заниженных размеров. Процесс литейной усадки обусловлен целым рядом явлений. Главным из этих процессов является термическое сжатие. 8.8. Термическое сжатие как компонент литейной усадки.
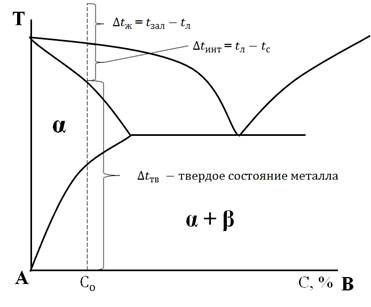
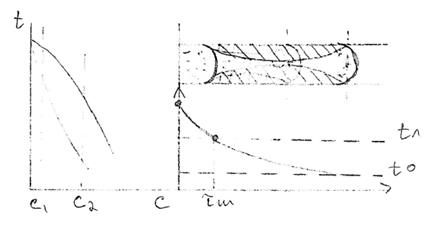
α T- коэффициент термического сжатия в твердом состоянии, связанный с изменением межатомных расстояний. Елит = α T* tкр В сплавах, которые затвердевают в интервале температур Линейная усадка понижается с момента образования НТФ. t0 → tилу
с< c1 НТФ α с< c2 НТФ β с1< c< c2 НТФ α (β ) + Э
В Системахэвтектического типа сплавы в окрестности и эвтектической точки имеют одинаковую температуруt0, совпадающую с температурой эвтектики и по этой причине имеют минимальную литейную усадку.
Sp = So*exp ( Q–теплота растворения газов в металлах.
Если растворение происходит экзотермические, тогда по принципу лешателье подвод тепла усиливает процесс. Взаимодействие газов с металлом носят характер химической реакции протекающие на поверхности расплава и поэтому сопровождается экзотермическим эффектом.
Чем больше давление под зеркалом расплава, тем более затруднено образование пузырьков. Чем больше гидростатический напор, тем меньше вероятность образования газового пузырька. Капиллярное давление, которое должен преодолеть пузырек.Образование газовых пузырьков в чистом расплаве невозможно. При отсутствие готовых поверхностей раздела расплав может содержать газ в пересыщенном состоянии. Если есть включения, которые смачиваются расплавом, тогда образование пузырьков существенно упрощается. Рафинирование расплава предупреждает образование газовых пузырьков. Еслиt0< t< tл, тогда образующиеся газовые включения могут всплывать и удаляться. Еслиtc< t< t0 , внутри непрерывного скелета эти газовые включения не могут перемещаться, фиксируются в междуосных промежутках и, нередко, газовые усадочные пустоты совмещаются, Что приводит к существенному отрицательному влиянию на процесс питания отливки и порождает эффект предусадорчного расширения. После образования скелета, образующиеся газовые включения непрерывно увеличивают своиразмеры и, вследствие, выделения газов при уменьшении растворимости. Давление газовых пузырьков оказывается достаточным, чтобы деформировать твердо-жидкий скелет. С понижением температуры уменьшается плотность металла и его прочность, по этой причине дальнейший рост газовых пузырьков замедляется, они могут оказаться неспособными деформировать скелет, и тогда в условиях понижения температуры предусадочное расширение сменяется термическим сжатием. В зависимости от газосодержания металла процесс предусадочного расширения может различаться как по величине, так и температурномуинтервалу развития. Наличие предусадочного расширения приводит к сокращению литейной усадки, так как часть термического сжатия в интервалеt0 - te компенсируется увеличением объема при выделении газов. Чем больше предусадочноерасширение по величине и температурному интервалу развития, тем меньше Литейная усадка. Елит = α T*Елит* to–Eпр Максимальный интервал развития предусадочногорасширения, вызванного выделением Газов простирается до температуры солидуса. В чугунах Наряду с выделением цементита возможно выделение графита с различной морфологией. Выделение графита может