
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Анализ технологического процесса ⇐ ПредыдущаяСтр 8 из 8
При управлении технологическими процессами с использованием контрольных карт, прежде всего изготовляют контрольные карты на основании предварительных данных. Затем проводят их анализ, классифицируют данные, изучают их и строят гипотезы. Таким образом, выясняют, является ли технологический процесс статистически управляемым, в чем заключается причина большого рассеивания, и.т.д. После этого принимают меры управляющего воздействия. Иными словами, изготовив контрольные карты, осуществляют по ним анализ технологического процесса. Пример 15.1. При проведении технологического процесса используют две марки сырья А и В. Контроль проводился каждый час в течение 25 часов, при этом отбиралось по 4 пробы. В ходе технологического процесса контролировались: марка сырья и технологический показатель качества. Данные приведены в таблице 15.1. Необходимо проанализировать технологический процесс и порекомендовать соответствующие корректирующие мероприятия. Таблица 15.1
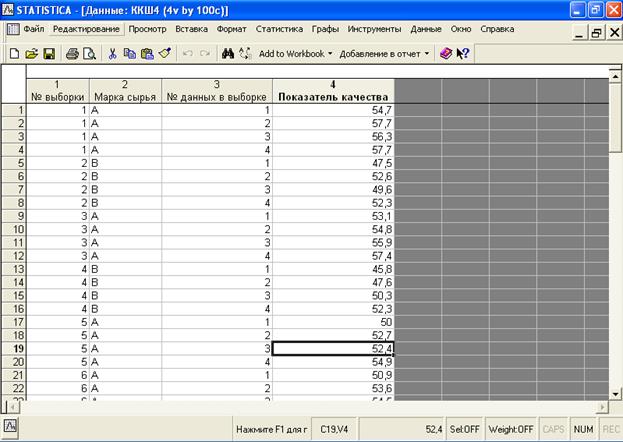
Процесс изготовления продукции проходит с изменением сырьевой базы, поэтому анализ изменения этого фактора может иметь большое значение. Вначале построим контрольную карту без учета изменения используемого сырья. Для этого открываем систему STATISTICA. Повторяем действия по созданию таблицы данных, описанные в лабораторной работе №14. При создании таблицы необходимо выбрать 4 исследуемых переменных: 1 - номер выборки; 2 – марка сырья; 3 – номер данных в выборке; 4 – показатель качества; и число регистров 100. После заполнения данными таблица будет выглядеть следующим образом (рис.15.1). Сохраним ее с помощью команды Файл► Сохранить как.
Рис. 15.1. Таблица данных в пример 15.1. Для того, чтобы построить контрольную карту средних значений, в диалоговом окне Диаграммы управления показателем качества щелчком левой кнопки мыши выбираем вкладку Переменные и модуль X-bar& R chart for variables двойным щелчком левой кнопки мыши. Появляется диалоговое окно Задание переменных для Х-полосы и R-диаграммы, в котором имеются две вкладки: Быстрый и Метки, причины, действия. Во вкладке Быстрый выбираем столбец анализируемых переменных Показатель качества, идентификаторы выборки - Номер выборки, идентификаторы участка – Марка сырья. Для этого нажимаем кнопку Variables.При этом появляется диалоговое окно Select vars with measurements, в котором в строке Измерения вводим цифру 4 или щелчком левой кнопки мыши выбираем 4-Показатель качества. В строке Sample idents вводим идентификаторы выборки 1-Номер выборки, в строке Part idents – идентификаторы участка 2 – Марка сырья. После выполнения указанных операций нажмем кнопку ОК. С помощью переключателя задаем Минимальное количество измерений на выборку, т.е. число значений, меньше которого не должна быть учитываемая выборка. Так как в нашем случае мы предполагаем, что причиной разладки является изменение сырьевой базы, то в диалоговом окне Задание переменных для X-полосы и R диаграммы выбираем вкладку Метки, причины, действия. Устанавливаем отметку в строке Получить типовые метки. При этом появляется диалоговое окно Select the variable with sample labels (ID’s), в котором выбираем те переменные, которые будут служить типовыми метками по оси абсцисс
Рис. 15.2. Контрольные без учета изменения сырьевой базы Проанализируем контрольную карту. Очевидно, что 6 из 25 средних значений показателя качества выходят за границу регулирования, откуда следует, что процесс нестабилен, в то время как контрольная карта R показывает стабильное состояние процесса. Причиной выхода за верхнюю контрольную границу является использование сырья марки А, а за нижнюю с сырья марки В, причем, контрольные точки показателя качества продукции, произведенного с использованием сырья марки А, в основном находятся в верхней части контрольной карты, то есть над центральной линией, а с использованием сырья марки В - под центральной линией. Сохраним построенную контрольную карту на диске в виде