|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технические условия на деталь и методы их обеспечения
Число операций и порядок обработки тех или иных поверхностей, отверстий, уступов и прочих конструктивных элементов, входящих в черновые, получистовые и чистовые операции число и порядок слесарных операций по зачистке заусенцев и притуплению острых кромок не регламентируются.
Таблица 3
1.4.2 В основе проектирования технологических процессов механической обработки лежат технический и экономический принципы, в соответствии с которыми разрабатываемый технологический процесс должен обеспечить выполнение всех требований рабочего чертежа и технических условий при минимальных затратах труда и средств производства. При разработке технологического процесса механической обработки исходными данными являются размер и срок выполнения программного задания, правильно отработанные, чертежи и технические условия на изготовление и приемку изделия, а также чертеж и данные об исходной заготовке 005 Входной контроль 010 Фрезерно – отрезная 015 Выходной контроль 020 Вертикально-фрезерная фрезеровать габариты пакетом 025 Контрольная 030 Вертикально-фрезерная фрезеровать плоскости в габарит с припуском под шлифовку 035 Контроль 040Предварительное Шлифование торцевых поверхностей и базовой плоскости 045 Контроль 050 Фрезерная с ЧПУ фрезеровать сплайновые поверхности с припуском под полировку, Использовать мягкие сменные губки тисков 055 Контроль 060 Термическая 065 Окончательное шлифование и Полировка сплайновых поверхностей. 070 Контроль
1.4.3 Базированием – называется придание детали нужного положения в выбранной системе координат. Поверхности, линии, точки, принадлежащие детали и служащие для ее базирования, называются базами. Расположение опорных точек на базовых поверхностях деталей, называется схемой базирования. Деталь имеет шести степеней свободы: три линейных (X, Y, Z) и три с поворотом вокруг осей (X, Y, Z). Если делать лишить шести степеней свободы – базирование полное. Правило шести точек: Для того чтобы лишить деталь шести степеней свободы, нужно наложить 6 односторонних связей, это достигается наличием шести опорных точек.
Выбор технологических баз – один из ответственных моментов в разработке технологического процесса, т.к. он предопределяет точность обработки и конструкцию приспособления. Обработку детали начинают с той поверхности, которая будет служить технологической базой для дальнейших операций. Обычно используют необработанную поверхность, которая в дальнейшем не подлежит обработке, имеет большую площадь, является достаточно чистой и ровной, что обеспечивает равномерность расположения припуска остальных поверхностей при последующей обработке детали. При выборе технологических баз необходимо стремиться к соблюдению принципа постоянства и совмещения баз. Принцип постоянства баз предусматривает использование одной технологической базы на всех операциях. В этом случае погрешности базирования уменьшаются при переходе к отделочным стадиям. Принцип совмещения баз позволяет в качестве технологической базы использовать конструкторскую. Это уменьшает погрешности обработки детали и облегчает сборку.
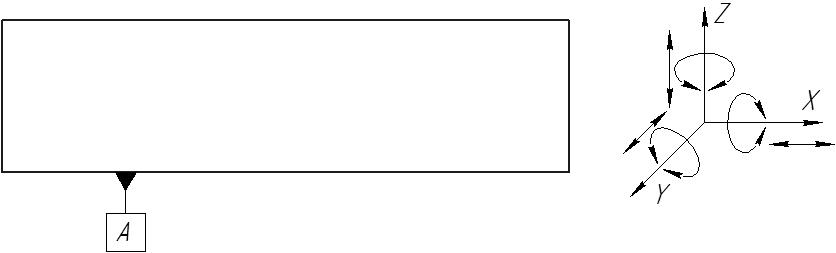
Отрезка заготовки под вертикально фрезерную операцию: рисунок 2 За главную базу принимаем нижнюю плоскость А, которая лишает деталь 3 степеней свободы и: перемещение по оси z, поворота оси y, поворота оси x. База А является опорной. Базирование не полное. Остальных степеней свободы деталь лишает усилие зажима.
Рисунок2
015 Выходной контроль 020Вертикально-фрезерная Фрезеровать габариты пакетом За главную базу принимаем нижнюю плоскость А, которая лишает деталь 3 степеней свободы и: перемещение по оси z, поворота оси y, поворота оси x. База А является опорной. Базирование не полное. Остальных степеней свободы деталь лишает усилие зажима.
025 Контрольная
За главную базу принимаем нижнюю плоскость А, которая лишает деталь 3 степеней свободы и: перемещение по оси z, поворота оси y, поворота оси x. База А является опорной. Базирование не полное. Остальных степеней свободы деталь лишает усилие зажима.
035 Контроль 040Предварительное Шлифование торцевых поверхностей и базовой плоскости За главную базу принимаем нижнюю плоскость А, которая лишает деталь 3 степеней свободы и: перемещение по оси z, поворота оси y, поворота оси x. База А является опорной. Базирование не полное. Остальных степеней свободы деталь лишает усилие зажима.