быть пластинчатой и шаровидной формы, и механизмы влияния графитизации на предусадочноерасширение виесьма различен в чугунах С ПГ и ШГ, и величина предусадочного расширения существенно различается. ПГ образует эвтектику в которой графит является ведущей фазой кристаллизации и вследствие этого графитовые включения выступают в расплав, аустенитная оболочка нарастает с запозданием. ρ г = 2, 25 г/см3; ρ ж = 7 г/см3; Evф = (Evф)А + (-Evф)г СЧ имеет относительно небольшую предусадочноерасширение, так как основная масса графита выделяется в контакте с расплавом в период роста графитовых колоний, когда они разделены и не дают предусадочного расширения.Предусадочное расширение начинается тогда, когда колонии аустенитно-графитовой эвтектики смыкаются, становится невозможным продольный рост, и выделение графита происходит в результате диффузии углерода через аустенитнуюоболочку.
Основная стадия роста эвтектики с шаровидным графитом происходит в условиях когда графит отделён от расплава аустенитной оболочкой и растет за счет диффузии углерода через эту оболочку. В результате эвтектические Глобулиочень быстро смыкаются и на ранней стадии начинается процесс предусадочного расширения, сопровождающийся различным объемным эффектом. Объемный эффект усадки при затвердевании чугуна с шаровидным графитом практически такойже как и в Белом чугуне, так как графит отделен от расплава, и его выделение происходит в твердо-жидком состоянии, а не из расплава. Если кристаллизация чугуна происходит по половинчатому механизму, Тогда возможно проявление распада цементита при высоких температурах за счет протекания реакции Fe3C → 3FeA+Cгр Этот распад происходит после выделения цементита при эвтектической температуре, то есть в условиях понижения температуры ниже солидуса не сопровождается значительным увеличением объема. Чем меньше температура эвтектики, тем больше устойчивость цементита, поэтому процесс распада цементита быстро затухает и ниже 900 градусов Цельсия не проходит.
постэвтектическое расширение чугуна
Горячие трещины в отливках Горячими называются трещины, образующиеся в период кристаллизации в результате торможения усадки со стороны формы.
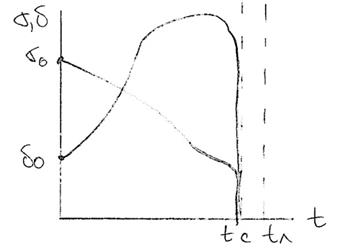
В действительности внутри интервала кристаллизации металл обладает измеримой пластичностью, а напряжения, которые в нём образуются очень быстро релаксируют за счёт пластических деформаций, в результате в условиях деформации металл не имеет напряжений упругого характера и может иметь деформации, которые превышают его пластичность и приводят к образованию трещин.
Ϭ у = Ϭ общ( 1- vpτ ) tc< t< tлvpочень высока и Ϭ у→ 0
По мере повышения температуры вышеtc, когда образуются жидкие прослойки между дендритами пластичность непрерывно Падает, так как жидкий прослойки не препятствуют деформации металла. Это падение пластичности проходит до t0, когда сростки между отдельными дендритами разрушаются. Последующий нагрев сплава приводит в результате увеличению количества жидкой фазы более интенсивной подвижности расплава, который аналогично явлению залечивания горячих трещин способен выполнять пространство между участками деформированного металла. Поэтому фиктивная пластичность увеличивается. Если е > Δ, то образуются горячие трещины. e = μ фЕсв = μ фα tΔ tкр = μ фα t(t0 – t)