отдельного файла. Для дальнейшего анализа данных можно построить одну из кратких контрольных карт, или построить контрольные карты послойно для процесса с использованием только сырья А и сырья В. При этом необходим новый набор данных по сырью А и по сырью В. Начнем с построения кратких контрольных карт. Краткая контрольная карта (контрольная карта для кратких производственных серий) представляет собой график наблюдаемых значений характеристик качества (значений непрерывной переменной или альтернативного признака) для нескольких частей процесса, причем все значения контролируемой характеристики наносятся на одну и ту же карту. Разработка кратких контрольных карт стала следствием необходимости адаптации контрольных карт к тем ситуациям, когда требуется выполнить несколько десятков измерений контролируемой характеристики процесса, прежде чем вычислить контрольные пределы. Часто данное требование выполняется с трудом на тех стадиях производственного процесса, в ходе которых изготавливается ограниченное (малое) число деталей, которые необходимо подвергнуть измерениям. В нашем случае процесс организован следующим образом: выпускается продукция с использованием небольших партий сырья А (часть процесса), а затем переходят к выпуску продукции из партий сырья В и наоборот. Однако, если измерения показателей качества производятся для нескольких десятков партий продукции, при двух различных марках сырья, то контрольные пределы для показателя качества могут быть вычислены на основе преобразованных значений (в рамках краткой производственной серии). Более точно, эти преобразования заключаются в таком изменении масштаба контролируемых переменных, при котором амплитуды их изменения в различных производственных сериях (различных частях процесса с использованием сырья марки А и марки В) будут сравнимыми. Контрольные пределы, рассчитанные по этим преобразованным значениям, могут применяться в дальнейшем при контроле показателя качества вне зависимости от используемой марки сырья. Для того чтобы определить, произошла разладка процесса или нет, могут быть использованы статистические процедуры контроля процесса. Этими процедурами можно воспользоваться также для постоянного контроля производства и разработки способов постоянного улучшения качества. Существует несколько типов кратких контрольных карт. Наиболее часто используются номинальная картаикарта плановых спецификаций. При построении данных карт преобразование наблюдаемых значений контролируемой характеристики в различных частях процесса производится путем вычитания определенной постоянной из измерений (для наблюдений каждой части используется своя постоянная). В качестве таких постоянных могут выступать как значения номинала для соответствующих частей процесса (результатом такого подхода будет номинальная краткая карта), так и плановые спецификации, рассчитанные по " историческим" средним контролируемой характеристики для каждой части (краткая X-карта плановых спецификаций и краткая R-карта плановых спецификаций). Например, сравнение показателей качества для изделий, изготовленных из сырья марки А и марки В, только тогда может быть обоснованно, когда до проведения сравнения из измерений показателей качества изделия будут вычтены средние разности между показателями качества для изделий, полученных из различных марок сырья. Такое сравнение становится возможным при построении краткой номинальной карты или краткой карты плановых спецификаций. Заметим, что при построении номинальной карты и карты плановых спецификаций делается предположение о равенстве дисперсий различных частей процесса, чтобы применение контрольных пределов, рассчитанных по общей оценке сигма процесса, можно было считать корректным. Стандартизованная краткая карта.Если изменчивость различных частей процесса нельзя считать одинаковой, то прежде чем нанести на одну карту данные, относящиеся к разным частям процесса, необходимо провести еще одно преобразование. При построении карты данного типа это преобразование заключается в следующем: вычисляются отклонения выборочных средних контролируемой характеристики от средних для соответствующих частей процесса (т.