045 Контроль 050 Фрезерная с ЧПУ фрезеровать сплайновые поверхности с припуском под полировку, Использовать мягкие сменные губки тисков
055 Контроль 060 Термическая 065 Окончательное шлифование и Полировка сплайновых поверхностей. За главную базу принимаем нижнюю плоскость А, которая лишает деталь 3 степеней свободы и: перемещение по оси z, поворота оси y, поворота оси x. База А является опорной. Базирование не полное. Остальных степеней свободы деталь лишает усилие зажима.
070 Контроль
1.4.4 010 Фрезерно-отрезная Отрезка заготовки под вертикально фрезерную операцию. Оборудование: Фрезерно-отрезной станок ANS-65 Скорость резания от 17 до 200 об/мин, плавная регулировка Мощность двигателя пилы 7.5 кВт Мощность гидродвигателя 2.2 кВт Емкость бака гидравлической системы: 100 литров Насос охлаждающей жидкости: 0, 2 кВт Сервомотор подачи пилы 2, 0 кВт Общая потребляемая мощность 14 кВт Потребляемое напряжение 50 Гц Масса: около 2500 кг. Приспособление: тиски ГОСТ 14904-80 Измерительный инструмент: штангенциркуль ШЦ-1 180-0, 1
015 Выходной контроль
020Вертикально-фрезерная Фрезеровать габариты пакетом Оборудование: Обрабатывающий центр MAZAK MTV – 815/120 Размеры стола: 3240x810 мм Подача по оси (X/Y/Z): 2032/810/750 мм. Быстрая подача по оси (X/Y/Z): 24000/24000/18000 мм/мин. Шпиндель: 6000 мин-1 26кВт (35 л.с.) Вместимость магазина 30, 60* Требуемая площадь: 7775x4020 мм

Приспособление: тиски ГОСТ 14904-80 Измерительный инструмент: штангенциркуль ШЦ-1 180-0, 1
025 Контрольная
030 Вертикально-фрезерная фрезеровать плоскости в габарит с припуском под шлифовку Оборудование: Обрабатывающий центр MAZAK MTV – 815/120 Размеры стола: 3240x810 мм Подача по оси (X/Y/Z): 2032/810/750 мм. Быстрая подача по оси (X/Y/Z): 24000/24000/18000 мм/мин. Шпиндель: 6000 мин-1 26кВт (35 л.с.) Вместимость магазина 30, 60* Требуемая площадь: 7775x4020 мм
Приспособление: тиски ГОСТ 14904-80 Измерительный инструмент: штангенциркуль ШЦ-1 180-0, 1
035 Контроль 040 Предварительное Шлифование торцевых поверхностей и базовой плоскости Оборудование: Станок плоскошлифовальный 3Д711 ВФ11 Размер рабочей поверхности стола 200x630 мм Класс точности: А по ГОСТ8-82 Наибольшее расстояние от зеркала стола до оси шпинделя, 670мм Наибольшее перемещение суппорта 245 мм Рабочие подачи стола 2-30 м/мин Рабочие подачи суппорта 0, 3-40 мм/ход Рабочая подача шлифовальной головки 0, 002-0, 08мм Наибольшая масса заготовки 200кг. (вместе с магнитной плитой) Мощность привода главного движения 4 кВт Номинальное напряжение питания, 380В Габаритные размеры 2715x1788x2035 мм. Масса 2950кг.
Приспособление: тиски ГОСТ 14904-80 Измерительный инструмент: Микрометр гладкий МК 0 - 25 (ц.д. 0, 01мм) ГОСТ 6507-90 045 Контроль
050 Фрезерная с ЧПУ фрезеровать сплайновые поверхности с припуском под полировку, Использовать мягкие сменные губки тисков Оборудование: Обрабатывающий центр MAZAK MTV – 815/120 Размеры стола: 3240x810 мм Подача по оси (X/Y/Z): 2032/810/750 мм. Быстрая подача по оси (X/Y/Z): 24000/24000/18000 мм/мин. Шпиндель: 6000 мин-1 26кВт (35 л.с.) Вместимость магазина 30, 60* Требуемая площадь: 7775x4020 мм
Приспособление: тиски ГОСТ 14904-80
055 Контроль 060 Термическая Термообработка до HRC 52…56 065 Окончательное шлифование и Полировка сплайновых поверхностей. Оборудование: Станок плоскошлифовальный 3Д711 ВФ11 Размер рабочей поверхности стола 200x630 мм Класс точности: А по ГОСТ8-82 Наибольшее расстояние от зеркала стола до оси шпинделя, 670мм Наибольшее перемещение суппорта 245 мм Рабочие подачи стола 2-30 м/мин Рабочие подачи суппорта 0, 3-40 мм/ход Рабочая подача шлифовальной головки 0, 002-0, 08мм Наибольшая масса заготовки 200кг. (вместе с магнитной плитой) Мощность привода главного движения 4 кВт Номинальное напряжение питания, 380В Габаритные размеры 2715x1788x2035 мм. Масса 2950кг.
Приспособление: тиски ГОСТ 14904-80 Измерительный инструмент: Микрометр гладкий МК 0 - 25 (ц.д. 0, 01мм) ГОСТ 6507-90 070 Контроль
1.5 Популярное:
|
Последнее изменение этой страницы: 2017-03-03; Просмотров: 1119; Нарушение авторского права страницы