μ ф = 0 e =0 μ ф = 1 e = Есв = α t(t0 – t) 0< μ ф< 1 e = μ фЕсв Развитие деформаций в интервале кристаллизации определяется ходом свободной усадки сплава и жесткостью формы. При μ ф = 0 деформации не возникают
+сплав имеет запас пластичности
- Сплав имеет дефицит пластичности
Δ *> e металл имеет запас пластичности. Даже при полном торможении его усадки трещина не образуется. Δ **< e Формально означает, что сплав имеет дефицит пластичности и при полном торможении усадки будет давать горячие трещины. μ кр. Критическая жесткость формы при которой кривая деформации касается кривой пластичности, показывает условие при котором можно избежать образования горячих трещин. 1) если сплав обладает дефицитом пластичности, то возможно получить отливки, не содержащие горячих трещин, если отливка не имеет выступающих частей и внутренних полостей, Которые тормозят усадку, если металл обладает способностью залечивать горячие трещины.
Сначала увеличивается в размерах, потом уменьшает размеры.
Предусадочное расширение смещает моменты начала деформации растяжения в отливке на более поздний период. В зависимости от того Какова его величинаЕпр и температурный интервал развития ∆ t. В результате при более низкой температуре сплав имеет повышенную пластичность, следовательно опасность возникновения горячих трещин уменьшается.
В связи с тем, что предусадочное расширение вызвано выделением растворенных газов, для предотвращения газовой пористости производят дегазацию металла. При этом одновременно уменьшается предусадочное расширение и возникает опасность горячих трещин поэтому, как правило, при проведении дегазации предусматривают некоторое количество остаточных газов в расплаве, если сплав склонен к горячим трещинам.
Меры по снижению деформаций Меры по увеличению пластичности в отливке
1.Снижение деформаций. Уменьшение жесткости формы, Жесткость формы является функцией свойств металла и формы, и конфигурации отливки. Конфигурация не должна способствовать торможению усадки, то есть площадь выступающих поверхностей должна быть сокращена. Уменьшение Еф. Применение смеси, обладающей повышенной податливостью (переход от сухиих форм к сырым; неметаллические формы вместо металлических; использование «опустошения» в форме).
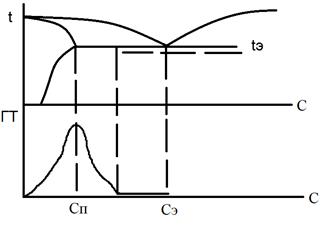
2.Увеличение пластичности В сотаве металла максимально низкое содержание добавок, которые образуют легкоплавкие эвтектики. НапримерS и P в сплавах на основе железа.
Если Sи Pбудет достаточно для образования сернистых и фосфидных эвтектик при температуре 900 – 950 °C (FeS, Fe3P), тогда tc→ t*c (950 °C). δ → δ * (резко снимается во всем интервале). В результате линейная усадка в широком интервале температур порождает высокую деформацию е и приводит к появлению горячих трещин и дефициту пластичности. Увеличение количество эвтектики:
Сплавы вблизи эвтектической точки не склонны к образованию горячихтрещин:
б) Для получения отливок сложной конфигурации, когда возможно торможение усадки, необходимо использовать сплавы с большим содержание эвтектики.
С1< C< Cэвт t0≡ tэ≡ tc
Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 926; Нарушение авторского права страницы
 температурный интервал затвердевания.
температурный интервал затвердевания.