е. от номинальных значений или плановых спецификаций для частей). Далее для каждой части процесса эти отклонения делятся на постоянные, пропорциональные изменчивости соответствующих частей. Так, в случае кратких По контрольной R-карте, изображенной на рис.15.2, видно, что изменчивость процесса при изменении марки сырья невелика (нет выбросов за контрольные пределы, и точки находятся не далеко от средней линии). Поэтому для дальнейшего анализа построим карту плановых спецификаций. Для этого нажимаем кнопку X-bar/R: Показател…левой кнопкой мыши. При этом появляется диалоговое окно X-bar/R: Показатель качества. Выбираем вкладку Части, в блоке переключателей которой устанавливаем метку в строке Номинальная диаграмма. Нажимаем кнопку Nominal/Target. При этом открывается диалоговое окно Specifinominal/target values for, в котором можно задать значения номинала, относительно которых будут проводиться усреднения. По умолчанию в строках для продукции выпущенной из различных марок сырья (строки А и В) будут указаны средние значения показателя качества продукции для конкретной марки сырья и рассчитано общее значение (среднее значение этих показателей). В нашем случае оставляем установки по умолчанию и нажимаем кнопку ОК. При этом в строке напротив кнопки Nominal/Target появляется надпись Определенный. Кнопка Описательные статистики/спецификации позволяет вывести на экран таблицу с основными статистическими показателями выборок для продукции, изготовленной из различных марок сырья (рис. 15.3).
Рис. 15.3. Таблица основных статистических показателей выборок по сырью А и по сырью В В этой таблице в столбце Средства указываются средние значения показателей качества продукции для различных марок сырья; в столбце Усреднения - диапазон усреднений; в столбце Примеры – количество выборок по каждой из марок сырья; в столбце Общее количество N – общее количество отобранных проб продукции, изготовленных из различных марок сырья; в столбце Средняя величина N – средняя величина выборок. Вновь нажимаем кнопку X-bar/R: Показател… и обращаемся к вкладке Диаграммы.Нажимаем кнопку X (MA..)& R/S. Программа STATISTICA осуществляет построение номинальной карты, изображенной на рис 15.4. Сохраним номинальную контрольную карту (вместе с таблицей основных статистических показателей выборок по сырью А и по сырью В) на диске в виде отдельного файла. Проанализируем номинальную краткую контрольную На краткой контрольной
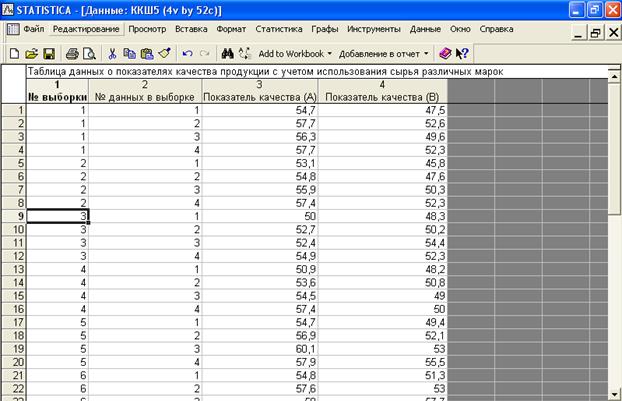
Рис. 15.4. Номинальная контрольная Для того чтобы убедиться в том, что технологический процесс стабилен для различных участков процесса, то есть для участка с использованием сырья А и использованием сырья В, проведем построение контрольных карт послойно. Для этого сохраним предыдущие данные и построим новую таблицу с учетом того, что продукция была получена при использовании разного сырья. При этом в таблице будут иметь место четыре исследуемых показателя: 1- Номер выборки; 2- Номер данных в выборке; 3 – Показатель качества продукции с использованием сырья марки А; 4 – Показатель качества с использованием сырья марки B. Число строк – 52. Повторяем действия по созданию и сохранению таблицы данных. Полученная таблица изображена на рис. 15.5. Сохраним таблицу на диске в виде отдельного файла. Далее строим контрольные карты средних значений для двух наборов данных: 1- Показатель качества (А); 2- Показатель качества (В). В качестве идентификаторов выборки принимаем номер выборки. При построении этих контрольных карт в диалоговом окне Задание переменных для Х-полосы и R-диаграммы не указываем идентификаторы участка и не затрагиваем вкладку Метки, причины, действия, так как идентификатор участка будет обозначен непосредственно в названии
Рис. 15.5. Таблица данных Проанализировав получившиеся контрольные карты (рис. 15.6 и 15.7), можно сделать следующие выводы: 1) Средняя линия процесса для контрольной
Рис. 15.6. Контрольная карта показателя качества для участка процесса с использованием сырья А.