 – объем дырки
– объем дырки – число Авогадро
– число Авогадро – объем дырки
– объем дырки – энергия сублимации атома в условиях вакуума
– энергия сублимации атома в условиях вакуума



 σ тг = σ жг × cosѲ + σ жг
σ тг = σ жг × cosѲ + σ жг
 , то
, то  ; 0<
; 0<  < 90 – состояние смачивания твердой поверхности жидкостью
< 90 – состояние смачивания твердой поверхности жидкостью ,
,  ; 90<
; 90< 


 ;
;  ;
;  ;
;  ;
;  ;
; 



 ;
;  ;
; 
 Если X < < Y и X < < Z, тогда тело является пластиной.
Если X < < Y и X < < Z, тогда тело является пластиной.
 Тепловой поток в форме цилиндрически расходящийся.
Тепловой поток в форме цилиндрически расходящийся.

 dί; v= ʋ
dί; v= ʋ  π
π  N3*ʋ 3
N3*ʋ 3  ;
;  π
π  =1-exp(-K ί n); n”=3.05; n’=3.98
=1-exp(-K ί n); n”=3.05; n’=3.98 =1-exp(
=1-exp(  *N3ʋ 3ί 3);
*N3ʋ 3ί 3);  N3ʋ 3ί 3. (N ʋ 3)”’> (N ʋ 3)”> (N ʋ 3)’
N3ʋ 3ί 3. (N ʋ 3)”’> (N ʋ 3)”> (N ʋ 3)’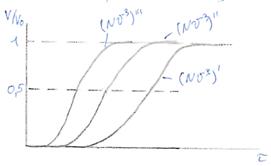
 =[-exp]
=[-exp]  )
)  ʋ (1-
ʋ (1-  )=S’
)=S’ 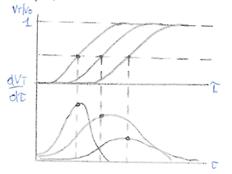 Скорость прироста твердой фазы на начальном этапе непрерывно возрастает в результате увеличения поверхности роста кристаллизации S’.
Скорость прироста твердой фазы на начальном этапе непрерывно возрастает в результате увеличения поверхности роста кристаллизации S’. 
 nʋ 3
nʋ 3  4) (nʋ 3)’’’> (nʋ 3)’’> (nʋ 3)’.
4) (nʋ 3)’’’> (nʋ 3)’’> (nʋ 3)’.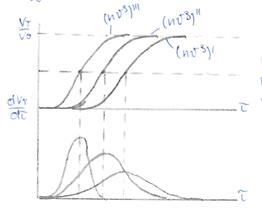 Чем больше параметр самопроизвольной кристаллизации (nʋ 3), тем быстрее завершается кристаллизация и выше скорость выделения твердой фазы в момент ее максимума.
Чем больше параметр самопроизвольной кристаллизации (nʋ 3), тем быстрее завершается кристаллизация и выше скорость выделения твердой фазы в момент ее максимума. =0.99; ί кр=
=0.99; ί кр=  ; N=0.896
; N=0.896  )3; dз=1.29
)3; dз=1.29 
 m0 = 0.7-0.8
m0 = 0.7-0.8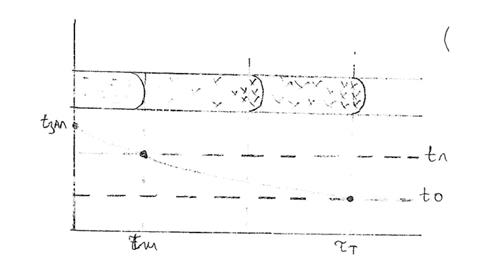
 *100%; l–размер.
*100%; l–размер.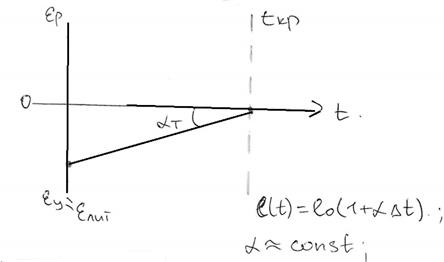
 = α T*lо;
= α T*lо;  Литейная усадка кроме интервала твердого состояния включает в себя частьтемпературного интервала кристаллизации ниже to.
Литейная усадка кроме интервала твердого состояния включает в себя частьтемпературного интервала кристаллизации ниже to.
 Предусадочное расширение - увеличение объема металла в процессе его кристаллизации предшествующие термическомусжатию и вызванное выделением фаз, Удельный объем которых больше чем удельный объем основного металла. Это могут быть газы иинтерметаллиды в цветных сплавах и графит в чугунах.
Предусадочное расширение - увеличение объема металла в процессе его кристаллизации предшествующие термическомусжатию и вызванное выделением фаз, Удельный объем которых больше чем удельный объем основного металла. Это могут быть газы иинтерметаллиды в цветных сплавах и графит в чугунах. )
) Pг ≥ Ро + ρ gh +
Pг ≥ Ро + ρ gh + 






 При μ ф = 1 деформации носят максимальную величину и количественно совпадают с величиной свободной усадки. В общем случае в зависимости от μ фвозможен веер кривых нарастания деформации.
При μ ф = 1 деформации носят максимальную величину и количественно совпадают с величиной свободной усадки. В общем случае в зависимости от μ фвозможен веер кривых нарастания деформации. 2) если сплав обладает запасом пластичности, возможно появление горячих трещин в результате появления эффекта локализации деформации. Этот эффект связан с тем что деформация в отливке появления распределяется неравномерно и при неблагоприятной конфигурации эти деформации могут быть локализованы в одном месте и провоцируют повышенную степень деформирования.
2) если сплав обладает запасом пластичности, возможно появление горячих трещин в результате появления эффекта локализации деформации. Этот эффект связан с тем что деформация в отливке появления распределяется неравномерно и при неблагоприятной конфигурации эти деформации могут быть локализованы в одном месте и провоцируют повышенную степень деформирования.

 8.14 Меры борьбы с горячими трещинами
8.14 Меры борьбы с горячими трещинами 
 е > δ
е > δ 
 Вероятность горячих трещин максимальна, когда температурный интервал максимальный, в нем развивается линейная усадка.
Вероятность горячих трещин максимальна, когда температурный интервал максимальный, в нем развивается линейная усадка.