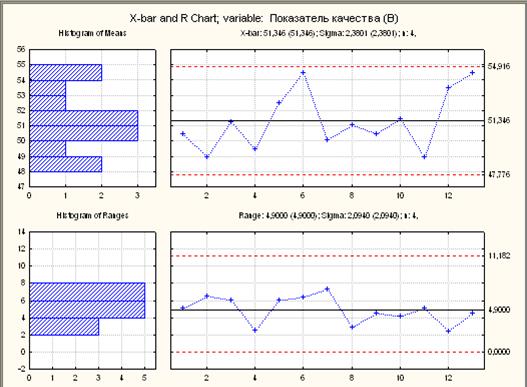
Рис. 15.7. Контрольные X и R карты показателя качества для участка процесса с использованием сырья В.
теля качества для участка процесса с использованием сырья В. Это подтверждает вывод о том, что качество продукта, производимого при использовании сырья А, несколько выше, чем при использовании сырья В, поэтому необходимо или сортировать продукты, выпущенные из различных сортов сырья, или перемешивать сырье на входе технологического процесса. 2) Технологический процесс при использовании сырья А и сырья В в отдельности стабилен, поэтому никаких предупреждающих действий, связанных с изменением технологического процесса, производить не рекомендуется. 3) Изменчивость процесса при использовании различных марок сырья невысокая, судя по контрольным R – картам. Задание 1. Выполнить расчеты и построения в соответствии с примером 15.1. 2. На двух станках-автоматах производилась обработка некоторых деталей резанием. Предусматривая проводить статистическое регулирование данного технологического процесса с использованием контрольной карты
Таблица 15.2
3. Проанализируйте эти данные, построив контрольную карту без учёта станка, номинальную контрольную карту, а также краткие контрольные карты для каждого станка.
Популярное:
|
Последнее изменение этой страницы: 2017-03-09; Просмотров: 1013; Нарушение авторского права страницы
 - и R-карты (в нашем случае это 1-Номер выборки) и нажимаем кнопку ОК. Далее устанавливаем отметку в строке Получить метки участка. В данном случае участком будет называться промежуток, в котором используется одинаковое сырьё (марки A или B соответственно). После этого появляется диалоговое окно Select the variable with part labels (ID’s)to. В нём выбираем переменные, которые будут являться идентификаторами участка (в нашем случае это 2-Марка сырья) и нажимаем кнопку OK. Далее нажимаем кнопку Установка причин, действий, комментариев, переменных, содержащие коды. При этом появляется диалоговое окно Установка причин действий и комментариев, с помощью которого можно задать переменные, содержащие возможную причину разладки процесса (кнопка Переменные содержащие причины и действия) и коды для этих переменных, если они не были заданы ранее (кнопка дать коды). Нажимаем кнопку Переменные содержащие причины и действия. При этом появляется диалоговое окно select vars with cods for causes and action, в котором в строке Variable with codes for causes выбираем данные, которые будут служить кодами причин. В нашем случае кодами причин будет марка сырья, так как причиной разладки процесса и выхода точек за контрольные границы может быть марка сырья, поэтому щелчком левой кнопки мыши выбираем 2-Марка сырья. Поскольку в нашем случае отсутствуют данные о переменных, содержащие возможные корректирующие действия, то строку Variable with codes for action оставляем свободной и нажимаем кнопку ОК.Диалоговое окно select vars with cods for causes and action закрывается, при этом в строке причины диалогового окна Установка причин действий и комментариев возникает цифра 2. Далее нажимаем кнопку ОК в диалоговом окне Установка причин действий и комментариев. Затем нажимаем кнопку OK в диалоговом окне Задание переменных для X-полосы и R диаграммы. Показатели качества с одинаковым номером группируются в выборки, и программа STATISTICA производит с ними необходимые действия и вычерчивает контрольные карты
- и R-карты (в нашем случае это 1-Номер выборки) и нажимаем кнопку ОК. Далее устанавливаем отметку в строке Получить метки участка. В данном случае участком будет называться промежуток, в котором используется одинаковое сырьё (марки A или B соответственно). После этого появляется диалоговое окно Select the variable with part labels (ID’s)to. В нём выбираем переменные, которые будут являться идентификаторами участка (в нашем случае это 2-Марка сырья) и нажимаем кнопку OK. Далее нажимаем кнопку Установка причин, действий, комментариев, переменных, содержащие коды. При этом появляется диалоговое окно Установка причин действий и комментариев, с помощью которого можно задать переменные, содержащие возможную причину разладки процесса (кнопка Переменные содержащие причины и действия) и коды для этих переменных, если они не были заданы ранее (кнопка дать коды). Нажимаем кнопку Переменные содержащие причины и действия. При этом появляется диалоговое окно select vars with cods for causes and action, в котором в строке Variable with codes for causes выбираем данные, которые будут служить кодами причин. В нашем случае кодами причин будет марка сырья, так как причиной разладки процесса и выхода точек за контрольные границы может быть марка сырья, поэтому щелчком левой кнопки мыши выбираем 2-Марка сырья. Поскольку в нашем случае отсутствуют данные о переменных, содержащие возможные корректирующие действия, то строку Variable with codes for action оставляем свободной и нажимаем кнопку ОК.Диалоговое окно select vars with cods for causes and action закрывается, при этом в строке причины диалогового окна Установка причин действий и комментариев возникает цифра 2. Далее нажимаем кнопку ОК в диалоговом окне Установка причин действий и комментариев. Затем нажимаем кнопку OK в диалоговом окне Задание переменных для X-полосы и R диаграммы. Показатели качества с одинаковым номером группируются в выборки, и программа STATISTICA производит с ними необходимые действия и вычерчивает контрольные карты  - и R-, c указанием марки сырья, а также гистограммы наблюдений и размахов, изображенные на рисунке 15.2. При этом контрольные карты строятся без учета того, что в ходе процесса изменяется марка сырья, то есть не было произведено построение контрольных карт по спецификациям марки сырья А и марки сырья В в отдельности. Получившиеся контрольные карты изображены на рис. 15.2.
- и R-, c указанием марки сырья, а также гистограммы наблюдений и размахов, изображенные на рисунке 15.2. При этом контрольные карты строятся без учета того, что в ходе процесса изменяется марка сырья, то есть не было произведено построение контрольных карт по спецификациям марки сырья А и марки сырья В в отдельности. Получившиеся контрольные карты изображены на рис. 15.2.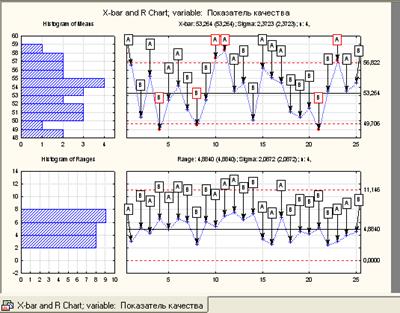


 -карты показателя качества с использованием сырья А находится выше средней линии показа-
-карты показателя качества с использованием сырья А находится выше средней линии показа-
 для проверки внешнего диаметра, получили данные, представленные в табл. 15.2.
для проверки внешнего диаметра, получили данные, представленные в табл. 15.2.